1.本发明涉及一种碳纳米管加捻纱的制造方法以及碳纳米管加捻纱的制造装置。
背景技术:
2.已知碳纳米管具有优异的机械强度、导热性以及导电性,当前正在研究使多个碳纳米管形成为丝状而作为碳纳米管纱线用于各种工业产品。
3.作为这样的碳纳米管纱线的制造方法,例如提出了一种如下的碳纳米管加捻纱的制造方法:从在基板上生长的碳纳米管阵列抽出多个碳纳米管连续相连的碳纳米管薄条,之后一边捻合碳纳米管薄条一边将碳纳米管薄条捻合而成的碳纳米管加捻纱卷收于纱线卷轴(例如,参照专利文献1)。
4.这样的碳纳米管加捻纱的制造方法可以通过如下的纺织装置来实施,该纺织装置具备:配置碳纳米管阵列的基板、以及将纱线卷轴可旋转地支撑的旋转部。在纺织装置中向旋转部及纱线卷轴输入驱动力,从而旋转部以与纱线卷轴的轴线交叉的旋转轴线为中心进行旋转,并且纱线卷轴以纱线卷轴的轴线为中心进行旋转。
5.由此,纱线卷轴从碳纳米管阵列连续地抽出碳纳米管薄条,并随着旋转部的旋转一边捻合碳纳米管薄条一边卷收碳纳米管加捻纱。现有技术文献专利文献
6.专利文献1:日本特开2017-7919号公报
技术实现要素:
(一)要解决的技术问题
7.然而,在专利文献1记载的碳纳米管加捻纱的制造方法中,为了使纱线卷轴以纱线卷轴的轴线为中心进行旋转,需要从设置于旋转部的马达等驱动源向纱线卷轴输入驱动力,并经由旋转部向该驱动源供给电力。
8.因此,研究了如下方案:设置使进行旋转的旋转部与外部电源电连接的集电环等旋转连接用的连接器,来向设置于旋转部的驱动源供给电力。
9.但是,就集电环等旋转连接用的连接器而言,在确保旋转部与外部电源的电连接并谋求提高旋转部的旋转速度的方面存在限制。并且设置旋转连接用的连接器会导致碳纳米管加捻纱的制造装置的结构变得复杂。
10.因此,研究了如下方案:不使旋转部旋转而是使配置有碳纳米管阵列的基板旋转来捻合碳纳米管薄条。但是,在对碳纳米管加捻纱进行工业生产的情况下,由于基板大型化而难以使基板稳定旋转,不能充分确保基板的旋转速度。其结果为,在谋求提高碳纳米管加捻纱的制造效率的方面存在限制。
11.本发明提供一种碳纳米管加捻纱的制造方法以及碳纳米管加捻纱的制造装置,能够以工业方式高效地制造碳纳米管加捻纱。
(二)技术方案
12.本发明(1)包括一种碳纳米管加捻纱的制造方法,其包含:从配置在基板上且相对于所述基板垂直地取向的垂直取向碳纳米管呈线状连续地抽出多个碳纳米管并束成丝状,将束成丝状的半成纱卷收于第一卷收体的工序;以及一边从所述第一卷收体送出所卷收的所述半成纱一边使所述第一卷收体以沿着所述半成纱的送出方向的轴线为中心进行旋转,对所述半成纱加捻的工序。
13.根据这样的方法,从垂直取向碳纳米管呈线状连续地抽出多个碳纳米管并束成丝状,将束成丝状的半成纱暂时卷收于第一卷收体。之后,一边从第一卷收体送出半成纱一边使第一卷收体以沿着半成纱的送出方向的轴线为中心进行旋转,对半成纱加捻。
14.因此,不需要旋转连接用的连接器,与使基板旋转的情况相比也能够使第一卷收体稳定地旋转,并顺利地对半成纱加捻。其结果为,能够以工业方式高效地制造碳纳米管加捻纱。
15.本发明(2)包括上述(1)所述的碳纳米管加捻纱的制造方法,其中,当沿着与长度方向正交的方向切断所述半成纱时,所述半成纱的断面上的碳纳米管的填充率为0.3面积%以上且75面积%以下。
16.根据这样的方法,以使得半成纱的断面上的碳纳米管的填充率为上述下限以上的方式将呈线状连续的多个碳纳米管束成丝状,因此,能够稳定地形成半成纱。并且,半成纱的断面上的碳纳米管的填充率为上述上限以下,因此,能够抑制在将呈线状连续的多个碳纳米管束成丝状时半成纱发生断裂。
17.本发明(3)包括上述(2)所述的碳纳米管加捻纱的制造方法,其中,所述半成纱的断面上的碳纳米管的填充率为40面积%以下。
18.根据这样的方法,半成纱的断面上的碳纳米管的填充率为上述上限以下,因此,能够稳定地对从第一卷收体送出的半成纱加捻,并能够提高碳纳米管加捻纱的拉伸强度。
19.本发明(4)包括上述(1)~(3)的任一项所述的碳纳米管加捻纱的制造方法,其中,当沿着与长度方向正交的方向切断碳纳米管加捻纱时,所述碳纳米管加捻纱的断面上的碳纳米管的填充率比所述半成纱的断面上的碳纳米管的填充率大,为50面积%以上且90面积%以下。
20.根据这样的方法,碳纳米管加捻纱的断面上的碳纳米管的填充率在上述范围,因此,能够稳定地提高碳纳米管加捻纱的拉伸强度。
21.本发明(5)包括上述(1)~(4)的任一项所述的碳纳米管加捻纱的制造方法,其中,所述半成纱的加捻角度是0
°
以上且10
°
以下。
22.根据这样的方法,半成纱的加捻角度在上述范围,因此,能够更加稳定地对从第一卷收体送出的半成纱加捻。
23.本发明(6)包括上述(1)~(5)的任一项所述的碳纳米管加捻纱的制造方法,其中,碳纳米管加捻纱的加捻角度为5
°
以上且30
°
以下。
24.根据这样的方法,碳纳米管加捻纱的加捻角度在上述范围,因此,能够更加稳定地提高碳纳米管加捻纱的拉伸强度。
25.本发明(7)包括上述(1)~(6)的任一项所述的碳纳米管加捻纱的制造方法,其中,将呈线状连续地抽出的多个碳纳米管插通于孔而束成丝状。
26.根据这样的方法,能够以简单的方法稳定地将呈线状连续的多个碳纳米管束成丝状。
