1.本实用新型属于模具技术领域,尤其涉及一种汽车零配件冲压用凸模结构。
背景技术:
2.冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。冲压模具的形式很多,冲模也依工作性质,模具构造,模具材料三方面来分类。
3.汽车底梁部分会用到外形呈“凸”字状的冲压零件,传统的冲压设备在冲压成型后,很难将冲压件从模具中取出,取件十分麻烦,劳动强度大。
4.因此,发明一种汽车零配件冲压用凸模结构显得非常必要。
技术实现要素:
5.为了解决上述技术问题,本实用新型提供一种汽车零配件冲压用凸模结构,以解决传统的冲压设备在冲压成型后,很难将冲压件从模具中取出,取件十分麻烦,劳动强度大的问题。
6.本实用新型所采用的技术方案为:
7.一种汽车零配件冲压用凸模结构,包括底模座,该底模座的上方固定安装有工作台;所述的工作台上端的两侧设置有安装架,两个所述的安装架内侧均活动连接有冲压模板;两个所述的冲压模板的正上方设置有冲压头,该冲压头固定安装在固定座的底部;所述的固定座上端与冲压气缸的推杆固定连接;所述的冲压气缸的上端与气缸安装顶座固定连接,该气缸安装顶座的两侧固定安装在支撑架上;两个所述的支撑架固定安装在底模座的后侧。
8.作为本实用新型的进一步技术方案,所述的冲压模板设置为阶梯状,该冲压模板与安装架通过转轴活动连接;所述的冲压模板设置有两个,且两个所述的冲压模板呈对称式设置。
9.作为本实用新型的进一步技术方案,所述的冲压头的底部设置为阶梯状,并与两个所述的冲压模板上的阶梯槽相配合。
10.作为本实用新型的进一步技术方案,所述的工作台的两侧固定安装有固定肋板,且固定肋板通过螺栓固定安装在底模座的上方。
11.作为本实用新型的进一步技术方案,所述的底模座和工作台内部的中间位置设置有便于脱模的脱模组件;所述的脱模组件包括外筒;所述的外筒内部设置有弹簧,并且在弹簧的上方设置有固定盘。
12.作为本实用新型的进一步技术方案,所述固定盘滑动连接在外筒内部,且在固定盘顶部的中间位置固定安装有顶杆;所述的顶杆贯穿至工作台的上方,并且位于两个所述的冲压模板的下方。
13.与现有技术相比,本实用新型具有如下有益效果:
14.(1)本实用新型中,在使用的时候,首先将待冲压的钢板放置在两个冲压模板的上方,随后打开手动换向阀控制冲压气缸动作,冲压气缸通过固定座带动冲压头向下冲压,在两个冲压模板的配合下实现了工件的冲压成型;
15.(2)本实用新型中,冲压成型后,将手动换向阀反向开启,冲压气缸通过固定座带动冲压头上移,此时弹簧根据自身的弹力向上弹起,并通过顶杆将两个冲压模板顶起,从而实现工件的脱模,结构简单,操作方便,极大的降低了人工劳动强度;
16.(3)本实用新型中,冲压头的底部设置为阶梯状,并与两个所述的冲压模板上的阶梯槽相配合,能够一次冲压成型,使得工件复合凸字形的标准。
附图说明
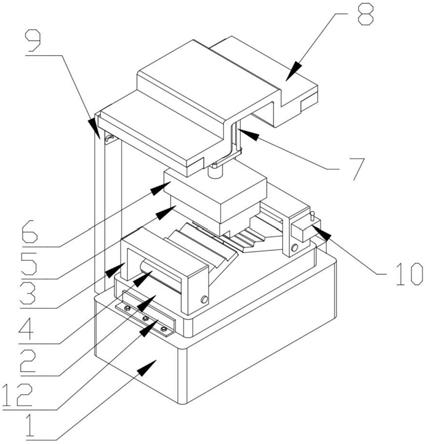
17.图1是本实用新型的立体结构的爆炸图;
18.图2是本实用新型中图1的右视图;
19.图3是本实用新型中图2的半剖视图;
20.图4是本实用新型中图3的a处放大示意图。
21.图中所示:1-底模座,2-工作台,3-安装架,4-冲压模板,5-冲压头,6-固定座,7-冲压气缸,8-气缸安装顶座,9-支撑架,10-手动换向阀,11-气控柜,12-固定肋板,13-脱模组件,131-外筒,132-弹簧,133-固定盘,134-顶杆。
具体实施方式
22.参阅图1至4所示,本实用新型实施例提供一种汽车零配件冲压用凸模结构,包括底模座1,该底模座1的上方固定安装有工作台2;所述的工作台2上端的两侧设置有安装架3,两个所述的安装架3内侧均活动连接有冲压模板4;两个所述的冲压模板4的正上方设置有冲压头5,该冲压头5固定安装在固定座6的底部;所述的固定座6上端与冲压气缸7的推杆固定连接;所述的冲压气缸7的上端与气缸安装顶座8固定连接,该气缸安装顶座8的两侧固定安装在支撑架9上;两个所述的支撑架9固定安装在底模座1的后侧。在使用的时候,首先将待冲压的钢板放置在两个冲压模板4的上方,随后打开手动换向阀10控制冲压气缸7动作,冲压气缸7通过固定座6带动冲压头5向下冲压,在两个冲压模板4的配合下实现了工件的冲压成型。
23.参阅图1至4所示,冲压模板4设置为阶梯状,该冲压模板4与安装架3通过转轴活动连接;所述的冲压模板4设置有两个,且两个所述的冲压模板4呈对称式设置;所述的冲压头5的底部设置为阶梯状,并与两个所述的冲压模板4上的阶梯槽相配合。能够一次冲压成型,使得工件复合凸字形的标准。
