一种涂敷不粘涂层的玻璃器皿及其制备工艺
1.本技术是中国申请号为201910594780.x,发明名称为“涂敷不粘涂层的玻璃器皿及其制备工艺”的专利申请的分案申请,原申请的申请日是2019年7月3日。
技术领域
2.本发明涉及高硼硅制品领域,尤其涉及一种内表涂敷不粘涂层的玻璃器皿及其制备工艺。
背景技术:
3.高硼硅制品,是公认的绿色环保玻璃,无毒无味对食物无任何污染,耐高温,可以在烤箱中使用,以制作各类中西式主食和糕点,由于高硼硅玻璃器皿具有这些优点,正日渐受到不少消费者的欢迎,从而走入到千家万户。
4.随着生活质量的提高,家用烤箱也逐渐在国内发达地区普及开来,进入到许多家庭的厨房。作为烤箱的烤具,高硼硅玻璃器皿由于耐高温、健康卫生,是目前许多家庭用户的选择,也非常适合消费者健康饮食需要。
5.当前市场上的许多高硼硅器皿,尽管形状各异,用途五花八门,但有一个共同特点,就是全部是清一色透明玻璃,显得比较单调沉闷;并且,市场上的高硼硅器皿的内壁没有经过不粘处理,无不粘涂层的高硼硅玻璃器皿在烤箱内烘烤食品时,烤完后取出里面食品时,在内表面上一般都会有粘连物附着,清洗起来比较费时,很不方便。
6.为了使得高硼硅器皿具有不粘功能,按现有的技术工艺,则需先将器皿内表面进行喷砂粗化处理,使表面有3~4μm的粗糙度,以保证不粘涂层与玻璃的有足够附着牢度,再经过一道清洗烘干,然后再进行喷涂不粘涂层的加工。而喷砂和清洗、烘干等工序,需要消耗不少压缩空气、水和电能;并且为防止喷砂时器皿外表面也喷到砂粒,损坏玻璃光滑表面,需要采用专用套具保护,喷砂加工时很不方便。另外,喷砂过程中粉尘也容易污染作业环境和产品。
7.因此,本领域的技术人员致力于开发一种高硼硅玻璃器皿,并提供一种简便的制备工艺,既保留了高硼硅玻璃器皿原有的性能和特性,又可以使其在不粘性和易洁性能方面都有了质的提升。
技术实现要素:
8.有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是高硼硅玻璃器皿经过高温烘烤后其内表面粘连食品、不易清洁的缺点,以及当前器皿的加工工艺不方便、加工过程污染较大的缺点。
9.为实现上述目的,本发明提供了一种涂敷不粘涂层的玻璃器皿,包括玻璃基体,玻璃基体具有内表面,内表面上经涂敷有不粘涂层,不粘涂层与玻璃基体的内表面之间通过一层粘结层连接过渡,其中不粘涂层包括:
10.底层,其按照质量百分比计,包含组分为:
[0011][0012]
以及面层,其按照质量百分比计,包含组分为:
[0013][0014]
本发明的不粘涂层是属于食品级的,完全符合卫生方面要求,可用于食品盛具的表面。
[0015]
进一步地,在本发明的一个实施方案中,粘结层由耐高温粘结剂构成,按照质量百分比计,包含组分为:
[0016][0017]
与现有技术不同的是,本发明的玻璃器皿内表面涂敷易洁的涂层时,玻璃表面可以免去喷砂处理,而是采用预先在玻璃表面喷涂一层薄薄的粘结层,然后直接在粘结层上喷涂不粘涂层,经烧结成膜,使不粘涂层与玻璃基体结合。
[0018]
优选地,玻璃基体为高硼硅玻璃制成。高硼硅玻璃是公认的绿色环保玻璃,无毒无味对食物无任何污染,具有非常低的热膨胀系数,可以耐400℃高温,耐130度的温差剧变,可以在家用烤箱内使用,烤制各种主食和点心。
[0019]
进一步地,玻璃基体的厚度为2.5-6.0mm。玻璃器皿形状可以圆形,方形,椭圆形等
各种形状,高度范围20~100mm。玻璃可以根据需要选择透明色或其他颜色。
[0020]
进一步地,改性有机硅树脂选自聚酯改性有机硅树脂。
[0021]
