1.本技术涉及太阳能柔性背板材料技术领域,尤其是涉及一种水汽阻隔防火柔性背板及其制备方法。
背景技术:
2.随着国家对环保问题的重视,新能源的利用开发成为了新的研发热门。太阳能作为一种清洁能源,受到各国学者和研究人员的重点关注。太阳能电池板可将太阳能转为电能进行利用,可缓解电能紧张,降低对化石燃料发电的依赖。随着太阳能电池板深入的推广应用,柔性太阳能电池组件的研究尤为必要。柔性太阳能电池组件具有重量轻、组件薄且柔韧性的优点,可适应用于较多的应用场景。
3.相关技术中的一种太阳能电池板,主要包括玻璃表层、eva密封层、太阳能电池片、eva密封层和太阳能电池背膜,太阳能电池片被两层eva密封层密封包裹。太阳能电池背膜与背向太阳能电池片表面的eva密封层固定粘结,起着提高太阳能电池板的整体机械强度,防止水汽渗透到密封层,改善电池片的使用寿命的作用。因此,太阳能电池背膜质量的好坏会直接影响太阳能电池板的使用寿命。如中国专利申请号为cn201520087689.6,公开了一种透明太阳能电池背膜及其组件,是通过在透明基层的双面涂覆透明耐候涂层,透明耐候涂层的优点是高紫外阻隔、低黄变,从而实现改善太阳能电池背膜的使用寿命。
4.针对上述相关技术中的太阳能电池背膜,申请人发现该技术方案存在以下问题:透明耐候涂层可在一段时间内保持着较好的高紫外阻隔性能,但是在长时间使用过程中,依旧会出现涂层附着力差,导致的整体使用寿命相对较短的问题,严重限制太阳能电池的推广与应用。
技术实现要素:
5.为了解决相关技术存在整体使用寿命相对较短的问题,严重限制太阳能电池的推广与应用的问题,本技术提供了一种水汽阻隔防火柔性背板及其制备方法。
6.第一方面,本技术提供的一种水汽阻隔防火柔性背板,是通过以下技术方案得以实现的:一种水汽阻隔防火柔性背板,包括高阻隔改性pet基板,所述高阻隔改性pet基板朝向空气侧的表面一体成型有水汽阻隔防火层;所述水汽阻隔防火层背向高阻隔改性pet基板的表面一体成型有抗老化层;所述抗老化层背向水汽阻隔防火层的表面形成有tio2自清洁层;所述水汽阻隔防火层和抗老化层是通过热压成型工艺分别固定连接于水汽阻隔防火层的上下表面;所述高阻隔改性pet基板朝向电池侧的表面复合有胶水层。
7.通过采用上述技术方案,高阻隔改性pet基板赋予了本技术良好的水汽阻隔性能和气体阻隔性能,提升整体的使用寿命、水汽和气体阻隔性能,使用寿命在25年以上。水汽阻隔防火层赋予了本技术良好的较好的使用寿命、耐高温性、阻燃防火性和水汽阻隔性能,本技术可在180℃下使用,耐高温性好。抗老化层赋予了本技术较好的化学稳定性、耐候性
和抗老化性能。此外,本技术的厚度控制在0.4-0.5mm,较为轻薄同时具有较好的柔性和力学强度,是理想的太阳能电池背板材料,利于太阳能背板的推广与应用。综上所述,本技术具有较长久的使用寿命,较好的水汽和气体阻隔性能,较高的耐高温性能和阻燃性能,且轻薄,柔顺性好且具有较好的力学强度。
8.优选的,所述水汽阻隔防火层为柔性复合云母片;所述柔性复合云母片的厚度为0.15-0.25mm;所述柔性复合云母片是由金云母纸和复配有机硅胶水制备而成;所述金云母纸的厚度在30-50微米;所述复配有机硅胶水包括kr-242a硅树脂和fm-0425改性羟基硅氧烷;所述kr-242a硅树脂和fm-0425改性羟基硅氧烷的质量比为100:15-20。
9.通过采用上述技术方案,赋予了柔性复合云母片良好的柔韧性、绝缘性、抗电击穿性、阻燃性和较为长久的使用寿命,进而保证本技术整体的柔韧性、绝缘性、抗电击穿性、阻燃性、使用寿命。
