1.本发明涉及自动化装车设备技术领域,尤其涉及一种料包码垛装车 机的码垛装置及码垛方法。
背景技术:
2.随着经济的飞速发展,各种生产资料的需求量一直在逐年攀升。随 之而来,各种生产资料的生产和运输企业对涉及料包装车设备自动化程 度的要求也越来越高。目前,料包装车分为人工装车和自动装车。人工 装车时工人站在车厢内,把从输送线传输而来的料包手工扔到车厢内, 进行人工码垛堆叠;这种方式需要消耗大量的人力,成本高且效率低下, 而且在来回搬运过程中经常会发生破包,会导致大面积扬尘,造成环境 污染,对工人的身体健康造成损害。自动码垛装车装置中,有的是将成 袋料包从高处直接掉落或滑落到装货车舱内,有的是将单层料包排列好, 然后被叉入到车舱内,有的是通过吸盘的方式将料包放入车舱内;上述 码垛装车装置存在码垛装车速度慢,效率低,设备可靠性低,装车过程 容易破包,产生大面积扬尘,且需要纸质料袋,不利于环保等问题。
3.综合现有技术可以发现,无论是人工码垛装车还是自动化码垛装车, 都存在下列某些缺点:
4.(1)码垛装车速度慢,效率低;
5.(2)现有的码垛装置不能带动垛叉做码垛方向的前后移动,致使料 包装车时排间距过大,造成运输途中排垛间发生位移,料包易摩擦甚至 破包;
6.(3)垛叉为了将料包放置到车厢最前端,同时排垛装置具有一定的 宽度,码垛装置又具有一定的宽度,垛叉装置位于码垛装置的中间,就 使得叉体很长;
7.(4)较长的叉体结构可靠性降低,容易损坏;且料包放置到较长的 叉体上容易晃动,运输不安全。
8.(5)较长的叉体容易使已经装车的料包破包;
9.(6)破包容易造成料包内容物无序扩散,可能造成环境污染和危害 人体健康。
10.目前,涉及生产资料料包运输企业急需要一种可以可靠的码垛机和 码垛方法解决上述问题。
技术实现要素:
11.鉴于上述的分析,本发明旨在提供一种料包码垛装车机的码垛装置 及码垛方法,以稳定叉送料包,提高输送效率和输送安全性,解决上述 问题。
12.本发明通过如下技术方案实现:
13.一种料包码垛装车机的码垛装置,安装在料包码垛装车机的移动升 降装置上;包括移动旋转组件和垛叉组件;所述移动旋转组件和垛叉组 件联动;所述垛叉组件包括挡垛板和挡垛板调位单元;所述挡垛板调位 单元连接所述移动旋转组件。
14.进一步的,所述移动旋转组件包括纵向移动平台;所述移动旋转组 件包括码垛装
置基础框架、横向移动平台和竖直移动平台;所述码垛装 置基础框架安装在移动升降装置上;所述横向移动平台固接在码垛装置 基础框架上;所述纵向移动平台连接横向移动平台;所述竖直移动平台 连接纵向移动平台;所述竖直移动平台输出端连接挡垛板调位单元。
15.进一步的,所述码垛装置基础框架包括2个分立的码垛装置基础支 座;所述码垛装置基础支座为龙门式结构,下部连接所述移动升降装置。
16.进一步的,所述横向移动平台包括2条平行的横向移动轨道体,连 接所述码垛装置基础支座;所述横向移动轨道体相对的一侧分别设置有 第一码垛齿条和横向移动轨道。
17.进一步的,所述纵向移动平台包括2条纵向移动轨道体;所述纵向 移动轨道体连接所述横向移动轨道;其中一条纵向移动轨道体下端面设 置有第一码垛电机;所述第一码垛电机通过传动机构与所述横向移动轨 道体连接。
18.所述竖直移动平台包括竖直移动平台支撑体、码垛承载板和竖直移 动轨道体;所述竖直移动平台支撑体连接所述纵向移动轨道体;码垛承 载板连接竖直移动平台支撑体;所述竖直移动轨道体连接码垛承载板; 所述挡垛板调位单元连接与所述竖直移动轨道体连接。