27.本发明(8)包括上述(7)所述的碳纳米管加捻纱的制造方法,其中,所述孔的内径相对于所述垂直取向碳纳米管中的所述碳纳米管的抽出位置的宽度而言为1/3000以上且1/100以下。
28.根据这样的方法,孔的内径相对于抽出位置的宽度而言为上述下限以上,因此,能够稳定地使呈线状连续的多个碳纳米管插通于孔。并且,孔的内径相对于抽出位置的宽度而言为上述上限以下,因此,能够将半成纱的断面上的碳纳米管的填充率调整于规定的范围。
29.本发明(9)包括上述(1)~(8)的任一项所述的碳纳米管加捻纱的制造方法,其中,第二卷收体进行旋转来卷收对从所述第一卷收体送出的所述半成纱加捻而成的碳纳米管加捻纱。
30.根据这样的方法,第二卷收体进行旋转来卷收碳纳米管加捻纱,因此,能够通过使第一卷收体从动于第二卷收体的旋转而连续地送出半成纱。因此,通过使第一卷收体以沿着半成纱的送出方向的轴线为中心进行旋转驱动,并且使第二卷收体进行旋转驱动,从而能够连续地制造碳纳米管加捻纱。
31.本发明(10)包括上述(1)~(9)的任一项所述的纳米管加捻纱的制造方法,其中,还包含使碳纳米管加捻纱在长度方向上伸长的工序。
32.根据这样的方法,能够使碳纳米管加捻纱在长度方向上伸长,因此,能够提高碳纳米管加捻纱的断面上的碳纳米管的填充率,能够进一步提高碳纳米管加捻纱的拉伸强度。
33.本发明(11)包括一种碳纳米管加捻纱的制造装置,其具备半成纱制造单元和加捻纱制造单元,所述半成纱制造单元具备:垂直取向碳纳米管,其配置在基板上且相对于所述基板垂直地取向;集束部,其将从所述垂直取向碳纳米管抽出的呈线状连续的多个碳纳米管束成丝状;以及第一卷收体,其能够对束成丝状的半成纱进行卷收,所述加捻纱制造单元具备:第二卷收体,其能够通过旋转驱动来卷收从所述第一卷收体送出的所述半成纱;以及支撑部,其将所述第一卷收体以可进行从动旋转的方式支撑,并能够使所述第一卷收体以沿着所述半成纱的送出方向的轴线为中心进行旋转驱动。
34.根据这样的结构,集束部将从配置在基板上的垂直取向碳纳米管抽出的呈线状连续的多个碳纳米管束成丝状,之后第一卷收体将半成纱暂时卷收。
35.而且,一边第二卷收体进行旋转驱动从而使第一卷收体进行从动旋转而连续地送出半成纱,一边支撑第一卷收体的支撑部以沿着半成纱的送出方向的轴线为中心进行旋转驱动,对半成纱加捻。之后,第二卷收体将加捻而成的碳纳米管加捻纱卷收。
36.也就是说,第二卷收体为了使半成纱从第一卷收体连续地送出并且卷收碳纳米管加捻纱而进行旋转驱动,支撑部为了对半成纱加捻而进行旋转驱动。因此,与第二卷收体为了一边对半成纱加捻一边卷收碳纳米管加捻纱而关于不同的两个轴线进行旋转驱动时相比,能够简化碳纳米管加捻纱的制造装置的结构并且以工业方式高效地制造碳纳米管加捻纱。
37.本发明(12)包括一种碳纳米管加捻纱的制造装置,其具备半成纱制造单元和加捻纱制造单元,所述半成纱制造单元具备:垂直取向碳纳米管,其配置在基板上且相对于所述
基板垂直地取向;集束部,其将从所述垂直取向碳纳米管抽出的呈线状连续的多个碳纳米管束成丝状;以及第一卷收体,其能够对束成丝状的半成纱进行卷收,所述加捻纱制造单元具备:第二卷收体,其能够通过旋转驱动来卷收从所述第一卷收体送出的所述半成纱;以及支撑部,其将所述第二卷收体以可旋转的方式支撑,并能够使所述第二卷收体以沿着所述半成纱的送出方向的轴线为中心进行旋转驱动。
38.根据这样的结构,集束部将从配置在基板上的垂直取向碳纳米管抽出的呈线状连续的多个碳纳米管束成丝状,之后第一卷收体将半成纱暂时卷收。而且,一边第一卷收体连续地送出半成纱,一边支撑第二卷收体的支撑部以沿着半成纱的送出方向的轴线为中心进行旋转驱动,对半成纱加捻。之后,第二卷收体将加捻而成的碳纳米管加捻纱卷收。因此,能够以工业方式高效地制造碳纳米管加捻纱。
39.本发明(13)包括一种碳纳米管加捻纱的制造装置,其特征在于,具备半成纱制造单元和加捻纱制造单元,所述半成纱制造单元具备:垂直取向碳纳米管,其配置在基板上且相对于所述基板垂直地取向;集束部,其将从所述垂直取向碳纳米管抽出的呈线状连续的多个碳纳米管束成丝状;以及第一卷收体,其能够对束成丝状的半成纱进行卷收,所述加捻纱制造单元具备:第二卷收体,其能够通过旋转驱动来卷收从所述第一卷收体送出的所述半成纱;以及中间捻纱部,其能够在所述第一卷收体与所述第二卷收体之间对所述半成纱加捻。
40.根据这样的结构,集束部将从配置在基板上的垂直取向碳纳米管抽出的呈线状连续的多个碳纳米管束成丝状,之后第一卷收体将半成纱暂时卷收。而且,一边第二卷收体进行旋转驱动而从第一卷收体连续地送出半成纱,一边中间捻纱部在第一卷收体与第二卷收体之间对半成纱加捻。之后,第二卷收体将加捻而成的碳纳米管加捻纱卷收。因此,能够简化碳纳米管加捻纱的制造装置并且以工业方式高效地制造碳纳米管加捻纱。(三)有益效果
41.就采用本发明的碳纳米管加捻纱的制造方法而言,能够以工业方式高效地制造碳纳米管加捻纱,并能够提高碳纳米管加捻纱的强度。并且与现有的制造方法相比,能够减小碳纳米管加捻纱发生断线的概率。
42.就采用本发明的碳纳米管加捻纱的制造装置而言,能够简化结构并且能够以工业方式高效地制造碳纳米管加捻纱。
附图说明