10.优选的,所述柔性复合云母片的制备方法,包括以下步骤:步骤一,复配有机硅胶水的制备;步骤二,金云母/复合胶单元纸的制备:金云母纸其中一表面刮涂步骤一中的复配有机硅胶水,复配有机硅胶水的用量为10-12g/m2,烘干使得复配有机硅胶水呈凝胶态;步骤三,根据柔性复合云母片的厚度需求,选择步骤二中的金云母/复合胶单元纸进行叠合的层数,然后用未涂覆复配有机硅胶水的金云母纸复合于相邻的金云母/复合胶单元纸涂覆复配有机硅胶水的表面,热压辊预成型得柔性复合云母卷材;步骤四,对步骤三中的柔性复合云母卷材进行裁切,得半成品柔性复合云母片材,半成品柔性复合云母片材进行真空热压成型,自然冷却得成品柔性复合云母片。
11.通过采用上述技术方案,本技术的制备方法相对简单,便于工业化批量生产柔性复合云母片。通过采用本技术的制备方法生产的柔性复合云母片具有良好的柔韧性、绝缘性、抗电击穿性、阻燃性和较为长久的使用寿命。
12.优选的,所述水汽阻隔防火层为柔性云母模铸片材;所述柔性云母模铸片材的厚度为0.20-0.30mm;所述柔性云母模铸片材是由以下重量份的原材料制备而成:120-140份的有机溶剂、20-40份的合成氟金云母、60-80份的金云母、0.5-1.5份的有机钛表面修饰剂、4-8份的改性芳纶纤维、0.2-1份的纳米二氧化钛、0.1-0.3份的纳米氧化锌晶须、0.2-1份的纳米氧化铈、32-40份的有机硅树脂;所述有机硅树脂包括kr-242a硅树脂和fm-0425改性羟基硅氧烷;所述kr-242a硅树脂和fm-0425改性羟基硅氧烷的质量比为100:15-20;所述改性芳纶纤维的外壁形成有电导向涂层;所述电导向涂层是由包括以下原料制成:石墨烯、碳纳米管、纳米二氧化钛、表面修饰剂、成膜助剂、聚氨酯乳液、ph调节剂、消泡剂、有机硅类基材润湿剂。
13.通过采用上述技术方案,赋予了柔性复合云母片良好的柔韧性、绝缘性、抗电击穿性、阻燃性和较为长久的使用寿命的同时柔性复合云母片的抗表面撕裂性能优异,水汽阻隔防火层不易与高阻隔改性pet基板、抗老化层发生剥离,可进一步地保证本技术整体的柔韧性、绝缘性、抗电击穿性、阻燃性、使用寿命。
14.优选的,所述柔性云母模铸片材的制备方法,包括以下步骤:步骤一,改性芳纶纤维的制备;步骤二,按配比称量合成氟金云母、金云母与计量准确的有机钛表面修饰剂进行
超声波处理分散处理,得表面改性混合云母粉;步骤三,将步骤二中的改性云母混合物与改性芳纶纤维、纳米二氧化钛、纳米氧化锌晶须、纳米氧化铈、有机溶剂混合均匀后,加入有机硅树脂,搅拌均匀后得云母浆料;步骤四,云母浆料注入成型模具中,成型模具置于电容器的两块极板之间,电容器的电场方向与成型模具的高度方向为同向,电场处理时间20-40min,电场处理10min后对成型模具进行加热处理,除去云母浆料中的有机溶剂,电场处理完成后,再对成型模具进行5-10min的加热处理,后进行热压成型,得成品柔性云母卷材;步骤五,成品柔性云母卷材裁切得成品柔性云母片材,成品柔性云母片材进行真空热压成型,得成品柔性复合云母片。
15.通过采用上述技术方案,可进行批量生产柔性复合云母片,虽然生产成本相对比于金云母纸压合生产的柔性复合云母片要高,但是本方法制备的柔性复合云母片具有更好的抗表面剥离强度,水汽阻隔防火层不易与高阻隔改性pet基板、抗老化层发生剥离,可进一步地保证本技术整体的柔韧性、绝缘性、抗电击穿性、阻燃性、使用寿命,本方法制备的柔性复合云母片具有更好的使用稳定性和安全性,使用寿命更为持久,适于作为高端太阳能背板材料。
16.优选的,所述高阻隔改性pet基板是由以下质量百分比的原材料制备而成:4-6%的tpee复配物、10-15%的pen树脂、10-15%的lcp树脂、0.6-1.2%的紫外吸收剂、0.5-1%的纳米二氧化钛、0.5-1%的聚乙烯醇、0.5-0.8%的kh550硅氧烷偶联剂、余量为pet树脂;所述pee复配物为hytrel htr8068搭配hytrel g4774、hytrel g4778、hytrel g5564、hytrel g5526中的一种或多种组合;所述hytrelhtr8068的含量占tpee复配物总质量的60-70%;所述紫外吸收剂为聚丁二酸(4-羟基-2,2,6,6-四甲基1-哌啶乙醇)酯搭配2-羟基-4-正辛氧基二苯甲酮、2-(2-羟基-3,5-叔丁基苯基)-5-氯代苯并三唑中的一种或多种组合。