19.进一步的,所述垛叉组件包括垛叉安装框架、垛叉单元和挡垛板单 元;所述垛叉安装框架上端面连接所述移动旋转组件的输出端,下端面 后部连接所述垛叉单元,下端面前部连接所述挡垛板单元。
20.进一步的,所述垛叉单元包括垛叉连接框架、垛叉体和垛叉调位单 元;所述垛叉调位单元包括垛叉位移单元和垛叉位移导向单元。
21.进一步的,所述挡垛板单元包括挡垛板和挡垛板调位单元;所述挡 垛板调位单元包括挡垛板纵向位移单元和挡垛板竖向位移单元。
22.一种料包码垛装车机的码垛方法,使用料包码垛装车机的码垛装置, 步骤为:
23.s1、完成排垛辊筒输送机组上的料包排垛,校准码垛装置和料包运 输车位置;
24.s2、垛叉组件叉起排垛完成的料包;
25.s3、移动旋转组件各轴联动,码垛装置带动垛叉组件携带料包进入 车舱内正确位置;
26.s4、挡垛板调位单元和纵向移动平台联动,整理料包运输车舱体内 的料包排间距,然后,垛叉组件撤出;
27.s5、码垛装置归位到排垛辊筒输送机组处,移动升降装置后移一个 料包排距。
28.s6、重复s2-s5。
29.与现有技术相比,本发明至少可实现如下有益效果之一:
30.(1)移动旋转组件和垛叉组件联动,能使得垛叉体的叉体长度尽可 能缩短,仍能保证稳定地将排垛辊筒输送机上的料包安全转运到料包运 输车上,同时形成较小的排间距,从而提高运输效率;
31.(2)移动旋转组件和垛叉组件联动,能使得码垛装置响应时间缩短, 加速码垛装置装车速度;
32.(3)现有码垛为单层码垛,本发明为双层码垛,在码垛的一个完整 流程的是时间一定的情况下,通过双层码垛,提高了装车效率;
33.(4)致密的排间距使得运输过程中料包稳定性增加,可以有效降低 破包的可能性,避免了对环境的污染和对工作人员健康的损害。
34.本发明中,上述各技术方案之间还可以相互组合,以实现更多的优 选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且, 部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本 发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来 实现和获得。
附图说明
35.附图仅用于示意具体实施例的目的,而并不认为是对本发明的限制, 在整个附图中,相同的参考符号表示相同的部件。
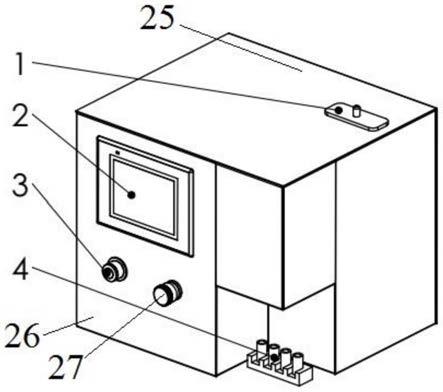
36.图1为码垛装置整体结构示意图;
37.图2为使用本发明码垛装置的料包码垛装车机整体结构示意图;
38.图3为本发明移动旋转组件整体结构示意图;
39.图4为本发明垛叉组件整体结构示意图;
40.图5为排垛辊筒输送机整体结构示意图
41.图6为图2的正视示意图。
42.附图标记:
43.4.料包输送甬道;41.计数装置;5.分拨装置;6.转弯辊筒输送机; 7.转向皮带输送机;8.料包提升机构;9.倒龙门推包机;
44.10.排垛辊筒输送机组;101.边挡板;102.传感器;103.辊筒;
