1.本实用新型涉及家用保温箱配件加工,特别是太阳能保温箱圆片偏摆送料冲压生产设备。
背景技术:
2.现有的太阳能保温箱,包括内胆、设置在内胆外围的保温层、设置在保温层外围的外壳、出气口、进水口、出水口以及出淤口,出气口设置保温箱的顶部,出气管通常为ppr管,进出水口在内胆上采用水口胶圈来密封固定,出淤口设置在进水口的一端,保温层主要采用聚氨酯。
3.太阳能保温箱都采用的是圆柱形,这样两端端面都是采用的圆形结构,需要利用冲压机进行压圆冲压处理,目前采用先将板材切片以后再放置到冲压机下进行冲压,而且现在冲压采用把多余边缘冲压,冲压的成形圆板材留在加工台上,这样冲压效率低下,无法实现连续化冲压。
技术实现要素:
4.为了克服现有技术的上述缺点,本实用新型提供一种采用偏摆送料这样更为稳定的送料方向实现连续化送料冲压成型堆叠,同时采用圆孔式冲压方便成形板材快速转移走的太阳能保温箱圆片偏摆送料冲压生产设备。
5.本实用新型解决其技术问题所采用的技术方案是:太阳能保温箱圆片偏摆送料冲压生产设备,包括放卷轴、偏摆送料机、冲压机和堆叠架,放卷轴、偏摆送料机和冲压机依次排列,放卷轴远离偏摆送料机,冲压机紧贴偏摆送料机,堆叠架位于偏摆送料机侧边,冲压机由基座、冲压头和台板组成,基座上设有若干倒t形槽,台板放置在基座上面,基座上的凹槽内设有限位块固定在台板,台板上设有冲压圆孔,冲压圆孔贯穿台板,台板底部向上设有三面凹槽,凹槽开口朝向堆叠架;基座上方对应凹槽区域设有“7”字形活动架,活动架侧立面为方形框且底部设有两个万向轮,垂直方形框设有两根互相垂直的圆杆,圆杆伸入到台板底部的凹槽内;堆叠架有底座、牵引气缸、滑轨和两个支架座,底座长度为支架座三倍,支架座四角向上设有四根立柱,立柱高度低于活动架高度,支架座位于滑轨上,牵引气缸一端固定在底座上,另外一端固定在支架座上,每个支架座对应一个牵引气缸;放卷轴、偏摆送料机和冲压机统一接入到控制器内。
6.更优方案,所述台板底部三面凹槽封闭一端设有推板,推板由气缸推动,推板运动方向沿活动架一侧。当圆片被冲压落入到活动架上,根据实际需要启动推板工作,可以定时推送也可以每片都推送,将活动架上的圆片推出凹槽落到堆叠架上,这样更能有效实现连续化生产加工。
7.更优方案,所述冲压机冲压头悬臂正对偏摆送料机方向。一般冲压头都是采用侧立方向放置,既送料方向垂直冲压头悬臂,但是对于保温箱圆片这样的工艺,圆片直径很大,冲压头和台板都很宽大,占据很大位置,悬臂采用正对来料方向,加工肥料支架进入到
悬臂下空间内,方便收纳不需要增加其他设备,同时圆片从另外一侧推送出去,这样可以预留一个空白位进行人工干预操作位。
8.本实用新型具有以下有益效果:偏摆送料机可以双向位移式交替送料,效率高,节约成本。偏摆送料机可以根据打孔晶圆的不同直径,任意调整和设定位移参数,保证圆形横切式打孔和下料,大大利用了材料,节约了生产成本;偏摆送料机可以根据不同尺寸的冲孔晶圆自动进行排列角度计算,节省材料。
附图说明
9.图1为本实用新型的结构示意图。
10.图2为本实用新型冲压头和活动架的部分示意图。
具体实施方式
11.下面结合附图和实施例对本实用新型进一步说明。
12.其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向,且附图均采用非常简化的形式且均使用非精准的比率,仅用以方便、明晰地辅助说明本实用新型实施例的目的。