17.通过采用上述技术方案,赋予了高阻隔改性pet基板良好的水汽阻隔性能、气体阻隔性能和力学性能,进而可保证本技术整体的使用寿命、水汽和气体阻隔性能。
18.优选的,所述高阻隔改性pet基板的制备方法,包括以下步骤:步骤一,pen树脂、pet树脂、lcp树脂、tpee复配物置于80-90℃下,干燥2-4h,备用;步骤二,将步骤一中完成干燥的pen树脂、pet树脂、lcp树脂、tpee复配物与紫外吸收剂、纳米二氧化钛、kh550硅氧烷偶联剂和聚乙烯醇混合均匀,挤出造粒,水冷,切粒,得粒度在1.5-2.2mm的改性pet粒料;步骤三,步骤二中的改性pet粒料置于80-90℃下,干燥2-4h,水分低于0.5%储存备用;步骤四,采用步骤三中完成干燥的改性pet粒料进行挤出,流延成膜,自然冷却得高阻隔改性pet卷材;步骤五,高阻隔改性pet卷材裁切高阻隔改性pet卷材,进行25-40min的热处理,热处理温度控制在68-72℃,冷却收卷得成品高阻隔改性pet基板。
19.通过采用上述技术方案,本技术的制备方法相对简单,便于工业化批量生产高阻隔改性pet基板,且同批次的高阻隔改性pet基板各项性能稳定,产品品控相对简单,利于降低高阻隔改性pet基板的生产成本,进而使得本技术在商业上更具竞争优势。
20.优选的,所述抗老化层为氟树脂膜;所述氟树脂膜为etfe树脂膜、ptfe树脂膜、
pvdf树脂膜、thv树脂膜中的一种;所述氟树脂膜背向tio2自清洁层的表面低温等离子处理形成有增粘层。
21.通过采用上述技术方案,tio2自清洁层赋予了本技术较好的自清洁效果;氟树脂膜具有较好的化学稳定性、耐候性和抗老化性能,可保证本技术整体的使用寿命。氟树脂膜形成的增粘层可有效加强氟树脂膜与水汽阻隔防火层的粘结强度和粘结稳定性,进一步保证本技术的使用寿命。
22.第二方面,本技术提供的一种水汽阻隔防火柔性背板的制备方法,是通过以下技术方案得以实现的:一种水汽阻隔防火柔性背板的制备方法,包括以下步骤:步骤一,水汽阻隔防火层材料、高阻隔改性pet基板、氟树脂膜的制备;步骤二,水汽阻隔防火层的水性表面涂覆复配有机硅胶水,复配有机硅胶水用量控制在10-12g/m2,预热固化使其复配有机硅胶水呈凝胶态;步骤三,水汽阻隔防火层上表面辊压合上抗老化层,同时水汽阻隔防火层下表面辊压合上高阻隔改性pet基板,辊压200-250n,得预复合片材;步骤四,步骤三中的预复合片材进行真空热压处理,得半成品柔性复合片材;步骤五,步骤五,半成品柔性复合片材的抗老化层表面喷涂自清洁涂料固化形成tio2自清洁层;步骤六,半成品柔性复合片材背向tio2自清洁层的表面涂覆粘结剂形成胶水层,得成品水汽阻隔防火柔性背板。
23.通过采用上述技术方案,本技术的制备方法相对简单,便于工业化批量生产得到成品水汽阻隔防火柔性背板,且同批次的成品水汽阻隔防火柔性背板各项性能稳定,产品的品控工作相对简单,利于降低成品水汽阻隔防火柔性背板的生产成本,进而使得本技术在商业上更具竞争优势。
24.优选的,所述步骤四中所述的真空热压处理分为五步真空热压处理,第一步真空热压成型中热压条件为压板温度为80-100℃,压力为0.4-0.6mpa,持续时间为30-40s;第二步真空热压成型中热压条件为压板温度为140-150℃,压力为0.8-1.0mpa,持续时间为30-40s;第三步真空热压成型中热压条件为压板温度为160-165℃,压力为1.5-1.8mpa,持续时间为60-80s;第四步真空热压成型中热压条件为压板温度为130-140℃,压力为0.8-1.0mpa,持续时间为30-40s,第五步真空热压成型中热压条件为压板温度为100-110℃,压力为0.6-0.8mpa,持续时间为30-40s,冷却至室温,完成五步真空热压处理后的半成品柔性复合片材进行热处理,于60-65℃下热处理100-120s,升温至75-80℃热处理300-500s,升温至120-125℃热处理200-250s,降温至60-80℃保温180-300s,以0.8-1.2℃的速度降温至40-45℃保温5-10min,开炉冷却至室温。