43.图1是作为本发明的碳纳米管加捻纱的制造装置的第一实施方式的cnt加捻纱制造装置所具备的半成纱制造单元的立体图。图2是作为本发明的碳纳米管加捻纱的制造装置的第一实施方式的cnt加捻纱制造装置所具备的加捻纱制造单元的立体图。图3a表示在图1所示的基板上形成催化剂层的工序。图3b接续图3a表示对基板进行加热而使催化剂层凝集成多个粒状体的工序。图3c接续图3b表示向多个粒状体供给原料气体而使多个碳纳米管生长的工序。图3d接续图3c表示抽出多个碳纳米管来制备碳纳米管薄条的工序。图4是作为本发明的碳纳米管加捻纱的制造装置的第二实施方式的cnt加捻纱制
造装置所具备的半成纱制造单元的概要结构图。图5a是用于对本发明的碳纳米管加捻纱的制造方法的第三实施方式所包括的使碳纳米管加捻纱伸长的工序进行说明的说明图,且表示把持了碳纳米管加捻纱的端部的状态。图5b接续图5a表示使碳纳米管加捻纱伸长的状态。图6示出了制造例4的半成纱的扫描电子显微镜(sem)照片。图7示出了实施例9的碳纳米管加捻纱的扫描电子显微镜(sem)照片。图8是表示实施例1~16中的碳纳米管加捻纱的捻数与碳纳米管加捻纱的拉伸强度的相关的曲线图。图9是表示实施例4、10、13、17~19以及比较例1中的半成纱的填充率与碳纳米管加捻纱的拉伸强度的相关的曲线图。
具体实施方式
44.1.第一实施方式(1)碳纳米管加捻纱的制造方法本发明的碳纳米管加捻纱的制造方法的第一实施方式例如包含:如图1所示那样从配置于基板1上的垂直取向碳纳米管2(vertically aligned carbon nanotubes;以下称为vacnts2)中将多个碳纳米管10(以下称为cnt10)呈线状连续地抽出后束成丝状,并将束成丝状的半成纱11卷收于第一卷收体12的工序;以及如图2所示那样一边从第一卷收体12送出半成纱11一边对半成纱11加捻的工序。
45.在这样的制造方法中,首先如图3a~图3d所示那样,利用化学气相生长法(cvd法)使vacnts2在基板1上生长,来准备配置于基板1上的vacnts2。
46.具体而言,如图3a所示,首先,准备基板1。基板1没有特别限定,例如可举出用于cvd法的公知的基板并可采用市售产品。
47.作为基板1,例如可举出硅基板、层叠有二氧化硅膜6的不锈钢基板5等,优选地,可举出层叠有二氧化硅膜6的不锈钢基板5。此外,在图1、图3a~图3d中,表示基板1为层叠有二氧化硅膜6的不锈钢基板5的情况。
48.而且,如图3a所示,在基板1上,优选地,在二氧化硅膜6上形成有催化剂层7。为了在基板1上形成催化剂层7而利用公知的成膜方法使金属催化剂在基板1(优选为二氧化硅膜6)上成膜。
49.作为金属催化剂,例如可举出铁、钴、镍等,优选地举出铁。这样的金属催化剂可单独使用或者并用两种以上。作为成膜方法,例如可举出真空蒸镀以及溅镀,优选地举出真空蒸镀。由此可在基板1上配置催化剂层7。
50.接着,将配置有催化剂层7的基板1如图3b所示那样加热至例如700℃以上且900℃以下。由此使催化剂层7凝集为多个粒状体7a。
51.然后,如图3c所示那样向加热的基板1供给原料气体。原料气体包含碳原子数为1~4的烃气体(低级烃气体)。作为碳原子数为1~4的烃气体,例如可举出甲烷气体、乙烷气体、丙烷气体、丁烷气体、乙烯气体、乙炔气体等,优选地举出乙炔气体。
52.另外,原料气体根据需要也可以包含氢气、惰性气体(例如氦、氩等)、水蒸气等。
53.原料气体的供给时间例如为1分钟以上且60分钟以下。
54.由此,以多个粒状体7a各自为起点而生长多个cnt10。此外,虽然在图3c中为了方便而记载了从一个粒状体7a生长一个cnt10,但是不限于此,也可以是从一个粒状体7a生长多个cnt10。
55.多个cnt10各自可以为单层碳纳米管以及多层碳纳米管的任意一种,并优选为多层碳纳米管。这样的cnt10可单独使用或者并用两种以上。
56.cnt10的平均外径例如为1nm以上且100nm以下。cnt10的平均长度(平均轴线方向尺寸)例如为1μm以上,优选为100μm以上,更优选为200μm以上,且例如为1000μm以下,优选为500μm以下,更优选为400μm以下。另外,在cnt10是多层cnt的情况下,cnt10的平均内径例如为0.5nm以上且50nm以下。此外,cnt10的平均内径以及平均外径可通过电场发射型扫描电子显微镜(fe-sem)进行测定。cnt10的平均长度例如可通过激光位移计、扫描电子显微镜(sem)等的公知的方法进行测定。
57.这样的多个cnt10各自在基板1上以彼此大致平行的方式沿着基板1的厚度方向延伸。由此,使多个cnt10所构成的vacnts2在基板1上生长。
58.也就是说,多个cnt10是以相对于基板1正交的方式取向(垂直地取向),且vacnts2相对于基板1垂直地取向。
59.通过以上方式来准备配置于基板1上的vacnts2。如图1所示,vacnts2具有在与基板1的厚度方向(上下方向)正交的面方向(纵向以及横向)上延伸的俯视下大致呈矩形的形状。vacnts2在横向上具备多个由多个cnt10在纵向上以直线性排列而成的列2a。在vacnts2中,多个cnt10在面方向(纵向及横向)上相互密集。
60.vacnts2的体积密度例如为10mg/cm3以上,优选为20mg/cm3以上,且例如为80mg/cm3以下,优选为60mg/cm3以下。此外,vacnts2的体积密度例如可根据单位面积的质量(单位面积重量:单位mg/cm2)、和碳纳米管的长度(通过sem(日本电子株式会社生产)或者激光位移计(keyence co.,ltd生产)进行测定)而算出。