45.11.码垛装置;111.移动旋转组件;111-1.垛装置基础支座;1111. 纵向移动轨道体;1112.横向移动轨道;1113.第一码垛齿条;1114.第一 码垛电机;1115.第二码垛框架;1116.竖直移动轨道;1117.竖直移动轨 道体;1118.第二码垛电机;1119.第二码垛齿条;11110.第三码垛齿条; 11111.码垛承载板;11112.纵向移动轨道;11113.第三码垛电机;112. 垛叉组件;1121.第一垛叉电机;1122.第一垛叉梯形丝杆;1123.第一垛 叉梯形丝杆螺母;1124.垛叉连接框架;1125.第一垛叉导向杆;1126.挡 垛板安装板;1127.第一垛叉直线轴承;1128.第一垛叉气缸;1129.挡垛 板;11210.第二垛叉导向杆;11211.第二垛叉梯形丝杆螺母;11212.第 二垛叉梯形丝杆;11213.第二垛叉电机;11214.第二垛叉直线轴承;11215. 第三垛叉导向杆;11216.第三垛叉直线轴承;11217.垛叉安装框架;11218. 垛叉;
46.12.叠包辊筒输送机;13.压包皮带输送装置;14.移动升降装置;15. 爬梯;16.支撑平台;17.固定导轨;18.检测装置;19.触碰感应装置。
具体实施方式
47.下面结合图1-图6来具体描述本发明的优选实施例;其中;附图构 成本发明一部分;并与本发明的实施例一起用于阐释本发明的原理;并 非用于限定本发明的范围。
48.本发明的具体技术方案如下:
49.图2示意了包括本发明的码垛装置的料包码垛装车机。
50.本具体实施例的料包码垛装车机包括料包码垛装车机基座17;料包 码垛装车机基座17包括固定导轨和基座体。基座体滑动安装在固定导轨 上,可以通过控制系统沿固定
导轨做水平方向的前、后移动。
51.基座体上固定连接有支撑平台16、移动升降装置14,还包括爬梯15。 爬梯15设置在支撑平台16和移动升降装置14之间,使得工作人员通过 爬梯15可以到达移动升降装置14上的工作面,继续上行,可以到达支 撑平台16上的工作面。爬梯15和支撑平台16固连,并在移动升降装置 14处设置有冗余通道空间,使得移动升降装置14做上、下位移时,爬梯 15不至与移动升降装置14产生结构干涉。
52.料包输送甬道4包括从料包打包车间输出而来的一系列的料包输送 通道。料包输送甬道4上架设有计数装置41;料包输送甬道4末端为活 动皮带输送机。活动皮带输送机末端设置有旋转轴,活动皮带输送机围 绕旋转轴做仰俯运动,能够使得料包输送甬道4末端在移动升降装置14 有高度方向的位移时,仍能始终顺畅衔接位于移动升降装置14上、高度 方向有位移的分拨装置5,和位于支撑平台16上、没有高度方向位移的 料包输送甬道4前端。
53.分拨装置5把从料包输送甬道4一路而来的料包分成2路继续传输。2路后续对称设置的料包传输整理装置。料包传输整理装置包括全部或部 分顺序连接的转弯辊筒输送机6、转向皮带输送机7、压包皮带输送装置 13、叠包装置;然后,通过叠包装置的倒龙门推包机9,将料包从2个方 向输送排列在一条直线上的各自连接的排垛辊筒输送机上。两个输送方 向相向的排垛辊筒输送机构成排垛辊筒输送机组10。本发明的码垛装置 设置在排垛辊筒输送机组10中部位置附近。码垛装置11上设置有检测 装置18和触碰感应装置19。
54.本发明的码垛装置也可以用于对不包括分拨装置5的单条料包传输 整理装置传输而来的料包进行码垛。
55.具体到料包码垛装车机的码垛装置用于将排垛辊筒输送机组10上完 成排垛的料包运送到料包码垛装车机上。