25.通过采用上述技术方案,可保证生产的水汽阻隔防火柔性背板质量,且产品的品控工作相对简单,利于降低成品水汽阻隔防火柔性背板的生产成本,进而使得本技术在商业上更具竞争优势。
26.综上所述,本技术具有以下优点:1、本技术具有较好的柔韧性、力学强度、使用寿命、耐高温性、阻燃防水性和水汽阻隔性能,且厚度控制在0.4-0.5mm,较为轻薄,便于运输组装。
27.2、本技术的制备方法相对简单,便于工业化批量生产得到成品水汽阻隔防火柔性背板。
28.3、本技术的品控工作相对简单,利于降低成品水汽阻隔防火柔性背板的生产成本,进而使得本技术在商业上更具竞争优势。
附图说明
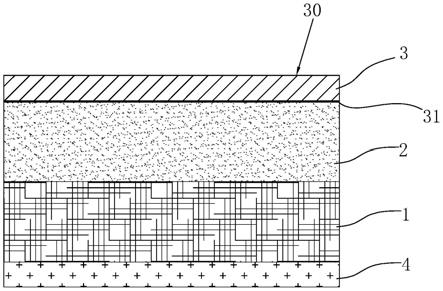
29.图1是本技术中实施例1中的整体结构示意图。
30.图中,1、高阻隔改性pet基板;2、水汽阻隔防火层;3、抗老化层;30、tio2自清洁层;31、增粘层;4、胶水层。
具体实施方式
31.以下结合附图和实施例对本技术作进一步详细说明。
32.制备例制备例1柔性复合云母片是由金云母纸和复配有机硅胶水真空热压制备而成。其中金云母纸采用的是定制50微米厚的金云母纸。复配有机硅胶水为自配机硅胶。复配有机硅胶水的制备方法,称量100g的kr-242a硅树脂、18g的fm-0425改性羟基硅氧烷(日本jnc)和0.02g的二乙烯三胺置于三颈烧瓶中,水浴加热至68-70℃之间进行150s反应,然后冰水降温至4℃以下,加入120g的甲醇以200rpm搅拌5min,再加入0.06g的二乙烯三胺,以60rpm搅拌100s得复配有机硅胶水。
33.柔性复合云母片的制备方法,包括以下步骤:步骤一,复配有机硅胶水的配制:称量100g的kr-242a硅树脂、18g的fm-0425改性羟基硅氧烷(日本jnc)和0.02g的二乙烯三胺置于三颈烧瓶中,水浴加热至68-70℃之间进行150s反应,然后冰水降温至4℃以下,加入120g的甲醇以200rpm搅拌5min,再加入0.06g的二乙烯三胺,以60rpm搅拌100s得复配有机硅胶水;步骤二,金云母/复合胶单元纸的制备:金云母纸其中一表面刮涂步骤一中的复配有机硅胶水,复配有机硅胶水的用量为10g/m2,输入烘箱中,于60-65℃的温度下进行30min的烘干处理,除去复配有机硅胶水中的甲醛,使得复配有机硅胶呈凝胶态附着于金云母纸的一表面;步骤三,选择二张步骤二中的金云母/复合胶单元纸进行叠合,金云母/复合胶单元纸未涂覆复配有机硅胶水的表面与相邻的金云母/复合胶单元纸涂覆复配有机硅胶水的表面相粘结,然后选择一未附着机硅胶的金云母纸复合在相邻的金云母/复合胶单元纸涂覆复配有机硅胶水的表面,进行六次热压定型处理,六次热压定型中的热压辊表面温度分别为60℃、80℃、85℃、85℃、75℃、60℃,六次热压定型中的热压辊的间隙调至0.168mm,热压成型得柔性复合云母卷材;步骤四,对步骤三中的柔性复合云母卷材进行裁切得半成品柔性复合云母片材,将半成品柔性复合云母片材装载至热压模具中,送入真空热压罐进行真空热压成型处理,热压温度控制在230℃,热压时间为30min,自然冷却得成品柔性复合云母片,厚度在0.165-0.168mm之间。
34.制备例2制备例2与制备例1的区别在于:复配有机硅胶水中不含fm-0425改性羟基硅氧烷,为纯kr-242a硅树脂胶水。
