1.本发明属于烟支质量检测技术领域,具体涉及一种烟支外观离线质量检测装置。
背景技术:
2.根据gb/t22838《卷烟盒滤棒物理性能的测定第12部分:卷烟外观》测定指标,需要检测卷烟圆周表面的刺破、孔洞、油渍、黄斑等缺陷,需要检测卷烟端面缩头、触头、空头等缺陷,需要检测滤嘴有无变形或泡皱等缺陷。
3.目前,对于烟支外观质量的检测,主要采用人工检测和机器检测两种方式,人工检测存在检测效率低,检测结果受人的主观影响较大,严重影响检出结果的准确性和可靠度;而机器检测能够解决人工检测效率低、检测准确性不高的缺陷,其中专利(公布号:cn112120279a)公开了一种烟支外观检测装置,是利用烟支自身重力沿滚动板滚动原理对圆周表面检测,但是当滚板残留烟丝或其他杂物时,烟支与滚板会产生相对滑动,从而造成烟支滚动不均匀,甚至可能会产生烟支不滚动现象,从而无法保证成像机构能够对烟支圆周各个方位的图像进行捕捉,从而无法保证对烟支圆周表面检测的准确性;专利(公布号:cn112122152a)公开了一种烟支圆周面外观离线质量检测装置及方法,采用自转辊和摩擦辊同向旋转运动形成的v型空间,轻托旋转烟支,实现正上方的视觉系统对烟支卷烟纸全部圆周面进行周向360
°
检测,其虽然实现了烟支圆周表面的外观质量检测,但是并没有对卷烟两端面进行检测。
4.因此,现有技术有待进一步改进。
技术实现要素:
5.本发明的目的是为克服上述现有技术的不足,提供一种烟支外观离线质量检测装置。
6.为实现上述目的,本发明采用如下技术方案:
7.一种烟支外观离线质量检测装置,包括机架;
8.所述机架上设置有用于缓存待检测烟支并将单支烟支输送至卷烟端空头检测组件的烟支分选组件;
9.所述卷烟端空头检测组件设置在烟支分选组件的下方;所述卷烟端空头检测组件包括固定设置在机架上的空头检测支撑架,空头检测支撑架上设置烟支旋转机构;烟支旋转机构包括与空头检测支撑架进行转动配合的导烟座,导烟座的上表面设置有沿导烟座长度方向延伸的弧形容纳槽;导烟座一侧的空头检测支撑架上设置有用来对烟支卷烟端进行空头检测的光电传感器;
10.所述卷烟端空头检测组件的下方设置烟支导向组件;所述烟支导向组件将由弧形容纳槽处下落的烟支导向为竖直下落状态;
11.所述烟支导向组件的下方设置烟支表面外观检测组件;所述烟支表面外观检测组件包括用来获取由烟支导向组件处下落烟支的圆周表面图像以及两端面图像的成像机构;
12.所述烟支表面外观检测组件的下方设置有用于对不同检测结果的烟支进行分类收集的分料组件。
13.优选的,所述导烟座的前、后外端面上设置有用来与空头检测支撑架进行转动配合的水平转动轴;
14.所述空头检测支撑架上设置旋转电机,所述旋转电机的输出轴与水平转动轴一端进行同轴固定连接。
15.优选的,所述空头检测支撑架上设置有能够将弧形容纳槽内烟支向光电传感器方向推动的推送机构;
16.所述推送机构包括推送电机、推送主带轮、推送从带轮、推送皮带、推板;
17.所述推送电机固定设置在空头检测支撑架上,推送电机的输出轴与推送主带轮进行同轴固定连接;推送从带轮通过带轮支架设置在空头检测支撑架上;推送主带轮、推送从带轮通过推送皮带进行传动配合;推板固定设置在推送皮带上并能对弧形容纳槽内的烟支进行推送。
18.优选的,所述导烟座上设置有能够感应弧形容纳槽内是否存在烟支的第一传感器。
19.优选的,所述烟支导向组件包括底板,底板的顶部通过若干根支柱与空头检测支撑架固定连接;
20.所述底板的中部设置有沿竖直方向延伸的导向管组件,导向管组件内设置有上下贯通的竖直导向通道;
21.所述导向管组件的上方设置曲面导向组件,曲面导向组件的一侧通过连接板与空头检测支撑架相连;所述曲面导向组件内设置上下贯通的曲面导向通道,曲面导向通道的上端口位于导烟座的下方、下端口位于竖直导向通道的正上方;所述曲面导向通道内设置有用来将烟支导向为竖直状态的弧形导向板。
