1.本技术涉及固化烘箱技术领域,尤其是涉及一种新型的多层抽屉式涂胶固化烘箱。
背景技术:
2.在产品的表面涂层定型加工工艺中,通常需要利用涂胶固化烘箱对产品的表面涂层进行烘干定型。
3.现有的涂胶固化烘箱通常包括箱体、安装于箱体侧壁的热烘干系统以及多层间隔布置于箱体内腔且用于放置产品的托架。工作时,热烘干系统发热以对托架承托的产品的表面涂层进行烘干定型。为了提高烘干效果,现有的涂胶固化烘箱还包括安装于箱体侧壁的热风循环系统,热风循环系统能够使箱体内腔的空气循环流动,以提高烘干效果。
4.但是,现有的涂胶固化烘箱的热风循环系统在使用过程中,空气循环流动的路径相对集中,各层承托的产品受热均匀性不足,容易出现部分产品的表面涂层已经固化、另外部分产品的表面涂层未固化的情况,影响产品质量;因此,可作进一步改善。
技术实现要素:
5.为了提高产品质量,本技术提供一种新型的多层抽屉式涂胶固化烘箱。
6.本技术的上述目的是通过以下技术方案得以实现的:
7.一种新型的多层抽屉式涂胶固化烘箱,包括箱体、热烘干系统、热风循环系统以及多层间隔布置于箱体内腔的托架,所述箱体侧壁设有与箱体内腔相连通的加热腔室,所述热风循环系统安装于加热腔室,所述箱体内壁设有多组与托架一一相对应的热风通道,每组所述热风通道均与加热腔室相连通,且每组所述热风通道朝向托架一侧均开设有出风口。
8.通过采用上述技术方案,当热风循环系统运行时,箱体内腔的热空气被抽送至加热腔室,加热腔室的热空气沿多组热风通道循环流转至箱体内腔,且加热腔室的热空气沿多组热风通道的出风口分别作用于多层托架,使多层托架之间的受热更加均匀,降低层与层之间的温度差异,以提高产品质量。
9.可选的,每组所述热风通道均包括左风道以及右风道,所述左风道与右风道分别设置于箱体内壁相对设置的两侧,且所述左风道朝向托架一侧以及右风道朝向托架一侧均开设有多个间隔布置的出风口。
10.通过采用上述技术方案,每组热风通道的左风道与右风道分别设置于箱体内壁相对设置的两侧,使每组热风通道的左风道与右风道的出风口分别在相对应托架的两侧进行热空气的循环流转,使每层托架的各个区域之间的受热更加均匀,降低同一层面的各个区域之间的温度差异,以提高产品质量。
11.可选的,沿远离加热腔室方向,相邻两个所述出风口的间距逐步减小。
12.通过采用上述技术方案,沿远离加热腔室方向,左风道与右风道内的热量逐步下
降,通过使相邻两个出风口的间距逐步减小,使热量的循环流转更加均匀,从而使每层托架的各个区域之间的受热更加均匀,降低同一层面的各个区域之间的温度差异,以提高产品质量。
13.可选的,每层所述托架均包括承托部、抽拉部以及挡板部,所述箱体侧壁开设有与承托部一一相对应的抽屉口,所述承托部滑动推拉设置于相对应的抽屉口,所述抽拉部设置于承托部一侧,且在承托部滑动推入箱体内腔时,所述抽拉部封盖于抽屉口,所述挡板部设置于承托部远离抽拉部一侧,且在承托部滑动拉出箱体内腔时,所述挡板部封盖于抽屉口。
14.通过采用上述技术方案,抽拉部固定设置于承托部的前侧,以供操作者通过抽拉部对承托部进行滑动推拉,且在承托部承载产品完全滑动推入箱体内腔时,抽拉部封盖于抽屉口,以降低箱体内腔的热量流失;挡板部固定设置于承托部后侧,以随承托部进行滑动推拉,且在承托部承载产品完全滑动拉出箱体内腔时,挡板部封盖于抽屉口,以降低箱体内腔的热量流失。
15.可选的,所述加热腔室内腔设有用于将其分隔形成多个独立腔室的隔板,多组所述热风通道分批且分别与多个独立腔室相连通;所述热风循环系统包括多组与独立腔室一一相对应的热风循环装置。
16.通过采用上述技术方案,将加热腔室内腔分隔形成多个独立腔室,并通过多组热风循环装置以及多组热风通道分批带动箱体内腔的空气循环流动,能够有效防止上下窜温的情况发生。
17.可选的,所述热风循环装置包括位于独立腔室内腔的风轮以及驱动件,所述驱动件安装于独立腔室一侧且用于驱动风轮转动。