56.本具体实施例由于具有将料包的输送通道变为两路的分拨装置5,此 处的排垛辊筒输送机为2个,且输送方向相向。两个排垛辊筒输送机设 置在一条直线上,相互连接,构成排垛辊筒输送机组10,形成码垛装置 的工作区间。
57.具体的,如图5所示,排垛辊筒输送机包括排垛辊道和边挡板101。 排垛辊道包括基座、基座上的电机和支撑台、支撑台的链轮传动机构和 传动机构连接的棍子轴承。相对的滚子轴承上设置有辊筒103。基座上的 电机带动辊筒103转动,边挡板101进行导向,叠包的料包在排垛辊筒 输送机组10平稳通过,进入码垛装置。
58.排垛辊筒输送机上在边挡板101还设置有传感器102。传感器102 用于检测排垛辊道上叠包料包排垛完成的信息。排垛辊道也是后续码垛 装置11中的垛叉体11218的作业空间,即码垛装置11中的垛叉体11218 进入到排垛辊筒输送机组10的辊筒103间隙中,提升,将料包托起,转 送入料包运输车的舱体。
59.另外,所述料包码垛装车机还包括设置在移动升降装置14的移动平 台上的检测装置18和触碰感应装置19。如图6所示。
60.具体的,检测装置18固接在移动平台下端面上,优选为移动平台下 端面上中部。检测装置18包括电动推杆181、激光测距器182、旋转杆 183、第一检测铰链座184和第二检测铰链座185。第一检测铰链座184 和第二检测铰链座185通过紧固件;旋转杆183第一端固接在第一检测 铰链座184上,第二端固接激光测距器182;电动推杆181第一端固接在 第二
检测铰链座185上,第二端铰接在旋转杆183的中部。多个激光测距 器182可以测量料包运输车辆的位置以及车舱的长、宽、深;测量后的 信息反馈给中控系统,使码垛装置11准确地将料包放入车舱内;不工作 时,电动推杆181通过收回推杆,使旋转杆183处于水平状态,平行于 地面,安装于移动平台下部,优选为移动平台最前端下部的中间靠近驾 驶室的位置。
61.如图6所示,触碰感应装置19安装于移动平台下部,优选为移动平 台前端下部居中布置,位于检测装置18后部、车舱的中间。
62.触碰感应装置19包括触碰感应架和触碰感应器191。触碰感应架包 括横杆192、通过触碰直线轴承196安装在横杆192上的第一触碰安装板 194、安装在横杆192两端头的第二触碰安装板195。
63.弹簧组件由长螺钉、锁紧螺母一、锁紧螺母二、压缩弹簧等组成。 弹簧组件一端连接在第一触碰安装板上,另一端挂接接在横杆上;触碰 感应器设置在第二触碰安装板上。触碰直线轴承焊接在横杆上;触碰感 应装置的感应端伸入到了横杆内部,感应端弯曲就可触发触碰感应装置, 使其工作。
64.移动升降装置14下降,料包运输车舱体侧栏板顶着横杆192沿着长 螺钉1931方向移动,使插入在横杆192内的触碰感应器191感应端弯曲, 这时,触碰感应器191发出移动升降装置14到达目标位置的信号,控制 系统发出指令,使得移动升降装置14停止下降,垛叉开始码垛装车。
65.移动升降装置14上升时,在压缩弹簧1934的作用下,将横杆192 推向最远处,触碰感应器191有受力弯曲回弹变直,返回到原始状态, 不工作。
66.当检测装置18和触碰感应装置19功能完成,料包运输车就位,码 垛装置开始将排好垛的一排叠包的料包从排垛辊筒输送机组10上托起, 转运到料包运输车车舱里,并排列整齐。
67.排垛和车辆位置的检查定位完成后,码垛装置开始将排垛辊筒输送 机组10上的料包转运到劳保运输车上.