进一步地,改性环氧树脂选自有机硅改性环氧树脂、水性聚酯改性环氧树脂、水性丙烯酸脂肪酸改性环氧树脂中的一种或多种。
[0022]
进一步地,填充剂选自云母粉、滑石粉、玻璃粉、沉淀硫酸钡中的一种或多种,细度为800-1600目。
[0023]
进一步地,流平剂选自有机硅改性聚硅氧烷、聚丙烯酸酯类等。
[0024]
进一步地,氨基树脂选自甲醚化氨基树脂、脲醛树脂、三聚氰胺树脂、苯代三聚氰胺树脂、完全甲醚化或部分甲醚化三聚氰胺甲醛树脂、苯胺甲醛树脂中的一种或多种。
[0025]
进一步地,增稠剂为纤维素醚类增稠剂,包括甲基纤维素、羟丙基甲基纤维素、羧甲基纤维素钠、羟乙基纤维素等。
[0026]
在本发明的实施方案中,内涂层颜色选择不受限制,还可以做出各种花色,如彩色撒点,彩色印花等。
[0027]
利用玻璃透明的特点,可以使不粘易洁涂层的底层颜色和面层颜色的选用不同颜色,这样底层的颜色,显现在器皿的外表,是透射过玻璃显现的,有种朦胧美感,而面层的颜色是器皿里面显现的,通过选用底层和面层不同颜色搭配,即在同一个器皿上产生出所谓的“双色”效果,并且进一步地,可以在面层表面上进行彩色撒点,彩色印花处理,使高硼硅器皿色彩更加丰富多彩。
[0028]
本发明还提供了一种涂敷不粘涂层的玻璃器皿的制备工艺,包括以下步骤:
[0029]
(1)玻璃器皿内表面预处理:对玻璃器皿的内表面依次进行脱脂清洗、热水清洗和纯水清洗,清洗后将内表面烘干;
[0030]
(2)粘结层喷涂:按照以下质量百分比配置粘结层原料:改性环氧树脂40-50%,氨基树脂15-25%,流平剂1-2%,增稠剂5-10%,丙二醇甲醚醋酸酯10-12%,乙酸丁酯15-20%,经混合、搅拌均匀后,喷涂在玻璃器皿内表面,喷涂的厚度为6-8μm;
[0031]
(3)底层喷涂:按照以下质量百分比配置底层原料:改性有机硅树脂50-55%,改性环氧树脂3-5%,色粉10-18%,填充剂5-8%,丙二醇甲醚醋酸酯10-12%,乙酸丁酯15-20%,经混合、搅拌均匀后,喷涂在粘结层的上表面,喷涂厚度为15-20μm,随后于90-100℃温度表干3-5min,冷却至室温;
[0032]
(4)面层喷涂:按照以下质量百分比配置底层原料:改性有机硅树脂50-55%,ptfe微粉1-2%,改性环氧树脂3-5%,色粉8-16%,着色铝粉0.2-0.8%,填充剂5-8%,流平剂1-2%,丙二醇甲醚醋酸酯10-12%,乙酸丁酯15-20%,经混合、搅拌均匀后,喷涂在底层的上表面,喷涂厚度为10-15μm;
[0033]
(5)烧结:将经过步骤(4)处理后的玻璃器皿放入烧结炉,在260-280℃温度下烧结5-8min,烧结后自然冷却,得到最终产品。
[0034]
进一步地,玻璃基体为高硼硅玻璃制成。
[0035]
进一步地,步骤(2)中混合、搅拌的处理过程包括将改性环氧树脂、氨基树脂、丙二醇甲醚醋酸酯、乙酸丁酯投入研磨机进行研磨,研磨细度达到10μm以下;然后再加入流平剂、增稠剂,通过均质机分散均匀后,调节黏度,经过200目网筛过滤后,用于喷涂。优选地,选用网筛为200目。
[0036]
进一步地,还包括步骤(4)后进行面层上表面喷涂撒点的步骤。
[0037]
优选地,步骤(3)中喷涂后于93℃温度下表干3-5min,然后冷却至室温。
[0038]
本发明的涂敷不粘涂层的玻璃器皿具有以下技术效果:
[0039]
(1)本发明免去玻璃表面喷砂处理,而是采用预先在玻璃表面喷涂一层粘结层的方式,产品成本增加并不多,然而简化了加工步骤,整体效果提升,不粘涂层与基体具有良好的结合力;
[0040]