18.通过采用上述技术方案,驱动件驱动风轮转动以实现将箱体内腔的热空气抽送至加热腔室。
19.可选的,每个所述独立腔室内腔均设有发热件。
20.通过采用上述技术方案,发热件能够对热量作一定的补充,提高烘干效果,提高产品质量。
21.可选的,所述抽屉口朝向抽拉部一侧设有密封条。
22.通过采用上述技术方案,在抽拉部封盖于抽屉口时,抽拉部与密封条相抵接,以提高托架与抽屉口之间的密闭性,降低箱体内腔的热量流失。
23.综上所述,本技术至少包括以下有益技术效果:
24.当热风循环系统运行时,箱体内腔的热空气被抽送至加热腔室,加热腔室的热空气沿多组热风通道循环流转至箱体内腔,且加热腔室的热空气沿多组热风通道的出风口分别作用于多层托架,使多层托架之间的受热更加均匀,降低层与层之间的温度差异,以提高产品质量;
25.每组热风通道的左风道与右风道分别设置于箱体内壁相对设置的两侧,使每组热风通道的左风道与右风道的出风口分别在相对应托架的两侧进行热空气的循环流转,使每层托架的各个区域之间的受热更加均匀,降低同一层面的各个区域之间的温度差异,以提高产品质量;
26.沿远离加热腔室方向,左风道与右风道内的热量逐步下降,通过使相邻两个出风
口的间距逐步减小,使热量的循环流转更加均匀,从而使每层托架的各个区域之间的受热更加均匀,降低同一层面的各个区域之间的温度差异,以提高产品质量。
附图说明
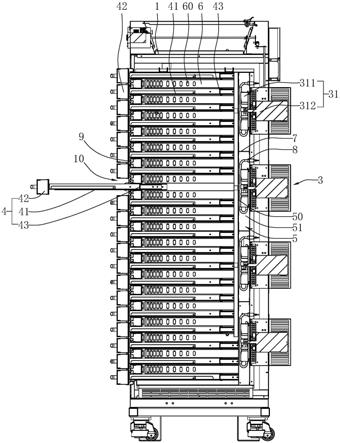
27.图1是本技术的整体结构示意图。
28.图2是本技术的竖向剖切结构示意图。
29.图3是本技术的横向剖切结构示意图。
30.附图标记说明:1、箱体;10、抽屉口;3、热风循环系统;31、热风循环装置;311、风轮;312、驱动件;4、托架;41、承托部;42、抽拉部;43、挡板部;5、加热腔室;50、网孔组;51、独立腔室;6、热风通道;60、出风口;61、左风道;62、右风道;7、隔板;8、发热件;9、密封条。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.本技术实施例公开一种新型的多层抽屉式涂胶固化烘箱。
33.参照图1、2,新型的多层抽屉式涂胶固化烘箱包括箱体1、热烘干系统、热风循环系统3以及多层托架4;其中,箱体1呈矩形体结构,箱体1前侧开设有多个沿竖向等距间隔布置的抽屉口10;多层托架4与多个抽屉口10一一相对应,每层托架4均滑动推拉设置于相对应的抽屉口10,以在箱体1内腔形成多层沿竖向等距间隔布置的托架4,用于放置产品;热烘干系统安装于箱体1侧壁且用于产生热量(图未示出),使箱体1内腔升温,以对产品的表面涂层进行烘干定型;热风循环系统3安装于箱体1侧壁且用于带动箱体1内腔的空气循环流动,以提高烘干效果。
34.具体的,在本实施例中,每层托架4均包括承托部41、抽拉部42以及挡板部43;其中,承托部41呈网状结构,以用于承载产品,承托部41的左右两侧分别通过预设的抽屉滑轨滑动设置于箱体1内壁的左右两侧,以实现托架4在抽屉口10的滑动推拉;抽拉部42固定设置于承托部41的前侧,以供操作者通过抽拉部42对承托部41进行滑动推拉,且在承托部41承载产品完全滑动推入箱体1内腔时,抽拉部42封盖于抽屉口10,以降低箱体1内腔的热量流失;挡板部43固定设置于承托部41后侧,以随承托部41进行滑动推拉,且在承托部41承载产品完全滑动拉出箱体1内腔时,挡板部43封盖于抽屉口10,以降低箱体1内腔的热量流失。
35.在本实施例中,箱体1后壁设有加热腔室5,加热腔室5与箱体1内腔相互独立,且加热腔室5与箱体1内腔之间通过多组预设的网孔组50相连通,热风循环系统3安装于加热腔室5且用于将箱体1内腔的空气抽送至加热腔室5。