24.参阅图1至4所示,工作台2的两侧固定安装有固定肋板12,且固定肋板12通过螺栓固定安装在底模座1的上方;所述的底模座1和工作台2内部的中间位置设置有便于脱模的脱模组件13;所述的脱模组件13包括外筒131;所述的外筒131内部设置有弹簧132,并且在弹簧132的上方设置有固定盘133;所述的固定盘133滑动连接在外筒131内部,且在固定盘133顶部的中间位置固定安装有顶杆134;所述的顶杆134贯穿至工作台2的上方,并且位于两个所述的冲压模板4的下方。
25.在本实施例中,冲压成型后,将手动换向阀10反向开启,冲压气缸7通过固定座6带动冲压头5上移,此时弹簧132根据自身的弹力向上弹起,并通过顶杆134将两个冲压模板4顶起,从而实现工件的脱模,结构简单,操作方便,极大的降低了人工劳动强度。
26.本实用新型的工作原理为:
27.本实用新型在使用的时候,首先将待冲压的钢板放置在两个冲压模板4的上方,随后打开手动换向阀10控制冲压气缸7动作,冲压气缸7通过固定座6带动冲压头5向下冲压,在两个冲压模板4的配合下实现了工件的冲压成型;冲压成型后,将手动换向阀10反向开启,冲压气缸7通过固定座6带动冲压头5上移,此时弹簧132根据自身的弹力向上弹起,并通过顶杆134将两个冲压模板4顶起,从而实现工件的脱模,结构简单,操作方便,极大的降低了人工劳动强度;由于冲压头5的底部设置为阶梯状,并与两个所述的冲压模板4上的阶梯槽相配合,能够一次冲压成型,使得工件复合凸字形的标准。
28.利用本实用新型所述技术方案,或本领域的技术人员在本实用新型技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本实用新型的保护范围。
技术特征:
1.一种汽车零配件冲压用凸模结构,其特征在于:包括底模座(1),该底模座(1)的上方固定安装有工作台(2);所述的工作台(2)上端的两侧设置有安装架(3),两个所述的安装架(3)内侧均活动连接有冲压模板(4);两个所述的冲压模板(4)的正上方设置有冲压头(5),该冲压头(5)固定安装在固定座(6)的底部;所述的固定座(6)上端与冲压气缸(7)的推杆固定连接;所述的冲压气缸(7)的上端与气缸安装顶座(8)固定连接,该气缸安装顶座(8)的两侧固定安装在支撑架(9)上;两个所述的支撑架(9)固定安装在底模座(1)的后侧。2.如权利要求1所述的汽车零配件冲压用凸模结构,其特征在于:所述的冲压模板(4)设置为阶梯状,该冲压模板(4)与安装架(3)通过转轴活动连接;所述的冲压模板(4)设置有两个,且两个所述的冲压模板(4)呈对称式设置。3.如权利要求2所述的汽车零配件冲压用凸模结构,其特征在于:所述的冲压头(5)的底部设置为阶梯状,并与两个所述的冲压模板(4)上的阶梯槽相配合。4.如权利要求3所述的汽车零配件冲压用凸模结构,其特征在于:所述的工作台(2)的两侧固定安装有固定肋板(12),且固定肋板(12)通过螺栓固定安装在底模座(1)的上方。5.如权利要求4所述的汽车零配件冲压用凸模结构,其特征在于:所述的底模座(1)和工作台(2)内部的中间位置设置有便于脱模的脱模组件(13);所述的脱模组件(13)包括外筒(131);所述的外筒(131)内部设置有弹簧(132),并且在弹簧(132)的上方设置有固定盘(133)。6.如权利要求5所述的汽车零配件冲压用凸模结构,其特征在于:所述固定盘(133)滑动连接在外筒(131)内部,且在固定盘(133)顶部的中间位置固定安装有顶杆(134);所述的顶杆(134)贯穿至工作台(2)的上方,并且位于两个所述的冲压模板(4)的下方。
技术总结
本实用新型提供一种汽车零配件冲压用凸模结构,在使用的时候,首先将待冲压的钢板放置在两个冲压模板的上方,随后打开手动换向阀控制冲压气缸动作,冲压气缸通过固定座带动冲压头向下冲压,在两个冲压模板的配合下实现了工件的冲压成型;冲压成型后,将手动换向阀反向开启,冲压气缸通过固定座带动冲压头上移,此时弹簧根据自身的弹力向上弹起,并通过顶杆将两个冲压模板顶起,从而实现工件的脱模,结构简单,操作方便,极大的降低了人工劳动强度;由于冲压头的底部设置为阶梯状,并与两个所述的冲压模板上的阶梯槽相配合,能够一次冲压成型,使得工件复合凸字形的标准。使得工件复合凸字形的标准。使得工件复合凸字形的标准。
技术研发人员:汪玉群
受保护的技术使用者:武汉圣贝斯特五金配件有限公司
技术研发日:2021.10.30
技术公布日:2022/4/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