(2)本发明的高硼硅玻璃器皿容易清洁,烘烤食品不会有粘连附着的问题,使用上更加方便省力,且该不粘涂层,耐日常的大气、水蒸汽、油、盐、酱、醋、茶和各种调味品的腐蚀,表面硬度达布氏3h以上,具有较长的使用寿命;
[0041]
(3)本发明的高硼硅玻璃器皿的安全使用温度可达250℃以上,完全满足烤箱对烤具耐温要求;
[0042]
(4)当前市场上中高档高硼硅器皿尚无不粘器皿,本发明在高硼硅玻璃器皿内表面涂敷不粘易洁涂层后,即增加了美观又增加了有用的新功能,并且弥补了这方面产品的空白。
[0043]
以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
附图说明
[0044]
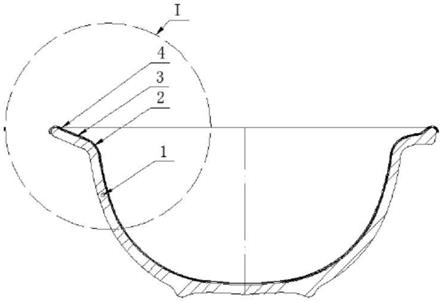
图1是本发明的涂敷不粘涂层的玻璃器皿的一个较佳实施例的示意图。
[0045]
图2是图1的涂层组成局部放大图。
[0046]
其中,1玻璃基体,2粘结层,3底层,4面层。
具体实施方式
[0047]
如图1和图2所示为本发明的涂敷不粘涂层的玻璃器皿,包括玻璃基体1,玻璃基体1具有内表面,内表面上经涂敷有不粘涂层,不粘涂层与玻璃基体1的内表面之间通过一层粘结层2连接过渡,其中不粘涂层包括底层3和面层4。在本发明的一个具体实施例中,玻璃基体为高硼硅玻璃制成。优选地,玻璃基体的厚度为2.5-6.0mm。
[0048]
本技术的具体实施方案中,在不粘涂层中,底层按照质量百分比计,包含组分为:
[0049][0050]
以及,面层按照质量百分比计,包含组分为:
[0051][0052]
进一步地,粘结层由耐高温粘结剂构成,其按照质量百分比计,包含组分为:
[0053][0054]
进一步地,在上述组成原料中,改性有机硅树脂可选为聚酯改性有机硅树脂;改性环氧树脂选自有机硅改性环氧树脂、水性聚酯改性环氧树脂、水性丙烯酸脂肪酸改性环氧树脂中的一种或多种;氨基树脂选自甲醚化氨基树脂、脲醛树脂、三聚氰胺树脂、苯代三聚氰胺树脂、完全甲醚化或部分甲醚化三聚氰胺甲醛树脂、苯胺甲醛树脂中的一种或多种;填充剂选自云母粉、滑石粉、玻璃粉、沉淀硫酸钡中的一种或多种,且填充剂的细度为800-1600目;流平剂为有机硅改性聚硅氧烷、聚丙烯酸酯类;增稠剂为纤维素醚类增稠剂,包括甲基纤维素、羟丙基甲基纤维素、羧甲基纤维素钠、羟乙基纤维素等。
[0055]
本发明还提供了上述的涂敷不粘涂层的玻璃器皿的制备工艺,包括以下步骤:
[0056]
(1)玻璃器皿内表面预处理:对玻璃器皿的内表面依次进行脱脂清洗、热水清洗和纯水清洗,清洗后将内表面烘干;
[0057]
(2)粘结层喷涂:配置粘结层原料,混合、搅拌均匀后,喷涂在玻璃器皿内表面,喷涂的厚度为6-8μm;
[0058]
(3)底层喷涂:配置底层原料,混合、搅拌均匀后,喷涂在粘结层的上表面,喷涂厚度为15-20μm,随后于90-100℃温度表干3-5min,冷却至室温;
[0059]
(4)面层喷涂:配置底层原料,混合、搅拌均匀后,喷涂在底层的上表面,喷涂厚度为10-15μm;
[0060]
(5)烧结:将经过步骤(4)处理后的玻璃器皿放入烧结炉,在260-280℃温度下烧结5-8min,烧结后自然冷却,得到最终产品。
[0061]
以下通过若干实施例来具体说明本发明的制备工艺。
[0062]
实施例1
[0063]
本实施例提供一种涂敷不粘涂层的玻璃器皿,通过以下步骤制备:
[0064]
(1)玻璃器皿内表面预处理:对玻璃器皿的内表面依次进行脱脂清洗、热水清洗和纯水清洗,去除内表面的杂质,清洗后冷风将内表面吹干;
[0065]