36.参照图2、3,在本实施例中,箱体1内壁设有多组热风通道6,多组热风通道6与多层托架4一一相对应,每组热风通道6均包括左风道61以及右风道62,左风道61与右风道62分别水平固定设置于箱体1内壁的左右两侧,即,左风道61与右风道62分别位于相对应的托架4的左右两侧;每组热风通道6的左风道61一端以及右风道62一端均与加热腔室5相连通,每组热风通道6的左风道61朝向托架4一侧以及右风道62朝向托架4一侧均开设有多个间隔布置的出风口60,且沿远离加热腔室5方向,相邻两个出风口60的间距逐步减小。
37.当热风循环系统3运行时,箱体1内腔的热空气被抽送至加热腔室5,加热腔室5的热空气沿多组热风通道6循环流转至箱体1内腔,且加热腔室5的热空气沿多组热风通道6的
出风口60分别作用于多层托架4,使多层托架4之间的受热更加均匀,降低层与层之间的温度差异,以提高产品质量。
38.每组热风通道6的左风道61与右风道62分别设置于箱体1内壁相对设置的两侧,使每组热风通道6的左风道61与右风道62的出风口60分别在相对应托架4的两侧进行热空气的循环流转,使每层托架4的各个区域之间的受热更加均匀,降低同一层面的各个区域之间的温度差异,以提高产品质量。
39.沿远离加热腔室5方向,左风道61与右风道62内的热量逐步下降,通过使相邻两个出风口60的间距逐步减小,使热量的循环流转更加均匀,从而使每层托架4的各个区域之间的受热更加均匀,降低同一层面的各个区域之间的温度差异,以提高产品质量。
40.在本实施例中,加热腔室5内腔设有单个/多个隔板7,用于将加热腔室5内腔分隔形成多个独立腔室51;具体的,本实施例中设有三个隔板7,三个隔板7沿竖向等距间隔布置,以将加热腔室5内腔分隔形成四个沿竖向排列布置的独立腔室51。多组热风通道6分批且分别与多个独立腔室51相连通;具体的,本实施例中设有二十组热风通道6,二十组热风通道6分为四个批次,分别与四个独立腔室51相连通。热风循环系统3包括多组与独立腔室51一一相对应的热风循环装置31;具体的,本实施例中的热风循环系统3包括四组热风循环装置31,四组热风循环装置31分别安装于四个独立腔室51。连通于加热腔室5与箱体1内腔之间的网孔组50相设有四组,四组网孔组50与四组热风循环装置31位置一一相对应设置。
41.将加热腔室5内腔分隔形成多个独立腔室51,并通过多组热风循环装置31以及多组热风通道6分批带动箱体1内腔的空气循环流动,能够有效防止上下窜温的情况发生。
42.每组热风循环装置31均包括风轮311以及驱动件312;其中,本实施例中的驱动件312为电机,风轮311位于独立腔室51内腔且与网孔组50位置相对应设置,驱动件312安装于独立腔室51一侧,驱动件312的输出轴延伸至独立腔室51内腔且与风轮311固定连接。
43.在本实施例中,每个独立腔室51内腔均设有发热件8,本实施例中的发热件8为电热丝。发热件8能够对热量作一定的补充,提高烘干效果,提高产品质量。
44.在本实施例中,抽屉口10朝向抽拉部42一侧设有密封条9,且在抽拉部42封盖于抽屉口10时,抽拉部42与密封条9相抵接,以提高托架4与抽屉口10之间的密闭性,降低箱体1内腔的热量流失。
45.实施原理:当热风循环系统3运行时,箱体1内腔的热空气被抽送至加热腔室5,加热腔室5的热空气沿多组热风通道6循环流转至箱体1内腔,且加热腔室5的热空气沿多组热风通道6的出风口60分别作用于多层托架4,使多层托架4之间的受热更加均匀,降低层与层之间的温度差异,以提高产品质量。而每组热风通道6的左风道61与右风道62的出风口60分别在相对应托架4的两侧进行热空气的循环流转,使每层托架4的各个区域之间的受热更加均匀,降低同一层面的各个区域之间的温度差异,以提高产品质量。
46.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之上内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。