22.优选的,所述导向管组件包括导向管基座,所述导向管基座上设置有由若干轴环组成的竖直导向管;
23.所述导向管基座与底板固定连接。
24.优选的,所述烟支表面外观检测组件包括与机架固定连接的相机平台,相机平台的中部设置供烟支通过的第一通孔;
25.所述成像机构包括用来获取烟支卷烟端面图像的第三相机、用来获取烟支滤嘴端面图像的第二相机以及若干用来获取烟支圆周表面图像的第一相机;
26.若干第一相机沿圆周方向均匀布置在相机平台上;
27.所述相机平台的下方设置有与机架固定连接的支撑板,支撑板上设置供烟支通过的第二通孔;所述第二相机设置在支撑板上;
28.所述第三相机设置在空心检测支撑架上,所述第三相机的镜头沿竖直方向通过曲面导向通道正对竖直导向通道的上端口。
29.优选的,所述底板的底端设置有第一环形光源;
30.所述支撑板的上端设置有第二环形光源。
31.优选的,所述第一环形光源的下方一侧设置有用来感应烟支经过的第二传感器,所述第二传感器通过支架固定设置在底板的底端。
32.优选的,所述分料组件包括与机架固定连接的分料台;
33.所述分料台的上部转动配合有旋转平台,所述分料台的底部设置有用来控制旋转平台沿竖直轴进行转动的旋转电机;
34.所述旋转平台上沿圆周方向均匀设置有若干收料盒;
35.所述支撑板的底部设置有倾斜的导向滑台,所述导向滑台上设置导向滑道,所述导向滑道的上端口位于支撑板上第二通孔的正下方;烟支沿第二通孔下落时,导向滑道将烟支引导至相应的收料盒内。
36.本发明的有益效果是:
37.本发明能够检测烟支圆周表面、卷烟端面和滤嘴端面的外观质量缺陷以及卷烟端的空头质量缺陷;同时烟支导向组件确保烟支能够依靠自身重力垂直下落,提高烟支外观质量检测的可靠度和准确度;烟支表面外观检测组件通过相机分布配置,实现烟支圆周表面和烟支两端面的全部外观质量检测,提高烟支外观质量检测数据的准确性。
附图说明
38.构成本技术的一部分的说明书附图用来提供对本技术的进一步理解,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。
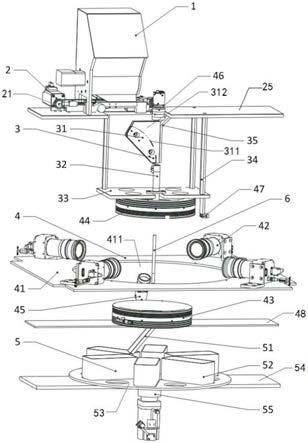
39.图1是本发明烟支外观离线质量检测装置的结构示意图;
40.图2是本发明中卷烟端空头检测组件的结构示意图;
41.图3是本发明导向管组件的结构示意图;
42.图4是本发明中烟支分选组件的结构示意图;
43.其中:
44.1-烟支分选组件,11-翻盖,12-储烟仓,13-滚筒,14-轴瓦,15-分选电机,16-导向板,17-填充棒,18-烟支分选槽;
45.2-卷烟端空头检测组件,21-推送机构,211-推送电机,212-推送主带轮,213-推送从带轮,214-推送皮带,215-推板,22-光电传感器,23-烟支旋转机构,231-旋转电机,232-导烟座,24-第一传感器,25-空头检测支撑架;
46.3-烟支导向组件,31-曲面导向组件,311-弧形导向板,312-曲面导向通道,32-导向管组件,321-导向管支座,322-轴环,323-平头定位销,33-底板,34-支柱,35-连接板;
47.4-烟支表面外观检测组件,41-相机平台,411-第一通孔,42-第一相机,43-第二环形光源,44-第一环形光源,45-第二相机,46-第三相机,47-第二传感器,48-支撑板;
48.5-分料组件,51-导向滑台,52-收料盒,53-旋转平台,54-分料台,55-旋转电机;
49.6-烟支。
具体实施方式