(2)粘结层喷涂:按照以下质量百分比配置粘结层原料:改性环氧树脂50%,氨基树脂19%,流平剂1%,增稠剂5%,丙二醇甲醚醋酸酯10%,乙酸丁酯15%,配料后将改性环氧树脂、氨基树脂、丙二醇甲醚醋酸酯、乙酸丁酯投入研磨机进行研磨,研磨细度达到10μm以下;然后再加入流平剂、增稠剂,通过均质机分散均匀后,调节黏度,经过200目网筛过滤后,喷涂在玻璃器皿内表面,喷涂的厚度为6μm;
[0066]
(3)底层喷涂:按照以下质量百分比配置底层原料:改性有机硅树脂50%,改性环氧树脂3%,色粉17%,填充剂5%,丙二醇甲醚醋酸酯10%,乙酸丁酯15%,经混合、搅拌均匀后,喷涂在粘结层的上表面,喷涂厚度为15μm,随后于90℃温度表干5min,冷却至室温;
[0067]
(4)面层喷涂:按照以下质量百分比配置底层原料:改性有机硅树脂55%,ptfe微粉2%,改性环氧树脂3%,色粉8%,着色铝粉0.2%,填充剂5.5%,流平剂1.3%,丙二醇甲醚醋酸酯10%,乙酸丁酯15%,经混合、搅拌均匀后,喷涂在底层的上表面,喷涂厚度为10μm;
[0068]
(5)烧结:将经过步骤(4)处理后的玻璃器皿放入烧结炉,在280℃温度下烧结5min,烧结后自然冷却,得到最终产品。
[0069]
实施例2
[0070]
本实施例提供的涂敷不粘涂层的高硼硅玻璃器皿,通过以下步骤制备:
[0071]
(1)高硼硅玻璃器皿内表面预处理:对高硼硅玻璃器皿的内表面依次进行脱脂清洗、热水清洗和纯水清洗,清洗后将内表面冷风烘干;
[0072]
(2)粘结层喷涂:按照以下质量百分比配置粘结层原料:改性环氧树脂40%,氨基树脂20%,流平剂2%,增稠剂8%,丙二醇甲醚醋酸酯12%,乙酸丁酯18%,经混合、搅拌均匀后,喷涂在高硼硅玻璃器皿内表面,喷涂的厚度为8μm;
[0073]
(3)底层喷涂:按照以下质量百分比配置底层原料:改性有机硅树脂50%,改性环氧树脂5%,色粉10%,填充剂5%,丙二醇甲醚醋酸酯10%,乙酸丁酯20%,经混合、搅拌均匀后,喷涂在粘结层的上表面,喷涂厚度为20μm,随后于100℃温度表干3min,冷却至室温;
[0074]
(4)面层喷涂:按照以下质量百分比配置底层原料:改性有机硅树脂50%,ptfe微粉2%,改性环氧树脂3%,色粉10%,着色铝粉0.8%,填充剂7.5%,流平剂1.7%,丙二醇甲醚醋酸酯10%,乙酸丁酯15%,经混合、搅拌均匀后,喷涂在底层的上表面,喷涂厚度为15μm;
[0075]
(5)烧结:将经过步骤(4)处理后的高硼硅玻璃器皿放入烧结炉,在260℃温度下烧结8min,烧结后自然冷却,得到最终产品。
[0076]
实施例3
[0077]
本实施例提供的涂敷不粘涂层的高硼硅玻璃器皿,通过以下步骤制备:
[0078]
(1)高硼硅玻璃器皿内表面预处理:对高硼硅玻璃器皿的内表面依次进行脱脂清洗、热水清洗和纯水清洗,清洗后将内表面烘干;
[0079]
(2)粘结层喷涂:按照以下质量百分比配置粘结层原料:改性环氧树脂44%,氨基树脂15%,流平剂1%,增稠剂8%,丙二醇甲醚醋酸酯12%,乙酸丁酯20%,经混合、搅拌均匀后,喷涂在高硼硅玻璃器皿内表面,喷涂的厚度为7μm;
[0080]
(3)底层喷涂:按照以下质量百分比配置底层原料:改性有机硅树脂55%,改性环氧树脂3%,色粉11%,填充剂5%,丙二醇甲醚醋酸酯10%,乙酸丁酯16%,经混合、搅拌均匀后,喷涂在粘结层的上表面,喷涂厚度为15μm,随后于90-100℃温度表干4min,冷却至室温;
[0081]