61.接着,从vacnts2呈线状连续地抽出多个cnt10。
62.具体而言,是将vacnts2中各列2a的位于纵向一端部的cnt10利用未图示的抽出工具一并地保持并以从基板1分离的方式进行牵拉。
63.于是,被牵拉的cnt10如图3d所示那样从粒状体7a拔出。此时,拔出的cnt10附着于相邻的cnt10,接着将该被附着的cnt10从粒状体7a拔出。
64.由此,将多个cnt10依次连续地从vacnts2抽出,形成多个cnt10呈线状连续地相连的碳纳米管单纱8(以下称为cnt单纱8)。此外,虽然在图3d中为了方便而记载为cnt10逐根连续地连接并形成cnt单纱8,但实际上是多个cnt10所形成的束(bundle)连续地相连而形成cnt单纱8。
65.cnt单纱8是未捻合的无捻纱,加捻角度大致为0
°
。cnt单纱8的外径例如为5nm以上,且例如为100nm以下并优选为80nm以下。
66.并且,为了如图1的放大图所示那样将各列2a的cnt10同时且平行地一并抽出而在横向上排列有多个cnt单纱8。由此,多个cnt单纱8构成了大致呈片材形状的碳纳米管薄条9(以下称为cnt薄条9)。
67.接着,将多个cnt单纱8(即呈线状连续的多个cnt10)束成丝状。具体而言,是将多
个cnt单纱8插通于作为集束部一例的模具13所具有的孔13a而束成丝状。也就是说,模具13将从vacnts2抽出的多个cnt单纱8束成丝状。
68.模具13呈圆筒形状且具有孔13a。孔13a的内径相对于vacnts2中的cnt10的抽出位置的宽度(即vacnts2的横向尺寸)而言,例如为1/5000以上,优选为1/3000以上,且例如为1/50以下,优选为1/100以下。此外,在从多个vacnts2抽出cnt单纱8的情况下,各vacnts2中的cnt10的抽出位置的宽度可以合计。
69.如果孔13a的内径相对于抽出位置的宽度为上述下限以上,则能够使多个cnt单纱8稳定地插通于孔13a。并且孔13a的内径相对于抽出位置的宽度为上述上限以下,因此,能够将半成纱11的断面上的cnt10的填充率调整于后述的范围。
70.此外,虽然在图1中为了方便而配置一个模具13,但是模具13的个数没有特别限制。多个模具13可以彼此空出间隔配置。在这种情况下,多个cnt单纱8可依次插通于多个模具13的孔13a。另外,将多个cnt单纱8束成丝状的方法不限于上述方法,例如也可以如国际公开第2015/011768号记载的那样通过设有孔的滑轮将多个cnt单纱8束成丝状。
71.由此,将多个cnt单纱8束成丝状而形成半成纱11。半成纱11包含沿着半成纱11的长度方向取向的多个cnt单纱8。
72.当沿着与长度方向正交的方向切断半成纱11时,半成纱11的断面上的cnt10的填充率例如为0.01面积%以上,优选为0.3面积%以上,且例如为90面积%以下,优选为75面积%以下,更优选为40面积%以下,特别优选为30面积%以下。此外,填充率例如能够以如下方式进行计算。另外,在对填充率计算的说明中,cnt优选为多层cnt,并将使半成纱11及cnt加捻纱19(后述)统称为cnt纱线。
73.首先,如下述式(1)所示那样,计算每根cnt的质量。
74.式(1)
75.(在式(1)中,d
out
表示每根cnt的外径。d
in
表示每根cnt的内径。h表示每根cnt的平均长度。ρ
grap
表示石墨的密度,且为2.25g/cm3(出处:《理科年表2001》(文部省国立天文台编 平成13年)第445页)。)每根cnt的外径以及内径可通过sem图像或者激光尺寸计进行测定。每根cnt的平均长度可通过对基板上的vacnts2的膜厚进行测定来求出。
76.接着,如下述式(2)所示那样,计算cnt纱线中的一根cnt的平均长度(以下称为每个单位)的cnt的根数。
77.式(2)
78.(在式(2)中,n
cnt
表示cnt纱线中的每个单位的cnt的根数。w
yarn
表示cnt纱线的每个单位的质量。w
cnt
表示一根cnt的质量。)在计算半成纱11的断面中的cnt的填充率的情况下,n
cnt
表示半成纱11中的每个单位的cnt的根数,w
yarn
表示半成纱11的每个单位的质量。另外,在计算cnt加捻纱19的断面中的cnt的填充率的情况下,n
cnt
表示cnt加捻纱19中的每个单位的cnt的根数,w
yarn
表示cnt加
捻纱19的每个单位的质量。
79.接着,如下述式(3)所示那样,计算cnt纱线(半成纱11或者cnt加捻纱19)的断面中的cnt的填充率。
80.式(3)
81.(在式(3)中,s
cnt
表示每根cnt的断面面积。s
yarn
表示cnt纱线的断面面积。n
cnt
与式(2)中的n
cnt
含义相同。)每根cnt的断面面积(s
cnt
)可通过下述式(4)进行计算。
82.式(4)
83.(在式(4)中,d
out
与式(1)中的d
out
含义相同。)另外,cnt纱线的断面面积(s
yarn
)可通过下述式(5)进行计算。
84.式(5)
85.(在式(5)中,d
yarn
表示cnt纱线的外径。)在计算半成纱11的断面中的cnt的填充率的情况下,s
yarn
表示沿着与长度方向正交的方向切断半成纱11时的断面面积,在计算cnt加捻纱19的断面中的cnt的填充率的情况下,s