50.应该指出,以下详细说明都是例示性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
51.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式
也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
52.在本发明中,术语如“上”、“下”、“底”、“顶”等指示的方位或位置关系为基于附图所示的方位或位置关系,只是为了便于叙述本发明各部件或元件结构关系而确定的关系词,并非特指本发明中任一部件或元件,不能理解为对本发明的限制。
53.本发明中,术语如“相连”、“连接”等应做广义理解,表示可以是固定连接,也可以是一体地连接或可拆卸连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的相关科研或技术人员,可以根据具体情况确定上述术语在本发明中的具体含义,不能理解为对本发明的限制。
54.下面结合附图和实施例对本发明进一步说明。
55.如图1所示,一种烟支外观离线质量检测装置,包括机架;
56.所述机架上设置有用于缓存待检测烟支并将单支烟支输送至卷烟端空头检测组件2的烟支分选组件1;具体地,烟支分选组件1的底端与空头检测支撑架25固定连接;
57.所述卷烟端空头检测组件2设置在烟支分选组件1的下方;如图2所示,所述卷烟端空头检测组件2包括固定设置在机架1上的空头检测支撑架25,空头检测支撑架25上设置烟支旋转机构23;烟支旋转机构23包括与空头检测支撑架25进行转动配合的导烟座232,导烟座232的上表面设置有沿导烟座232长度方向延伸的弧形容纳槽,烟支分选组件1的出口端位于弧形容纳槽的正上方;导烟座232一侧的空头检测支撑架25上设置有用来对烟支卷烟端进行空头检测的光电传感器22;光电传感器22与中央控制器相连,检测时,光电传感器22正对烟支卷烟端发射红外光线,光电传感器22与烟支卷烟端端面距离不同时,反射的光亮强度也不同,其中当卷烟端空头时,光电传感器22与烟支卷烟端端面距离变大;通过采集反射的光亮强度,可判断烟支卷烟端是否存在空头缺陷;
58.所述卷烟端空头检测组件2的下方设置烟支导向组件3;所述烟支导向组件3将由弧形容纳槽处下落的烟支导向为竖直下落状态;
59.所述烟支导向组件3的下方设置烟支表面外观检测组件4;所述烟支表面外观检测组件4包括用来获取由烟支导向组件3处下落烟支的圆周表面图像以及两端面图像的成像机构;
60.所述烟支表面外观检测组件4的下方设置有用于对不同检测结果的烟支进行分类收集的分料组件5。
61.优选的,所述导烟座232的前、后外端面上设置有用来与空头检测支撑架25进行转动配合的水平转动轴;具体地,导烟座232的长度方向与水平转动轴相垂直,水平转动轴靠近导烟座232的左端;
62.所述空头检测支撑架25上设置旋转电机231,所述旋转电机231的输出轴与水平转动轴一端进行同轴固定连接。旋转电机231控制导烟座232绕水平转动轴转动。
63.优选的,所述空头检测支撑架25上设置有能够将弧形容纳槽内烟支向光电传感器22方向推动的推送机构21;
64.所述推送机构21包括推送电机211、推送主带轮212、推送从带轮213、推送皮带214、推板215;
65.所述推送电机211固定设置在空头检测支撑架25上,推送电机211的输出轴与推送
主带轮212进行同轴固定连接;推送从带轮213通过带轮支架设置在空头检测支撑架25上;推送主带轮212、推送从带轮213通过推送皮带214进行传动配合;推板215固定设置在推送皮带214上并能对弧形容纳槽内的烟支进行推送。
66.优选的,所述导烟座232上设置有能够感应弧形容纳槽内是否存在烟支的第一传感器24。