35.制备例3制备例3与制备例1的区别在于:复配有机硅胶水的制备方法,称量100g的kr-242a硅树脂、5g的fm-0425改性羟基硅氧烷和0.02g的二乙烯三胺置于三颈烧瓶中,水浴加热至68-70℃之间进行150s反应,然后冰水降温至4℃以下,加入110g的甲醇以200rpm搅拌5min,再加入0.06g的二乙烯三胺,以60rpm搅拌100s得复配有机硅胶水。
36.制备例4柔性云母模铸片材,是由以下重量份的原材料制备而成:120份的甲醇、25份的合成氟金云母、75份的金云母、1.5份的有机钛表面修饰剂-异丙基三(二辛基焦磷酸酰氧基)钛酸酯(cas:67691-13-8)、6份的改性芳纶纤维、1份的纳米二氧化钛、0.2份的纳米氧化锌晶须、0.3份的纳米氧化铈、35份的有机硅树脂。改性芳纶纤维的外壁喷涂电导向涂料固化形成有电导向涂层。
37.电导向涂料是由包括以下原料制成:5份平均粒径100nm的纳米石墨粉(上海超威纳米科技有限公司)、3份的内径10-20nm,管长10-15um的碳纳米管(上海茂果纳米科技有限公司)、1份的纳米二氧化钛、1份的kh550硅氧烷偶联剂、2份的丙二醇丁醚、80份的水性聚氨酯乳液、1.5份的多功能助剂amp-95、1.2份的改性聚硅氧烷乳液消泡剂x8803、2.5份的迪高tego twin 4000基材润湿剂。
38.电导向涂料的制备方法,包括以下步骤:步骤一,称量10g石墨烯和6g的碳纳米管与2g的kh550硅氧烷偶联剂进行10min的搅拌混合分散,得表面修饰导电料;步骤二,160g的水性聚氨酯乳液中加入4g的丙二醇丁醚、2.4g的改性聚硅氧烷乳液消泡剂x8803、5g的迪高tego twin 4000基材润湿剂和步骤一中表面修饰导电料,以500rpm分散20min,然后加入3g的多功能助剂amp-95调节ph值7.0-7.5,以500rpm分散5min,得电导向涂料。
39.有机硅树脂的制备方法,称量100g的kr-242a硅树脂、18g的fm-0425改性羟基硅氧烷和0.02g的二乙烯三胺置于三颈烧瓶中,水浴加热至68-70℃之间进行150s反应,然后冰水降温至4℃以下,加入120g的甲醇以200rpm搅拌5min,再加入0.06g的二乙烯三胺,以60rpm搅拌100s得有机硅胶水。
40.改性芳纶纤维的制备方法,包括以下步骤:步骤一,原料芳纶纤维选择的是单纤2.5d且长度76mm的短切对位芳纶丝,将采购的短切对位芳纶丝放置于5%的氢氧化钠溶液中,氢氧化钠溶液的温度控制在80℃,浸泡30min后的短切对位芳纶丝置于1.5g/l的椰油基葡糖苷水溶液中,浸泡10min,然后转移至去离子水溶液中,进行超声波处理,超声频率48khz,时间为5min,取出短切对位芳纶丝在40℃下,烘干4h,备用;步骤二,对步骤一中的短切对位芳纶丝进行低温等离子表面处理,处理温度为4℃,气体介质为空气,处理时间控制在30min;步骤三,将配制的电导向涂料喷涂于步骤二的短切对位芳纶丝表面,置于80℃下
htr8068、1.8%的hytrel g5564、15%的pen树脂、15%的lcp树脂、0.5%的聚丁二酸(4-羟基-2,2,6,6-四甲基1-哌啶乙醇)酯、0.3%的2-(2-羟基-3,5-叔丁基苯基)-5-氯代苯并三唑、0.3%的2-羟基-4-正辛氧基二苯甲酮、1%的纳米二氧化钛、0.6%的聚乙烯醇、0.8%的kh550硅氧烷偶联剂、余量为pet树脂。