yarn
表示沿着与长度方向正交的方向切断cnt加捻纱19时的断面面积。
86.如果半成纱11的断面上的cnt10的填充率为上述下限以上,则能够稳定地形成半成纱11。如果半成纱11的断面上的cnt10的填充率为上述上限以下,则能够抑制在对多个cnt单纱8进行集束时半成纱11发生断裂。尤其是当半成纱11的断面上的cnt10的填充率为40面积%以下时,能够在后述的对半成纱11加捻的工序中稳定地对半成纱11加捻,并能够提高后述的碳纳米管加捻纱19(以下称为cnt加捻纱19)的拉伸强度。
87.另外,半成纱11的加捻角度例如为0
°
以上且10
°
以下,并优选为5
°
以下。也就是说,半成纱11可以是加捻角度为0
°
的无捻纱,也可以是加捻角度为10
°
以下的加捻纱。在使半成纱11成为加捻纱的情况下,使上述的模具13以模具13的轴线为中心进行旋转,对半成纱11加捻。
88.如果半成纱11的加捻角度在上述范围,则能够在后述的对半成纱11加捻的工序中,更加稳定地对半成纱11加捻。
89.接着,将束成丝状的半成纱11卷收于第一卷收体12。
90.第一卷收体12能够卷收半成纱11。第一卷收体12呈圆柱形状。第一卷收体12能够以第一卷收体12的轴线为中心进行旋转。第一卷收体12的外径没有特别限制,例如为1mm以上且300mm以下,优选为10mm以上且100mm以下。第一卷收体12的轴线方向的尺寸没有特别限制,例如为10mm以上且100mm以下。而且,第一卷收体12从未图示的外部驱动源输入驱动力,以第一卷收体12的轴线为中心进行旋转驱动,从而在第一卷收体12的周面上卷收半成纱11。
91.由此,半成纱11被向移动方向的下游牵拉,与此同时,从vacnts2连续地抽出多个cnt单纱8,并在插通于模具13之后,作为半成纱11连续地卷收于第一卷收体12。
92.此时,半成纱11的移动速度例如为1m/min以上,优选为50m/min以上,更优选为100m/min以上,且例如为300m/min以下。
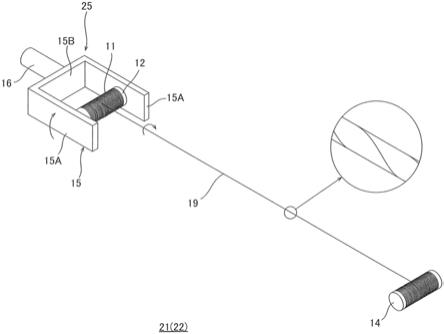
93.接着,如图2所示那样,一边从第一卷收体12送出所卷收的半成纱11一边对半成纱11加捻。
94.具体而言,是首先将卷收了半成纱11的第一卷收体12安装于加捻部25。加捻部25具备支撑部15和旋转轴16。
95.支撑部15大致呈u字状。支撑部15具有两个侧壁15a和连结壁15b。在两个侧壁15a之间能够安装第一卷收体12,两个侧壁15a在第一卷收体12的轴线方向上相互空出间隔配置。第一卷收体12在支撑于两个的侧壁15a的状态下,不会从未图示的外部驱动源输入驱动力。两个侧壁15a将第一卷收体12以可进行从动旋转的方式支撑。连结壁15b相对于第一卷收体12空出间隔,并连结两个侧壁15a的端部。
96.旋转轴16相对于连结壁15b位于第一卷收体12的相反侧。旋转轴16的一端部固定于连结壁15b的中央。另外,旋转轴16从未图示的外部驱动源输入驱动力,以旋转轴16的轴线为中心进行旋转。由此,支撑部15能够以旋转轴16的轴线为中心进行旋转驱动。此外,旋转轴16的轴线沿着后述的半成纱11的送出方向。
97.接着,将从第一卷收体12送出的半成纱11架设于第二卷收体14。
98.第二卷收体14能够通过旋转驱动来卷收从第一卷收体12送出的半成纱11。第二卷收体14呈圆柱形状。第二卷收体14能够以第二卷收体14的轴线为中心进行旋转。第二卷收体14的外径没有特别限制,例如为1mm以上且300mm以下,优选为10mm以上且100mm以下。第二卷收体14的轴线方向的尺寸没有特别限制,例如为1mm以上且300mm以下。
99.而且,从未图示的外部驱动源向第二卷收体14输入驱动力,并且从未图示的外部驱动源向旋转轴16输入驱动力。于是,第二卷收体14以第二卷收体14的轴线为中心进行旋转驱动,并且支撑部15以旋转轴16的轴线为中心进行旋转驱动。
100.此时,半成纱11因第二卷收体14的旋转而被牵拉,第一卷收体12进行从动旋转而连续地送出半成纱11。而且,支撑部15以沿着半成纱11的送出方向的轴线(旋转轴16的轴线)为中心进行旋转,从而使第一卷收体12与支撑部15一起以沿着送出方向的轴线为中心进行旋转,对半成纱11加捻。之后,第二卷收体14进行旋转来卷收对从第一卷收体12送出的半成纱11加捻而成的cnt加捻纱19。
101.也就是说,一边从第一卷收体12送出半成纱11一边使第一卷收体12以沿着半成纱11的送出方向的轴线为中心进行旋转,对半成纱11加捻,之后卷收于第二卷收体14。
102.此外,虽然在图2中是第一卷收体12与支撑部15一起以沿着送出方向的轴线为中心进行旋转,对半成纱11加捻,但是不限于此。例如也可以是,支撑部将第二卷收体14可旋转地支撑,第二卷收体14与支撑部一起以沿着送出方向的轴线为中心进行旋转,对半成纱11加捻。
103.此外,也可以在第一卷收体12与第二卷收体14之间配置中间捻纱部,一边从第一卷收体12送出半成纱11一边中间捻纱部在第一卷收体12与第二卷收体14之间对半成纱11
加捻,在通过了中间捻纱部之后将加捻纱卷收于第二卷收体14。例如,可以如国际公开第2015/011768号中记载的那样,利用纱线制造部所产生的压缩空气(空气)的旋流对半成纱11加捻,之后将加捻纱卷收于第二卷收体14。