67.优选的,所述烟支导向组件3包括底板33,底板33的顶部通过若干根支柱34与空头检测支撑架25固定连接;
68.所述底板33的中部设置有沿竖直方向延伸的导向管组件32,导向管组件32内设置有上下贯通的竖直导向通道;
69.所述导向管组件32的上方设置曲面导向组件31,曲面导向组件31的一侧通过连接板35与空头检测支撑架25相连;所述曲面导向组件31内设置上下贯通的曲面导向通道312,曲面导向通道312的上端口位于导烟座232的下方、下端口位于竖直导向通道的正上方;所述曲面导向通道312内设置有用来将烟支导向为竖直状态的弧形导向板311。
70.优选的,如图3所示,所述导向管组件32包括导向管基座321,所述导向管基座321上设置有由若干轴环322组成的竖直导向管,相邻轴环322之间进行螺纹连接;竖直导向通道位于竖直导向管内;
71.所述导向管基座321与底板33固定连接。具体地,导向管基座321与底板33通过平头定位销323相连。
72.优选的,所述烟支表面外观检测组件4包括与机架固定连接的相机平台41,相机平台41的中部设置供烟支通过的第一通孔411;
73.所述成像机构包括用来获取烟支卷烟端面图像的第三相机46、用来获取烟支滤嘴端面图像的第二相机45以及若干用来获取烟支圆周表面图像的第一相机42;具体地,第一相机42、第二相机45、第三相机46均与中央控制器相连,第一相机42、第二相机45、第三相机46拍摄的图像信息发送至中央控制器的信息处理模块,信息处理模块进一步记录图像信息并且将接收到的图像信息与预设的烟支的外观进行比对处理,以判断图像中烟支的外观(如烟支表面的刺破、油斑、黄斑等缺陷等外观质量缺陷)是否合格;当烟支外观合格时最终收集到合格烟支的收料盒52内,当烟支外观不合格时最终收集到不合格烟支的收料盒52内;
74.若干第一相机42沿圆周方向均匀布置在相机平台41上;
75.所述相机平台41的下方设置有与机架固定连接的支撑板48,支撑板48上设置供烟支通过的第二通孔;所述第二相机45设置在支撑板48上;
76.所述第三相机46设置在空心检测支撑架25上,所述第三相机46的镜头沿竖直方向通过曲面导向通道312正对竖直导向通道的上端口,即第三相机46的镜头通过曲面导向通道312能直接拍摄竖直导向通道正下方烟支的卷烟端面。
77.优选的,所述底板33的底端设置有第一环形光源44,其中竖直导向管的下端穿过第一环形光源44;
78.所述支撑板48的上端设置有第二环形光源43;第一环形光源44、第二环形光源43起到照明作用。
79.优选的,所述第一环形光源44的下方一侧设置有用来感应烟支经过的第二传感器
47,所述第二传感器47通过支架固定设置在底板33的底端。
80.优选的,所述分料组件5包括与机架固定连接的分料台54;
81.所述分料台54的上部转动配合有旋转平台53,所述分料台54的底部设置有用来控制旋转平台53沿竖直轴进行转动的旋转电机55;
82.所述旋转平台53上沿圆周方向均匀设置有若干收料盒52;
83.所述支撑板48的底部设置有倾斜的导向滑台51,所述导向滑台51上设置导向滑道,所述导向滑道的上端口位于支撑板48上第二通孔的正下方;烟支6沿第二通孔下落时,导向滑道将烟支引导至相应的收料盒52内。
84.优选的,如图4所示,所述烟支分选组件1包括储烟仓12,所述储烟仓12的一侧设置有可开合的翻盖11;储烟仓12的底端与空头检测支撑架25固定连接;
85.所述储烟仓12的内部转动配合有滚筒13,滚筒13的外壁面上沿圆周方向均匀设置有若干烟支分选槽18,所述烟支分选槽18沿滚筒13的轴向方向延伸;所述滚筒13与用来控制其转动的分选电机15相连;