68.具体到码垛装置,如图1所示。码垛装置11由移动旋转组件111和 垛叉组件112。其中,移动旋转组件111通过紧固件固定连接在移动升降 装置14上,垛叉组件112通过紧固件固定连接在移动旋转组件111上的 垛叉移动组件上。
69.具体的,如图3所示,移动旋转组件111包括码垛装置基础框架、 横向移动平台、纵向移动平台和竖直移动平台。其中,码垛装置基础框 架固接在移动升降装置14上,横向移动平台固接在码垛装置基础框架上; 纵向移动平台固接在横向移动平台上,竖直移动平台固接在纵向移动平 台上。竖直移动平台输出端固接垛叉组件112。
70.更具体的,码垛装置基础框架包括2个分立的码垛装置基础支座 111-1,对应设置在两侧的料包提升机8和倒龙门推包机9内侧,位于排 垛辊筒输送机组10的后侧。码垛装置基础支座111-1为龙门式结构,两 边的码垛装置基础立柱用于支撑其上的码垛装置基础横梁,并在下部与 移动升降装置14固定连接。
71.横向移动平台包括2条平行的横向移动轨道体1115,搭接固连在2 个码垛装置基础支座111-1的码垛装置基础横梁上。每个横移动轨道体 1115的上端面设置有横向移动轨道1112,2条平行的横向移动轨道体 1115相对的内侧设置有第一码垛齿条1113。
72.纵向移动平台包括2个平行分立的纵向移动轨道体1111。每条纵向 移动轨道体
1111下端面固设有横向移动轨道槽;横向移动轨道槽滑动连 接在横向移动轨道1112上,使得纵向移动轨道体1111沿横向移动轨道 1112做横向位移。每个纵向移动轨道体1111的上端面设置有纵向移动轨 道11112;2条平行的纵向移动轨道体1111相对的内侧设置有第二码垛 齿条1119。其中1条纵向移动轨道体1111下端设置有第一码垛电机1114 带动的横向位移齿轮传动机构,与第一码垛齿条1113形成横向位移传动 副,带动纵向移动平台及其上固连的所有零部件沿横向移动轨道1112做 横向位移。
73.更具体的,横向位移传动副具体结构如下:
74.竖直移动平台滑动连接在2条纵向移动轨道11112上,包括竖直移 动平台支撑体、码垛承载板11111、竖直移动轨道体1117。其中,竖直 移动平台支撑体上设置有纵向移动轨道槽;纵向移动轨道槽欢动连接在 纵向移动轨道11112内。码垛承载板11111固接在竖直移动平台支撑体 的中部;码垛承载板11111第一侧面滑动连接竖直移动轨道体1117;码 垛承载板11111第二侧面的下部设置有通过第二码垛电机1118带动的纵 向位移齿轮传动机构,与第二码垛齿条1119组成纵向位移传动副。
75.更具体的,纵向位移传动副的结构具体如下:
76.竖直移动轨道体1117为立柱式结构,本具体实施例优选为方柱。优 选的,竖直移动轨道体1117的方柱2个相对面上设置有竖直移动轨道 1116;相对应的,码垛承载板11111第一侧面上固接有竖直移动轨道槽 定位装置,竖直移动轨道槽定位装置上设置有竖直2个相对的竖直移动 轨道槽,竖直移动轨道槽滑动设置在竖直移动轨道1116上,使得竖直移 动轨道体1117可以相对于移动升降装置14产生竖直方向的位移。竖直 移动轨道体1117的方柱靠近码垛承载板11111的侧面上设置有第三码垛 齿条11110,码垛承载板11111第二侧面的上部设置有通过第三码垛电机 11113带动的竖直位移齿轮传动机构,与第三码垛齿条11110组成竖直位 移传动副。
77.更具体的,竖直位移传动副结构具体如下:
78.综上,本具体实施例中,第一码垛电机1114固定安装在码垛纵向移 动轨道体1111上,第一码垛电机1114运转,通过齿轮、齿条的传动方 式带动竖直移动轨道体1117、码垛承载板11111和纵向移动轨道体1111 沿着横向移动轨道1112方向做左右运动;移动旋转组件111可沿着三个 方向进行移动,能够适应码垛各种位置要求。