104.通过以上方式将半成纱11所具备的多个cnt单纱8相互捻合来制造cnt加捻纱19(cnt线材)。
105.cnt加捻纱19的捻数例如为500t/m以上,优选为1000t/m以上,更优选为3000t/m以上,且例如为7000t/m以下,优选为5000t/m以下。
106.另外,当沿着与长度方向正交的方向切断cnt加捻纱19时,cnt加捻纱19的断面上的cnt10的填充率比半成纱11的断面上的cnt10的填充率大。cnt加捻纱19的断面上的cnt10的填充率例如为30面积%以上,优选为超过40面积%,更优选为50面积%以上,且例如为90面积%以下,优选为85面积%以下。此外,cnt加捻纱19的断面上的cnt10的填充率可通过上述的方法进行计算。
107.如果cnt加捻纱19的断面上的cnt10的填充率在上述范围,则能够稳定地提高cnt加捻纱19的拉伸强度。
108.另外,cnt加捻纱19的加捻角度例如为1
°
以上,优选为5
°
以上,更优选为10
°
以上,且例如为60
°
以下,优选为50
°
以下,更优选为30
°
以下。
109.由于cnt加捻纱19的加捻角度在上述范围,因此,能够更加稳定地提高cnt加捻纱19的拉伸强度。
110.cnt加捻纱19的拉伸强度例如为200mpa以上,优选为600mpa以上,更优选为800mpa以上,且例如为2000mpa以下,优选为1200mpa以下。此外,cnt加捻纱的拉伸强度可通过如下方式进行计算,即:固定cnt加捻纱的一端,并将cnt加捻纱的另一端固定于测力计,以0.2mm/sec进行提拉,将发生断裂的负载作为断裂强度,并将该断裂强度除以cnt加捻纱的断面面积。
111.上述的cnt加捻纱19的制造方法例如可通过作为碳纳米管加捻纱的制造装置一例的cnt加捻纱制造装置22来实施。cnt加捻纱制造装置22具备:图1所示的半成纱制造单元20、图2所示的加捻纱制造单元21。此外,在对cnt加捻纱制造装置22的说明中,对于和上述部件相同的部件标注相同的附图标记,并省略对其的说明。
112.如图1所示,半成纱制造单元20具备:配置于基板1上的vacnts2、模具13、第一卷收体12。如图2所示,加捻纱制造单元21具备:第二卷收体14、加捻部25。
113.在这样的cnt加捻纱制造装置22中,与上述同样地,从vacnts2抽出多个cnt单纱8,并使多个cnt单纱8插通于模具13所具有的孔13a而束成丝状。之后,将由多个cnt单纱8束成丝状而成的半成纱11架设于第一卷收体12,并使第一卷收体12进行旋转驱动。
114.由此,半成纱11因第一卷收体12的旋转而被牵拉,从vacnts2连续地抽出多个cnt单纱8并在插通于模具13之后,作为半成纱11连续地卷收于第一卷收体12。
115.半成纱制造单元20通过以上方式来制造卷绕于第一卷收体12的半成纱11。
116.之后,从半成纱制造单元20取下卷绕了半成纱11的第一卷收体12。而且,将第一卷收体12安装于支撑部15,之后从第一卷收体12送出半成纱11,并架设于第二卷收体14。
117.接着,使第二卷收体14以第二卷收体14的轴线为中心进行旋转驱动,并且使支撑
部15以旋转轴16的轴线为中心进行旋转驱动。
118.由此,半成纱11因第二卷收体14的旋转而被牵拉,从第一卷收体12连续地送出并且通过支撑部15的旋转进行加捻。之后,第二卷收体14进行旋转来卷收cnt加捻纱19。
119.利用cnt加捻纱制造装置22通过以上方式来制造cnt加捻纱19。
120.这样的cnt加捻纱19可用于例如使用碳素纤维的织物(片材)、电气设备(例如电动机、变压器、传感器等)的导电线材等各种工业产品。
121.(2)作用效果如图1及图2所示,在上述的cnt加捻纱19的制造方法中,从vacnts2呈线状连续地抽出多个cnt10并束成丝状,将束成丝状的半成纱11暂时卷收于第一卷收体12。之后,一边从第一卷收体12送出半成纱11一边使第一卷收体12以沿着半成纱11的送出方向的轴线为中心进行旋转,对半成纱11加捻。
122.因此,能够使第一卷收体12以沿着送出方向的轴线为中心稳定地旋转,能够顺利地对半成纱11加捻。其结果为,能够以工业方式高效地制造cnt加捻纱19。并且与现有的制造方法相比,能够减小cnt加捻纱19发生断线的概率。
123.另外,多个cnt单纱8以使得半成纱11的断面中的cnt10的填充率为上述下限以上的方式进行集束。因此,能够稳定地形成半成纱11。并且半成纱11的断面中的cnt10的填充率为上述上限以下。因此,能够抑制在将多个cnt单纱8束成丝状时半成纱11发生断裂。而且,如果半成纱11的断面上的cnt10的填充率为40面积%以下,则能够稳定地对从第一卷收体12送出的半成纱11加捻,并能够提高cnt加捻纱19的拉伸强度。
124.另外,cnt加捻纱19的断面上的cnt10的填充率在上述范围。因此,能够稳定地提高cnt加捻纱19的拉伸强度。
125.另外,半成纱11的加捻角度在上述范围。因此,能够更加稳定地对从第一卷收体12送出的半成纱11加捻。
126.另外,cnt加捻纱19的加捻角度在上述范围。因此,能够更加稳定地提高cnt加捻纱19的拉伸强度。
127.另外,将多个cnt单纱8插通于模具13的孔13a而束成丝状。因此,能够以简单的方法稳定地将多个cnt单纱8束成丝状。