13.为了清楚,不描述实际实施例的全部特征,在下列描述中,不详细描述公知的功能和结构,因为它们会使本实用新型由于不必要的细节而混乱,应当认为在任何实际实施例的开发中,必须做出大量实施细节以实现开发者的特定目标,例如按照有关系统或有关商业的限制,由一个实施例改变为另一个实施例,另外,应当认为这种开发工作可能是复杂和耗费时间的,但是对于本领域技术人员来说仅仅是常规工作。
14.实施例1
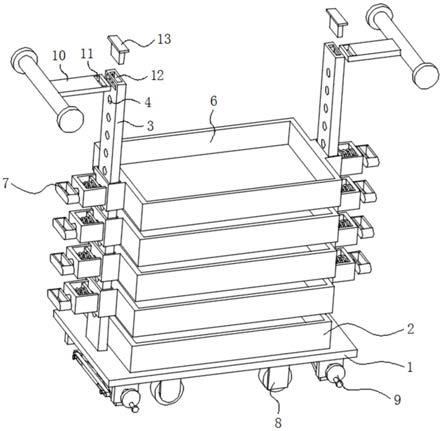
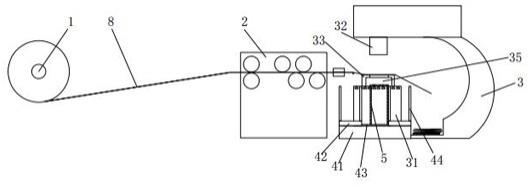
[0015] 如图1所示,太阳能保温箱圆片偏摆送料冲压生产设备,包括放卷轴1、偏摆送料机2、冲压机3、堆叠架和控制器,放卷轴1、偏摆送料机2和冲压机3依次排列,放卷轴1远离偏摆送料机2,冲压机3紧贴偏摆送料机2,冲压机和偏摆送料机之间设有两块平行的压块,堆叠架位于偏摆送料机侧边,冲压机3由基座31、冲压头32和台板33组成,基座31上设有若干倒t形槽,台板33放置在基座31上面,基座31上的凹槽内设有限位块固定在台板33,台板33上设有冲压圆孔34,冲压圆孔34贯穿台板,台板33底部向上设有三面凹槽35,凹槽35开口朝向堆叠架。
[0016]
如图2所示,基座31上方对应凹槽区域设有“7”字形活动架5,活动架5侧立面为方形框且底部设有两个万向轮,垂直方形框设有两根互相垂直的圆杆6,圆杆6伸入到台板33底部的凹槽内,活动架5位于冲压机3和堆叠架之间起到衔接作用;堆叠架有底座41、牵引气缸、滑轨42和两个支架座43,底座41长度为支架座43三倍,支架座43四角向上设有四根立柱44,立柱44高度低于活动架高度,支架座位于滑轨42上,牵引气缸一端固定在底座内上,且位于支架座底部,另外一端固定在支架座上,每个支架座对应一个牵引气缸;放卷轴、偏摆送料机和冲压机统一接入到控制器内。
[0017]
所述冲压机3冲压头悬臂正对偏摆送料机2来料方向。一般冲压头都是采用侧立方向放置,既送料方向垂直冲压头悬臂,但是对于保温箱圆片这样的工艺,圆片直径很大,冲
压头和台板都很宽大,占据很大位置,悬臂采用正对来料方向,加工肥料支架进入到悬臂下空间内,方便收纳不需要增加其他设备,同时圆片从另外一侧推送出去,这样可以预留一个空白位进行人工干预操作位。
[0018]
所述台板33底部三面凹槽封闭一端设有推板7,推板由气缸推动,推板运动方向沿活动架一侧。当圆片被冲压落入到活动架5上,根据实际需要启动推板7工作,可以定时推送也可以每片都推送,将活动架上的圆片推出凹槽落到堆叠架上,这样更能有效实现连续化生产加工。
[0019]
型材8从放卷轴1上放卷出来以后经过偏摆送料机的矫正以后到达冲压机的台面上,由偏摆送料机确定好达到台面的型材已经足够时候,反馈信号给控制器,控制器输出信号给放卷轴和偏摆送料机信号停止转动,同时启动冲压头进行冲压。冲压结束,放卷轴和偏摆送料机启动工作继续送料,送料到达一定长度冲压,反复工作。
[0020]
冲压以后的废料由于边缘还有粘连形就会继续向前,最近落入到冲压机悬臂空间内堆叠起来,由于悬臂的包裹,还能不需要特意对废料进行保护,起到保护左右。冲压的圆片落到活动架,由于活动架底部设有万向轮,这样人工可以轻易抽出活动架获得圆片,还能调节伸入长度从而很好的衔接与堆叠架之间的距离,灵活性更高,然后进行转移到堆叠架上,同时也可以启动推送板实现自动推送工作,把圆片直接推送到堆叠架上。同时活动架配有感应头,当检测到当前堆叠位置已经达到一定高度,就会启动牵引气缸切换支架座同时预警。人工干预和自动化生产二者互不干扰,而且布置合理方便操作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。