45.高阻隔改性pet基板的制备方法,包括以下步骤:步骤一,称量150g的pen树脂、615g的pet树脂、150g的lcp树脂、32g的hytrel htr8068、18g的hytrel g5564置于80℃下,干燥4h,备用;步骤二,将步骤一中完成干燥的150g的pen树脂、615g的pet树脂、150g的lcp树脂、32g的hytrel htr8068、18g的hytrel g5564置于高速分散釜中,加入10g的纳米二氧化钛、8g的kh550硅氧烷偶联剂和6g的聚乙烯醇,以500rpm混合分散20min,投入双螺杆挤出机中进行挤出造粒,挤出温度分为七个温区,分别为260℃,270℃,275℃,285℃,284℃,284℃,口模温度285℃,塑化温度298.4℃,水冷,切粒,得粒度在1.5-2.2mm的改性pet粒料;步骤三,步骤二中的改性pet粒料送入烘箱中,温度控制在80℃下,进行4h的干燥,使得改性pet粒料的水分低于0.5%,储存备用;步骤四,将步骤三中完成干燥的改性pet粒料加入双螺杆挤出机中,进行挤出流延成膜,流延膜进行双向拉伸,拉伸比为1.0,冷却辊的温度为80℃,自然冷却得高阻隔改性pet卷材;步骤五,高阻隔改性pet卷材裁切为高阻隔改性pet片材,进行30min的热处理,热处理温度控制在72℃,自然冷却收卷,得厚度为180
±
2微米成品高阻隔改性pet基板。
46.制备例8制备例8与制备例7的区别在于:高阻隔改性pet基板是由以下质量百分比的原材料制备而成:0.5%的聚丁二酸(4-羟基-2,2,6,6-四甲基1-哌啶乙醇)酯、0.3%的2-(2-羟基-3,5-叔丁基苯基)-5-氯代苯并三唑、0.3%的2-羟基-4-正辛氧基二苯甲酮、1%的纳米二氧化钛、0.6%的聚乙烯醇、0.8%的kh550硅氧烷偶联剂、余量为pet树脂。实施例
47.实施例1参照图1,为本技术公开的一种水汽阻隔防火柔性背板,是由高阻隔改性pet基板1、水汽阻隔防火层2、抗老化层3和胶水层4组成。高阻隔改性pet基板1一体热压成型于水汽阻隔防火层的下表面,即水汽阻隔防火层2一体热压成型于高阻隔改性pet基板1朝向空气侧的表面。抗老化层3一体热压成型于水汽阻隔防火层的上表面,即水汽阻隔防火层2一体热压成型于高阻隔改性pet基板1朝向电池侧的表面。胶水层4粘结于高阻隔改性pet基板1背向水汽阻隔防火层2的表面。
48.本实施中高阻隔改性pet基板1采用的是制备例7中的成品高阻隔改性pet基板。水汽阻隔防火层2采用的是制备例1中的成品柔性复合云母片。抗老化层3本实施中采用的是thv树脂膜,厚度为60
±
5微米。胶水层4为eva热熔胶膜。
49.一种水汽阻隔防火柔性背板的制备方法,包括以下步骤:步骤一,水汽阻隔防火层材料、高阻隔改性pet基板、氟树脂膜的制备:水汽阻隔防火层材料的制备参见制备例1;
高阻隔改性pet基板的制备参见制备例7;氟树脂膜为60
±
5微米的thv树脂膜,裁切为尺寸与高阻隔改性pet基板相同的thv树脂膜片,对thv树脂膜片的一表面进行低温等离子处理,处理温度为0-4℃,气体介质为氧气,处理时间控制在10min,备用;步骤二,制备例1中的成品柔性复合云母片上下表面皆涂覆制备例1中的复配有机硅胶水,复配有机硅胶水用量控制在10g/m2,置于80℃下固化10min,预热固化使复配有机硅胶水呈凝胶态;步骤三,成品柔性复合云母片上表面通过热压辊压合上thv树脂膜片形成抗老化层3,同时成品柔性复合云母片下表面通过热压辊压合上制备例7中的高阻隔改性pet基板形成水汽阻隔防火层2下表面辊压合上高阻隔改性pet基板1,热压辊的辊压250n,热压辊的表面温度在120℃,得预复合片材;步骤四,步骤三中的预复合片材进行真空热压处理,将预复合片材装载至热压模具中,送入真空热压罐进行真空热压成型处理,热压温度控制在230℃,热压时间为30min,自然冷却,得半成品柔性复合片材;步骤五,半成品柔性复合片材的thv树脂膜片表面刮涂纳米涂层自清洁涂料(安徽艾约塔硅油有限公司,型号iota st2)固化形成tio2自清洁层30;步骤六,半成品柔性复合片材背向tio2自清洁层30的表面热压上eva热熔胶膜形成胶水层4,得成品水汽阻隔防火柔性背板。