128.另外,孔13a的内径相对于vacnts2中的cnt10的抽出位置的宽度而言为上述下限以上。因此,能够稳定地使多个cnt单纱8插通于孔13a。并且孔13a的内径相对于抽出位置的宽度为上述上限以下。因此,能够将半成纱11的断面上的cnt10的填充率调整于上述范围。
129.另外,第二卷收体14进行旋转来卷收对从第一卷收体12送出的半成纱11加捻而成的cnt加捻纱19。因此,能够通过使第一卷收体12从动于第二卷收体14的旋转而连续地送出半成纱11。其结果为,通过使第一卷收体12以沿着送出方向的轴线为中心进行旋转驱动,并且使第二卷收体14进行旋转驱动,从而能够连续地制造cnt加捻纱19。
130.另外,上述的cnt加捻纱19的制造方法可通过cnt加捻纱制造装置22来实施。具体而言,是在模具13将从vacnts2抽出的多个cnt单纱8束成丝状之后,第一卷收体12将半成纱11暂时卷收。而且,一边第二卷收体14进行旋转驱动从而使第一卷收体12进行从动旋转而连续地送出半成纱11,一边支撑第一卷收体12的支撑部15以沿着送出方向的轴线为中心进行旋转驱动,对半成纱11加捻。之后,第二卷收体14将加捻而成的cnt加捻纱19卷收。
131.与第二卷收体14为了一边对半成纱11加捻一边卷收cnt加捻纱19而关于不同的两个轴线进行旋转驱动时相比,能够简化cnt加捻纱制造装置22的结构并且以工业方式高效地制造cnt加捻纱19。
132.此外,加捻纱制造单元21也可使用通常使用的捻纱机。
133.2.第二实施方式接着,参照图4对本发明的第二实施方式进行说明。此外,在第二实施方式中,对于和上述第一实施方式相同的部件标注相同的附图标记,并省略对其的说明。
134.就本发明的碳纳米管加捻纱的制造方法的第二实施方式而言,还包含如图4所示那样向从vacnts2抽出的多个cnt单纱8供给挥发性液体的工序。
135.作为挥发性液体,例如可举出水、有机溶剂等,优选地举出有机溶剂。作为有机溶剂,例如可举出低级(c1~3)醇类(例如甲醇、乙醇、丙醇等)、酮类(例如丙酮等)、醚类(例如二乙醚、四氢呋喃等)、烷基酯类(例如乙酸乙酯等)、卤代脂肪烃类(例如氯仿、二氯甲烷等)、极性非质子类(例如,n-甲基吡咯烷酮、二甲基甲酰胺等)等。
136.在这样的挥发性液体中,优选地举出低级醇类,更优选地举出乙醇。这样的挥发性液体可单独使用或者并用两种以上。另外,在挥发性液体中可以分散微粒,也可以溶解金属盐和/或树脂材料。
137.挥发性液体在半成纱11的移动方向上,可以是在模具13的上游侧向多个cnt单纱8(cnt薄条9)供给,也可以在模具13的下游侧向多个cnt单纱8(半成纱11)供给,另外,也可以是在上游侧和下游侧双方进行供给。此外,从使挥发性液体均匀地浸透半成纱11的观点出发,优选为挥发性液体在半成纱11的移动方向上,是在模具13的上游侧向多个cnt单纱8(cnt薄条9)供给。
138.而且,在向多个cnt单纱8供给挥发性液体时,例如是朝向多个cnt单纱8呈雾状喷洒挥发性液体。在这种情况下,cnt加捻纱制造装置22的半成纱制造单元20具备喷洒部30。
139.在本实施方式中,喷洒部30配置为朝向位于vacnts2和模具13之间的多个cnt薄条9。另外,也可以如假想线所示那样配置为,喷洒部30朝向位于模具13和第一卷收体12之间的半成纱11。喷洒部30能够喷洒上述的挥发性液体。
140.而且,被供给挥发性液体的多个cnt单纱8根据需要可进行干燥,之后作为半成纱11卷收于第一卷收体12。
141.此外,向多个cnt单纱8供给挥发性液体的方法不限于以上所述,例如也可以使多个cnt单纱8浸渍于挥发性液体。
142.在这样的第二实施方式中,使挥发性液体气化,从而在各cnt单纱8中使多个cnt10相互凝集,并且在半成纱11中使多个cnt单纱8相互凝集。因此,能够提高半成纱11的断面上的cnt10的填充率。
143.另外,在向挥发性液体中分散微粒、或者溶解金属盐和/或树脂材料的情况下,能够在半成纱11中复合其它材料,进而能够在cnt加捻纱19中复合其它材料。
144.采用这样的第二实施方式,也能够实现与上述第一实施方式同样的作用效果。
145.3.第三实施方式接着,参照图5a及图5b对本发明的第三实施方式进行说明。此外,在第三实施方式中,对于和上述第一实施方式相同的部件标注相同的附图标记,并省略对其的说明。
146.就本发明的碳纳米管加捻纱的制造方法的第三实施方式而言,还包含如图5a及图5b所示那样使cnt加捻纱19沿长度方向伸长的工序。
147.例如,利用把持部件31对从第二卷收体14送出的cnt加捻纱19的两端进行把持,并使cnt加捻纱19沿长度方向伸长。
148.由此,能够提高cnt加捻纱19的断面中的cnt10的填充率,能够进一步提高cnt加捻纱19的拉伸强度。
149.此外,使cnt加捻纱19伸长的方法不限于上述,例如也可以在加捻纱制造单元21中一边对半成纱11加捻一边进行伸长。
150.采用这样的第三实施方式,也能够实现与上述第一实施方式同样的作用效果。并且这些第一实施方式~第三实施方式可以适当组合。(实施例)
151.以下示出实施例并更具体地说明本发明,但本发明并不限于此。以下记载中使用的配合比例(含量比例)、物性值、参数等具体的数值可以替换为上述“具体实施方式”中记载的与它们对应的配合比例(含量比例)、物性值、参数等该记载的上限值(定义为“以下”、“不足”的数值)或者下限值(定义为“以上”、“超过”的数值)。