(4)面层喷涂:按照以下质量百分比配置底层原料:改性有机硅树脂55%,ptfe微粉2%,改性环氧树脂3%,色粉8%,着色铝粉0.5%,填充剂5%,流平剂1.5%,丙二醇甲醚醋酸酯10%,乙酸丁酯15%,经混合、搅拌均匀后,喷涂在底层的上表面,喷涂厚度为10-15μm;
[0082]
(5)烧结:将经过步骤(4)处理后的高硼硅玻璃器皿放入烧结炉,在280℃温度下烧结5min,烧结后自然冷却,得到最终产品。
[0083]
实施例4
[0084]
本实施例提供的涂敷不粘涂层的高硼硅玻璃器皿,通过以下步骤制备:
[0085]
(1)高硼硅玻璃器皿内表面预处理:对高硼硅玻璃器皿的内表面依次进行脱脂清洗、热水清洗和纯水清洗,清洗后将内表面烘干;
[0086]
(2)粘结层喷涂:按照以下质量百分比配置粘结层原料:改性环氧树脂45%,氨基树脂20%,流平剂2%,增稠剂5%,丙二醇甲醚醋酸酯10%,乙酸丁酯18%,经混合、搅拌均匀后,喷涂在高硼硅玻璃器皿内表面,喷涂的厚度为8μm;
[0087]
(3)底层喷涂:按照以下质量百分比配置底层原料:改性有机硅树脂50%,改性环氧树脂5%,色粉10%,填充剂5%,丙二醇甲醚醋酸酯12%,乙酸丁酯18%,经混合、搅拌均匀后,喷涂在粘结层的上表面,喷涂厚度为18μm,随后于93℃温度表干4min,冷却至室温;
[0088]
(4)面层喷涂:按照以下质量百分比配置底层原料:改性有机硅树脂50%,ptfe微粉2%,改性环氧树脂4%,色粉10%,着色铝粉0.5%,填充剂7%,流平剂1.5%,丙二醇甲醚醋酸酯10%,乙酸丁酯15%,经混合、搅拌均匀后,喷涂在底层的上表面,喷涂厚度为12μm;
[0089]
(5)烧结:将经过步骤(4)处理后的高硼硅玻璃器皿放入烧结炉,在280℃温度下烧结5min,烧结后自然冷却,得到最终产品。
[0090]
实施例5
[0091]
本实施例提供的涂敷不粘涂层的高硼硅玻璃器皿,通过以下步骤制备:
[0092]
(1)高硼硅玻璃器皿内表面预处理:对高硼硅玻璃器皿的内表面依次进行脱脂清洗、热水清洗和纯水清洗,清洗后将内表面烘干;
[0093]
(2)粘结层喷涂:按照以下质量百分比配置粘结层原料:改性环氧树脂20%,氨基树脂35%,流平剂3%,增稠剂10%,丙二醇甲醚醋酸酯12%,乙酸丁酯20%,经混合、搅拌均匀后,喷涂在高硼硅玻璃器皿内表面,喷涂的厚度为6μm;
[0094]
(3)底层喷涂:按照以下质量百分比配置底层原料:改性有机硅树脂50%,改性环氧树脂5%,色粉12%,填充剂5%,丙二醇甲醚醋酸酯12%,乙酸丁酯16%,经混合、搅拌均匀后,喷涂在粘结层的上表面,喷涂厚度为20μm,随后于93℃温度表干4min,冷却至室温;
[0095]
(4)面层喷涂:按照以下质量百分比配置底层原料:改性有机硅树脂52%,ptfe微
粉1%,改性环氧树脂4%,色粉10%,着色铝粉0.3%,填充剂6%,流平剂1.7%,丙二醇甲醚醋酸酯10%,乙酸丁酯15%,经混合、搅拌均匀后,喷涂在底层的上表面,喷涂厚度为12μm,然后在喷好的面层的上表面喷涂撒点;
[0096]
(5)烧结:将经过步骤(4)处理后的高硼硅玻璃器皿放入烧结炉,在280℃温度下烧结5min,烧结后自然冷却,得到最终产品。
[0097]
通过本发明提供的实施方案获得的玻璃器皿,其内表面涂敷有不粘涂层,按照以下各标准进行内表面性能测试,具体操作如下:
[0098]
一、内表面不粘涂层表面性能测试
[0099]
1.不粘性
[0100]
按gb/t 32095.2-2015《家用食品金属烹饪器具不粘表面性能及测试规范第2部分:不粘性及耐磨性测试规范》中4.2.2所记载的烤面饼不粘性试验进行,并按照5.1.2的规定评价不粘性。要求达到i级:面饼移出不粘表面并不留残渣。