50.实施例2实施例2与实施例1的区别在:水汽阻隔防火层2采用的是制备例4中的成品柔性复合云母片。
51.实施例3实施例3与实施例1的区别在:步骤四,步骤三中的预复合片材进行真空热压处理和热处理:真空热压处理分为五步真空热压处理,第一步真空热压成型中热压条件为压板温度为80℃,压力为0.6mpa,持续时间为30s;第二步真空热压成型中热压条件为压板温度为145℃,压力为1.0mpa,持续时间为40s;第三步真空热压成型中热压条件为压板温度为165℃,压力为1.6mpa,持续时间为80s;第四步真空热压成型中热压条件为压板温度为140℃,压力为1.0mpa,持续时间为40s,第五步真空热压成型中热压条件为压板温度为100℃,压力为0.8mpa,持续时间为40s,冷却至室温;完成五步真空热压处理后的半成品柔性复合片材进行热处理,于65℃下热处理120s,以0.8℃的升温速率,升温至78℃,热处理500s,以0.8℃的升温速率,升温至125℃,热处理240s,以1.2℃的降温速率,降温至75℃保温200s,以1.2℃的速度降温至40℃,保温6min,开炉冷却至室温。
52.实施例4实施例4与实施例2的区别在:步骤四,步骤三中的预复合片材进行真空热压处理和热处理:真空热压处理分为五步真空热压处理,第一步真空热压成型中热压条件为压板温度为80℃,压力为0.6mpa,持续时间为30s;第二步真空热压成型中热压条件为压板温度为
145℃,压力为1.0mpa,持续时间为40s;第三步真空热压成型中热压条件为压板温度为165℃,压力为1.6mpa,持续时间为80s;第四步真空热压成型中热压条件为压板温度为140℃,压力为1.0mpa,持续时间为40s,第五步真空热压成型中热压条件为压板温度为100℃,压力为0.8mpa,持续时间为40s,冷却至室温;完成五步真空热压处理后的半成品柔性复合片材进行热处理,于65℃下热处理120s,以0.8℃的升温速率,升温至78℃,热处理500s,以0.8℃的升温速率,升温至125℃,热处理240s,以1.2℃的降温速率,降温至75℃保温200s,以1.2℃的速度降温至40℃,保温6min,开炉冷却至室温。
53.对比例对比例1对比例1与实施例1的区别在:水汽阻隔防火层2采用的是制备例2中的成品柔性复合云母片。
54.对比例2对比例2与实施例1的区别在:水汽阻隔防火层2采用的是制备例3中的成品柔性复合云母片。
55.对比例3对比例3与实施例1的区别在:水汽阻隔防火层2采用的是制备例5中的成品柔性复合云母片。
56.对比例4对比例4与实施例1的区别在:水汽阻隔防火层2采用的是制备例6中的成品柔性复合云母片。
57.对比例5对比例5与对比例1的区别在:高阻隔改性pet基板1采用的是制备例8中的成品高阻隔改性pet基板。
58.对比例6对比例6与对比例2的区别在:高阻隔改性pet基板1采用的是制备例8中的成品高阻隔改性pet基板。
59.对比例7对比例7与对比例3的区别在:高阻隔改性pet基板1采用的是制备例8中的成品高阻隔改性pet基板。
60.对比例8对比例8与对比例4的区别在:高阻隔改性pet基板1采用的是制备例8中的成品高阻隔改性pet基板。
61.对比例9对比例9与实施例1的区别在:未复合水汽阻隔防火层2,高阻隔改性pet基板1的厚度控制在350-355微米。
62.性能检测试验检测方法/试验方法1、胶含量测试:按照gb/t 5019.2-2009第8.4.5条“有机硅胶粘剂无补强的材料
(不溶性胶粘剂)”对制备例1-6中的成品柔性复合云母片进行测试。
63.2、电气强度测试:gb/t 5019.2-2009云母制品试验方法,第22条“电气强度”对制备例1-6中的成品柔性复合云母片进行测试。