79.垛叉组件112固连在竖直移动轨道体1117的下方,可以跟随竖直移 动轨道体1117做上下、前后、左右的移动。
80.具体的,如图4所示,垛叉组件112组件包括垛叉安装框架11217、 垛叉单元、挡垛板单元。
81.垛叉安装框架11217上端面设置有垛叉安装框架上接板,用于固定 连接竖直移动轨道体1117的下端;垛叉安装框架11217下端面后部滑动 连接垛叉单元;垛叉安装框架11217下端面前部滑动连接挡垛板单元。
82.具体的,垛叉单元包括垛叉连接框架1124、垛叉体11218和垛叉调 位单元。垛叉体11218包括数个均布间隔设置在垛叉连接框架1124下部 的垛叉单体,垛叉连接框架1124连接在垛叉调位单元上,垛叉调位单元 滑动连接在垛叉安装框架11217下端面后部。其中,垛叉调位单元包括 垛叉位移单元和垛叉位移导向单元。
83.更具体的,垛叉位移单元包括第一垛叉电机1121、垛叉位移同步带、 第一垛叉梯
形丝杆1122和第一垛叉梯形丝杆螺母1123。具体到本实施例, 优选的,垛叉安装框架11217的后部固设有2个垛叉位移梯形丝杆轴承 座;垛叉位移梯形丝杆轴承座上设置有第一垛叉梯形丝杆1122;第一垛 叉梯形丝杆1122上螺接有第一垛叉梯形丝杆螺母1123;第一垛叉梯形丝 杆螺母1123的下端面固接垛叉连接框架1124。第一垛叉电机1121固连 在垛叉安装框架11217的上端的后部,通过垛叉位移同步带与第一垛叉 梯形丝杆1122的一端转动连接。
84.更具体的,垛叉位移导向单元平行于垛叉位移单元设置,包括第三 垛叉导向杆11215和第二垛叉直线轴承11214。其中,多个第二垛叉直线 轴承11214平行于第一垛叉梯形丝杆1122设置,且固接在垛叉连接框架 1124上端;第三垛叉导向杆11215贯穿多个第二垛叉直线轴承11214, 且两端固接在垛叉安装框架11217上。
85.第一垛叉梯形丝杆1122带动第一垛叉梯形丝杆1122转动,第一垛 叉梯形丝杆1122转动带动第一垛叉梯形丝杆螺母1123沿着第三垛叉导 向杆11215方向前后移动,从而使垛叉体11218沿着第三垛叉导向杆 11215方向做纵向移动。
86.具体的,挡垛板单元包括挡垛板1129和挡垛板调位单元;
87.挡垛板调位单元上端滑动连接在垛叉安装框架11217,下端固接挡垛 板1129。挡垛板1129包括挡垛板主体和挡垛板叉体;挡垛板叉体为数个 均布间隔设置在挡垛板主体下端的挡垛板叉体单体。优选的,挡垛板叉 体上挡垛板叉体单体间距和垛叉体11218上垛叉单体间距相等,二者在 横向位置上间隔设置。
88.具体的,挡垛板调位单元包括挡垛板纵向位移单元、挡垛板竖向位 移单元、挡垛板纵向导向单元和挡垛板竖向导向单元。其中,挡垛板纵 向位移单元包括挡垛板安装板1126;挡垛板1129和挡垛板竖向位移单元 固接在挡垛板安装板1126上,挡垛板纵向导向单元和挡垛板竖向导向单 元滑动连接在挡垛板安装板1126上;挡垛板纵向位移单元固接在垛叉安 装框架11217的前部。
89.更具体的,挡垛板位移单元包括第一垛叉导向杆1125、第一垛叉直 线轴承1127、挡垛板安装板1126。
90.更具体的,第一垛叉导向杆1125通过轴承座安装第一垛叉直线轴承 1127上固定在垛叉安装框架11217上;两个第一垛叉直线轴承1127套在 第一垛叉导向杆1125上;挡垛板安装板1126通过螺钉固定在;第一垛 叉气缸1128和第三垛叉直线轴承11216通过螺钉固定在挡垛板安装板 1126上;第二垛叉导向杆11210通过螺钉固定在挡垛板1129上;连接在 第一垛叉气缸1128中的气杆上;第二垛叉导向杆11210穿过第三垛叉直 线轴承11216;第一垛叉气缸1128带动挡垛板1129沿着第二垛叉导向杆 11210方向进行上、下移动;第二垛叉梯形丝杆11212通过轴承座连接在 垛叉安装框架11217上;第二垛叉电机11213通过螺钉固定在垛叉安装 框架11217上;第二垛叉梯形丝杆螺母11211通过螺钉固定在挡垛板安 装板1126上;第二垛叉电机11213通过同步带的形式带动第二垛叉梯形 丝杆11212转动,第二垛叉梯形丝杆11212转动带动第二垛叉梯形丝杆 螺母11211沿着第一垛叉导向杆1125方向前后移动,从而使挡垛板1129 沿着第一垛叉导向杆1125方向前后移动;