[0101]
2.膜厚度
[0102]
用精度为
±
2μm的测厚仪测量喷涂形成的涂层膜厚度,要求膜厚≥25μm。
[0103]
3.硬度
[0104]
按gb/t6739-2006要求的铅笔法测定不粘涂层的硬度,要求达到3h硬度。
[0105]
4.附着牢度
[0106]
按gb/t 32095.1-2015《家用食品金属烹饪器具不粘表面性能及测试规范第1部分:性能通用要求》中6.2.5所记载的附着牢度试验进行,采用划格法,要求划格区域内涂层不应整格脱落。
[0107]
5.耐酸性
[0108]
按gb/t 32095.3-2015《家用食品金属烹饪器具不粘表面性能及测试规范第3部分:耐腐蚀性测试规范》中5.1所记载的耐酸性试验进行。试验后用清水冲洗干净,软布揩干后用4倍放大镜检查不粘表面,检查表面涂层有无开裂、脱落。
[0109]
6.耐碱性
[0110]
按gb/t 32095.3-2015《家用食品金属烹饪器具不粘表面性能及测试规范第3部分:耐腐蚀性测试规范》中5.2所记载的耐碱性试验进行。试验后用清水冲洗干净,软布揩干后用4倍放大镜检查不粘表面,检查表面涂层有无开裂、脱落。
[0111]
7.耐盐水腐蚀性
[0112]
按gb/t 32095.3-2015《家用食品金属烹饪器具不粘表面性能及测试规范第3部分:耐腐蚀性测试规范》中5.3所记载的耐盐水腐蚀性试验进行。试验后用清水洗净盐渍,并用软布吸干表面,立即进行目视检查,检查表面涂层有无开裂、脱落。
[0113]
8.耐洗碗机试验
[0114]
将涂敷了不粘涂层的玻璃器皿放入us型自动洗碗机内,加入洗洁精(推荐粉状洗洁精),从开始到完成的一个循环包含干燥的循环过程,每个循环90分钟,在60℃温度下进行,连续做25次循环,要求内表面涂层无起皮、气泡、变色、开裂等缺陷。
[0115]
上述测试结果如表1所示。
[0116]
表1:内表面不粘涂层性能测试
[0117]
测试项目技术要求测试结果
不粘性按gb/t32095.2-2015烤面饼不粘试验进行通过膜厚度用精度为
±
2μm的测厚仪测量,膜厚≥25μm通过硬度按gb/t6739-2006测定,要求3h硬度通过附着牢度按gb/t32095.1-2015试验进行通过耐酸性按gb/t32095.3-2015试验进行通过耐碱性按gb/t32095.3-2015试验进行通过耐盐水腐蚀性按gb/t32095.3-2015试验进行通过耐洗碗机试验每个循环90分钟,60℃温度下,连续25次循环通过
[0118]
二、耐高温测试
[0119]
对本发明的涂敷不粘涂层的玻璃器皿进行耐高温测试,由于采用了高温粘结剂,在内表面涂敷后于基体的结合力较强,经测试能够经受250-260℃的高温。
[0120]
三、高硼硅玻璃器皿性能测试
[0121]
分别对本发明制得的高硼硅玻璃器皿进行耐热和抗温差冲击的性能测试,结果如表2所示。
[0122][0123]
经过上述的性能测试,可以得知,本发明的涂敷不粘涂层的玻璃器皿,克服了无不粘涂层高硼硅器皿在使用上的不足,使得高硼硅器皿更加容易清洗,不论烘烤哪类食品都不会有粘连附着,使用上更加方便省力。该不粘涂层,耐日常的大气、水蒸汽、油、盐、酱、醋、茶和各种调味品的腐蚀,安全使用温度250度以上,耐温差剧变130度以上,涂层密着性很好,表面硬度达布氏3h以上,具有良好的不粘性,清洗容易非常方便,健康卫生。
[0124]
以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。