64.3、水蒸气透过量测试:按照iso 2528-1995《薄页材料水蒸气透湿度的测定重量法标准》测试。对制备例7-8中的成品高阻隔改性pet基板进行水蒸气透过量测试。
65.4、氧气透过量:按照gb/t 19789-2005《包装材料塑料薄膜和薄片氧化透过性试验库伦计检测法》测试。对制备例7-8中的成品高阻隔改性pet基板进行氧气透过率测试。
66.5、湿漏电测试:对实施例1-4和对比例1-9中的成品水汽阻隔防火柔性背板进行湿漏电测试。测试说明:测试过程中,浸放成品水汽阻隔防火柔性背板在盛有要求溶液的容器中,覆盖成品水汽阻隔防火柔性背板的所有表面。组件加压电压1500v,2分钟后测量绝缘电阻。测试规格为800*400mm。
67.6、暴晒测试:将实施例1-4和对比例1-9中的成品水汽阻隔防火柔性背板置于户外(测试时间12-14点,南风1级,起始环境温度33.2℃,结束环境温度35.2℃),每隔30min测试成品水汽阻隔防火柔性背板正反面的温度,计录成品水汽阻隔防火柔性背板两面的温度差值,取四次温度差值的平均值作为平均温差,反映本技术的抗暴晒性能。
68.7、防火测试:对实施例1-4和对比例1-9中的成品水汽阻隔防火柔性背板进行防火测试。测试条件:温度25℃,南风1级,湿度36%。组件放置方式:水平放置在铁架上,背面悬空。燃烧块预处理:干燥的燃块在酒精中浸泡2min。燃块大小:100*200mm。燃烧时间:30min。燃烧区域:成品水汽阻隔防火柔性背板背向电池侧的表面。
69.8、平均厚度测试:采用chy-ca测厚仪对实施例1-4和对比例1-9中的成品水汽阻隔防火柔性背板进行厚度测试,分别取五个测试点,五个测试点分别为左上角处、左下角处、右上角处、右下角处、中心处。xd=(d1 d2 d3 d4 d5)/5,其中d1为左上角处的厚度,d2为左下角处的厚度,d3为右上角处的厚度,d4为右下角处的厚度,d5为中心处的厚度。
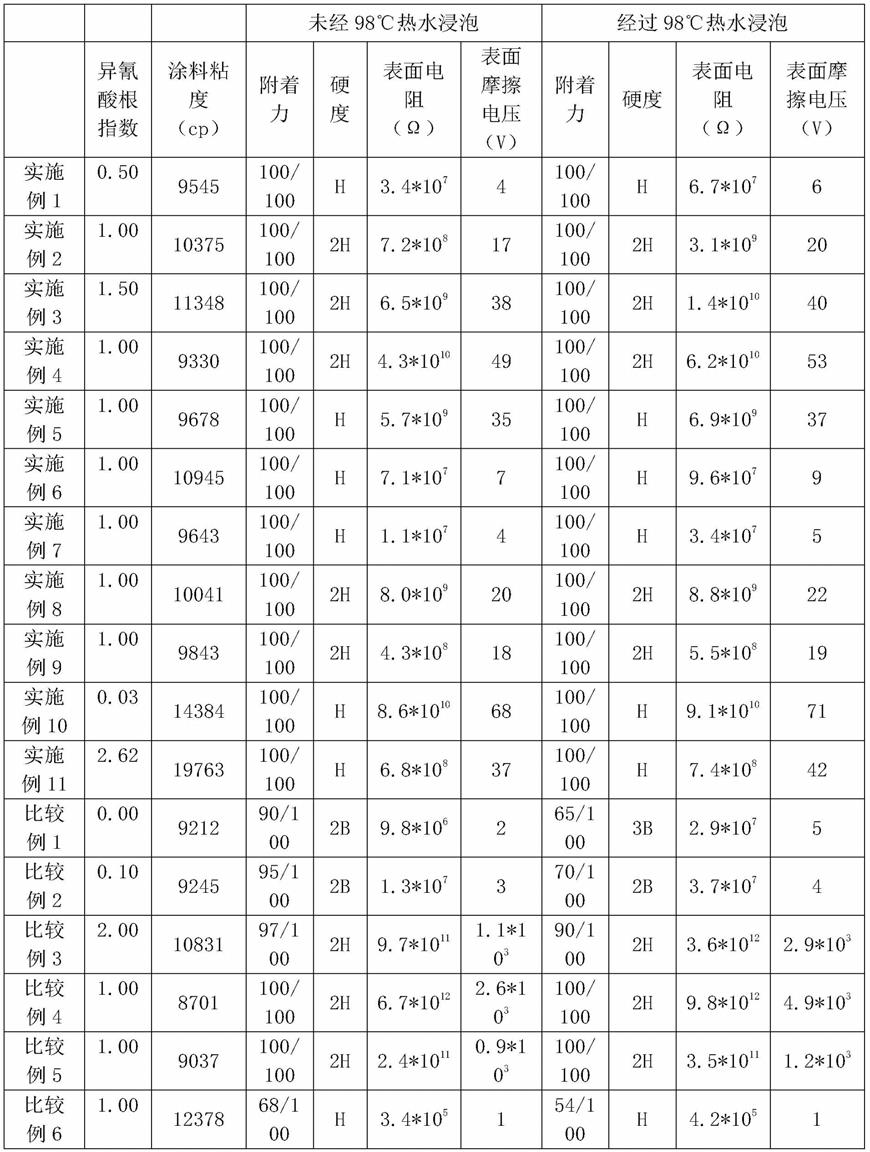
70.数据分析表1是制备例1-6中的成品柔性复合云母片的测试参数 胶含量%电气强度(kv/mm)制备例126.524.5制备例226.424.3制备例326.623.8制备例424.626.8制备例524.626.3制备例624.526.5表2是制备例7-8中的成品高阻隔改性pet基板的测试参数表3是实施例1-4和对比例1-9中的成品水汽阻隔防火柔性背板测试参数
2016中湿漏电试验(mqt 15)中的要求,因此,本技术制备的成品水汽阻隔防火柔性背板具有较好的抗湿漏电性能,赋予了本技术整体较好的使用安全性。
74.结合实施例1-4和对比例1-9并结合表3可以看出,实施例1-4中成品水汽阻隔防火柔性背板的电阻在50gω以上,而对比例9中成品水汽阻隔防火柔性背板的电阻在14.6gω左右,因此,水汽阻隔防火层的设置可有效改善本技术的抗湿漏电性能。结合表1,水汽阻隔防火层的设置有效改善本技术的抗湿漏电性能、绝缘防护性能、阻燃防火性能、耐高温性能和力学强度,赋予了本技术整体较好的使用安全性和较为长久的使用寿命。
75.结合实施例1-4和对比例1-9并结合表3可以看出,本技术在暴晒测试中参数显示在夏季户外温度较高的环境下,正反面的温度差值在7℃以上,因此,本技术具有较好的防暴晒性能,赋予了本技术整体较好的使用寿命和使用安全性。
76.结合实施例1-4和对比例1-9并结合表4可以看出,本技术具有较好的防火安全性,赋予了本技术整体较好的使用寿命和使用安全性。
77.结合实施例1-4和对比例1-9并结合表4可以看出,实施例1-4中成品水汽阻隔防火柔性背板的防火性能优于对比例9中成品水汽阻隔防火柔性背板的防火性能,因此,水汽阻隔防火层的设置可有效改善本技术整体的防火安全性。
78.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。