86.所述储烟仓12内固定设置有包围在滚筒13下部外壁面处的轴瓦14,轴瓦14与滚筒13外壁面之间留有转动空隙,该转动空隙既保证滚筒13的转动,又不会使烟支分选槽18内的烟支掉出;
87.所述轴瓦14的底部设置有出烟口,出烟口处设置有导向板16。
88.使用时,打开翻盖11,操作者手动把定量烟支整齐放入储烟仓12内,储烟仓12能够容纳一定数量常规烟支,避免操作者多次放置,达到缓存效果;放置烟支后,关闭翻盖11;准备就绪后,分选电机15带动滚筒13顺时针旋转,当滚筒13外壁面上的烟支分选槽18转出轴瓦14包围的范围时,储烟仓12内的烟支会落入该烟支分选槽18内;带有烟支的烟支分选槽18继续顺时针转动,直至转动至轴瓦14的包围范围内,最后转动到出烟口处,在出烟口处,该烟支分选槽18内的烟支通过出烟口在导向板16的导向作用下落入导烟座232内的弧形容纳槽内,从而实现单支烟自动分离。
89.其中滚筒13外壁面上的若干烟支分选槽18可以采用不同规格的,以便用来分选不同直径的烟支;当某一个或某几个烟支分选槽18不使用或者不适合分选的烟支规格时,将其用填充棒17填充。
90.一种烟支外观离线质量检测装置,其具体实施方式如下:
91.导烟座232的初始位置为水平状态;当第一传感器24检测到导烟座232内不存在烟支6时,烟支分选组件1将单支烟支输送至导烟座232内的弧形容纳槽内;当第一传感器24检测到导烟座232内存在烟支6时,推送电机211启动,在推送主带轮212、推送从带轮213、推送皮带214的传动配合下,推板215将烟支6沿弧形容纳槽向靠近光电传感器22的方向推送,直至到达光电传感器22的检测区域,随后光电传感器22瞬时检测烟支6的卷烟端是否存在空头等外观质量缺陷;
92.光电传感器22检测完毕之后,旋转电机231启动控制导烟座232顺时针向下转动(具体转动旋转30
°
),从而使导烟座232上的烟支6向下滑落至曲面导向通道312内;在曲面导向通道312内弧形导向板311的导向作用下,烟支6变为卷烟端朝上、滤嘴端朝下的竖直状态,并最终进入到竖直导向通道内;
93.在重力作用下由竖直导向通道内下落的烟支6进入到烟支表面外观检测组件4的
检测区域内;当第二传感器47检测到烟支6经过时,相机平台41上四周均匀分布安装的四个第一相机42开始采集烟支6圆周表面外观图像,第二相机45采集下部滤嘴端面的外观图像,第三相机46采集烟支6上部卷烟端的外观图像,从而实现对烟支6的外观的检测;
94.最终,烟支6沿相机平台41的第一通孔411、支撑板48的第二通孔下落至导向滑台51内的导向滑道内;当烟支6不存在空头且外观质量合格时,旋转电机55控制旋转平台53转动使收集合格烟支的收料盒52转动到导向滑台51下端,使合格的烟支收集到相应的收料盒52内;当烟支某一项质量不合格时,旋转电机55控制旋转平台53转动使收集该项不合格烟支的收料盒52转动到导向滑台51下端,使该项不合格的烟支收集到相应的收料盒52内。
95.本发明能够检测烟支圆周表面、卷烟端面和滤嘴端面的外观质量缺陷以及卷烟端的空头质量缺陷;同时烟支导向组件3确保烟支能够依靠自身重力垂直下落,提高烟支外观质量检测的可靠度和准确度;烟支表面外观检测组件4通过相机分布配置,实现烟支圆周表面和烟支两端面的全部外观质量检测,提高烟支外观质量检测数据的准确性。
96.上述虽然结合附图对本发明的具体实施方式进行了描述,但并非对本发明的限制,所属领域技术人员应该明白,在本发明的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本发明的保护范围以内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。