152.<制造例1~6>在不锈钢制的基板(不锈钢基板)的表面层叠二氧化硅膜之后,在二氧化硅膜上作为催化剂层而蒸镀铁。接着,将基板加热至规定的温度,并向催化剂层供给原料气体(乙炔气体)。由此在基板上形成俯视下大致呈矩形的形状的vacnts。
153.接着,从vacnts抽出多个cnt单纱并将多个cnt单纱以使得半成纱的填充率成为表1的值的方式插通于模具的孔而束成丝状。此外,以使得从vacnts抽出多个cnt单纱的宽度(cnt的量)相同的方式,利用模具的孔的内径对半成纱的填充率进行调整。之后,使第一卷收体进行旋转驱动,将由多个cnt单纱束成丝状而成的半成纱卷收于第一卷收体。
154.通过以上方式制造半成纱。半成纱的断面上的cnt的填充率、半成纱的加捻角度、以及半成纱的直径如表1所示。而且,图6示出了制造例4的半成纱的扫描电子显微镜(sem)照片。
155.(表1)
156.<实施例1~5>从第一卷收体送出制造例1的半成纱(填充率为0.3面积%),并以使得cnt加捻纱的捻数成为表2所示值的方式,使第一卷收体以沿着半成纱的送出方向的轴线为中心进行旋转,对半成纱加捻。
157.通过以上方式制造cnt加捻纱。cnt加捻纱的捻数、cnt加捻纱的加捻角度、cnt加捻纱的直径、cnt加捻纱的断面上的cnt的填充率、以及cnt加捻纱的拉伸强度如表2所示。
158.<实施例6~11>从第一卷收体送出制造例4的半成纱(填充率为30面积%),并以使得cnt加捻纱的捻数成为表3所示值的方式,使第一卷收体以沿着半成纱的送出方向的轴线为中心进行旋转,对半成纱加捻。
159.通过以上方式制造cnt加捻纱。cnt加捻纱的捻数、cnt加捻纱的加捻角度、cnt加捻纱的直径、cnt加捻纱的断面上的cnt的填充率、以及cnt加捻纱的拉伸强度如表3所示。另外,图7示出了实施例9的cnt加捻纱的扫描电子显微镜(sem)照片。
160.<实施例12~16>从第一卷收体送出制造例6的半成纱(填充率为75面积%),并以使得cnt加捻纱的捻数成为表4所示值的方式,使第一卷收体以沿着半成纱的送出方向的轴线为中心进行旋转,对半成纱加捻。
161.通过以上方式制造cnt加捻纱。cnt加捻纱的捻数、以及cnt加捻纱的拉伸强度如表4所示。
162.(表2)
163.(表3)
164.(表4)
165.<考察>图8示出了实施例1~16中的cnt加捻纱的捻数与cnt加捻纱的拉伸强度的相关。如图8所示确认了:在半成纱的填充率为0.3面积%的情况下,当捻数为5000t/m时(实施例4),cnt加捻纱的拉伸强度最大,在半成纱的填充率为30面积%的情况下,当捻数为4000t/m时(实施例10),cnt加捻纱的拉伸强度最大,在半成纱的填充率为75面积%的情况下,当捻数为1000t/m时(实施例13),cnt加捻纱的拉伸强度最大。即确认了:根据每种半成纱的填充率,cnt加捻纱的拉伸强度最大的捻数不同,cnt加捻纱的最大拉伸强度不同。
166.<实施例17~19>
对应于表5所示各制造例的半成纱,制造cnt加捻纱的捻数不同的多个cnt加捻纱,确认了采用各制造例的半成纱时的cnt加捻纱的最大拉伸强度。其结果在表5中示出。
167.<比较例1>作为现有例,从与制造例1同样地制备的vacnts抽出多个cnt单纱并且使基板旋转,对多个cnt单纱一边进行卷收一边加捻,制造cnt加捻纱。在表5中示出cnt加捻纱的最大拉伸强度。
168.(表5)
169.<考察>图9示出了实施例4、10、13、17~19以及比较例1中的半成纱的填充率与cnt加捻纱的拉伸强度的相关。此外,在图9中为了方便而将比较例1的半成纱的填充率记载为0面积%。如图9所示确认了:当半成纱的填充率为30面积%以下时,能够确保较高的cnt加捻纱的拉伸强度,另一方面,当半成纱的填充率为50面积%以上时,cnt加捻纱的拉伸强度会降低。
170.另外,在比较例中使基板旋转,因此从vacnts抽出的薄条捻成三角形状(扇形状),薄条的三角形的角度对加捻角度产生直接影响,因此加捻的间隔容易在cnt加捻纱的长度方向上扩展。与此相对,在实施例中,对半成纱加捻时在旋转轴(第一卷收体)上加捻,因此加捻的cnt加捻纱的间隔在长度方向上变窄而拉伸强度变强。在比较例的制造方法中,也存在频繁发生断线而不能制作较长尺寸的cnt加捻纱等问题。
171.此外,虽然作为本发明的例示的实施方式提供了上述发明,但是其仅为例示而非限定性的解释。对于本领域技术人员显而易见的本发明的变形例包含于本发明的权利要求书。工业实用性
172.本发明的碳纳米管加捻纱的制造方法以及碳纳米管加捻纱的制造装置适合制造在各种工业产品中使用的碳纳米管加捻纱。碳纳米管加捻纱例如适合用于使用碳素纤维的织物(片材)、以及电子设备(例如电动机、变压器、传感器等)的导电线材。附图标记说明
173.1-基板;2-vacnts;10-cnt;11-半成纱;12-第一卷收体;13-模具;13a-孔;14-第二卷收体;15-支撑部;19-cnt加捻纱;20-半成纱制造单元;21-加捻纱制造单元;22-cnt加捻纱制造装置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。