91.垛叉体11218和挡垛板1129配合将叠包料包平稳地放入料包运输车 辆内,不存在大的掉落高度,扬尘小,同时不会对料包造成损害。
92.一种码垛方法,使用上述的料包码垛装车机的码垛装置,步骤为:
93.s1、完成排垛辊筒输送机组10上的料包排垛,校准码垛装置和料包 运输车位置;
94.具体的,排垛辊筒输送机组10上完成料包的排垛,形成料包运输车 辆需要的垛型,排垛结果由排垛辊筒输送机组10上的传感器102采集并 发送到控制系统;
95.检测装置18用于检测料包运输车辆位置以及料包运输车辆大小、深 度;触碰感应装置19用于决定移动升降装置14下降的高度;信号采集 并发送到控制系统。
96.s2、垛叉组件(112)叉起排垛完成的料包;
97.控制系统接收到排垛完成信号以及车辆准备就绪信号,启动码垛装 置;
98.码垛装置根据控制系统的位置信号,通过调整移动旋转组件(111), 将垛叉组件(112)的位置对应于排垛辊筒输送机组10;
99.垛叉组件(112)叉起排垛完成的料包,通过挡垛板单元调整垛叉单 元的位置,稳固叉起料包的同时,对成排的料包再次通过挡垛板(1129) 进行塑形。
100.s3、移动旋转组件(111)各轴联动,码垛装置11带动垛叉组件(112) 携带料包进入车舱内正确位置;
101.s4、挡垛板调位单元和纵向移动平台联动,整理料包运输车舱体内 的料包排间距,然后,垛叉组件(112)撤出;
102.s5、码垛装置归位到排垛辊筒输送机组10处,移动升降装置(14) 后移一个料包排距。
103.s6、重复s2-s5。
104.综上,本发明的带有分拨装置的料包码垛装车机的结构和输送方式 总结如下:料包输送甬道4作为料包输入端,用于传输料包;料包输送 甬道4末端还起升降连接作用;分拨装置5用于将传输而来的料包分拨 成左右两路;转向皮带输送机7用于将料包转向90
°
,以便于料包提升 机构8抓取料包和适应不同的垛型;压包皮带输送装置13用于将料包压 平以及将料包内部的空气排出;料包提升机构8结合叠包辊筒输送机12 用于将料包叠成两层,其中,料包提升机构8将料包提升到一定的高度, 方便下一袋料包到达其正下方;倒龙门推包机9用于将叠好的叠包料包 推至排垛辊筒输送机上进行排垛;排垛辊筒输送机组10用于将料包排列 成料包运输车辆需要的垛型;码垛装置11用于将排列好的料包托起,然 后各轴联动将料包放入车舱内;移动升降装置14用于将移动平台顶升到 某一高度,以便料包运输车进入,进行装料;移动升降装置14前、后移 动,完成整个车舱的装填;爬梯15用于人员上、下;支撑平台16用于 承放料包输送甬道4,料包输送甬道4可以是多段甬道连接而成;移动底 板车143上的固定导轨用于承载移动升降装置14;检测装置18用于检测 料包运输车辆位置以及料包运输车辆大小、深度;触碰感应装置19用于 决定移动升降装置14下降的高度。
105.以上所述;仅为本发明较佳的具体实施方式;但本发明的保护范围 并不局限于此;任何熟悉本技术领域的技术人员在本发明揭露的技术范 围内;可轻易想到的变化或替换都应涵盖在本发明的保护范围之内。同 时;凡搭载了本装置的设备;以扩大应用领域并产生复合的技术效果; 都属于本方法发明保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。