1.本发明涉及计量检定技术领域,更具体地,涉及一种烟条剔除装置。
背景技术:
2.原机gdx1与focke350s包装机从条盒透明纸包装机到烟条提升器入口处,几乎没有任何检测系统,为避免产生连续的条盒外观、透明纸、拉线等缺陷烟条直到装箱机处才被发现,引发的烟条提升通道上留存大量的缺陷烟条,目前安装利用局部外观质量检测,如拉线搭口、烟条侧面透明纸折叠不良、条盒纸破损、烟条缺包检测等,因为无剔除装置,因此检测系统发现问题后会报警并停机,提示操作人员进行缺陷烟条的检查,条盒纸包装机频发停机,因为包装机联动程序导致小包透明纸包装机、小盒包装机的停机,设备从新启动后,将剔除几包烟,避免小包商标纸不粘或者透明纸表面被高温熨烫变形。
3.现有技术中,在条盒包装机出口通道两侧挡板处,开设一定宽度的缺口,并安装双杆剔除气缸,利用压缩空气对缺陷的烟条进行剔除。首先开设的缺口,烟条由于皮带所提供的初始速度,在剔除气缸的作用下会倾斜一定角度,如果触碰到该缺口,不能利用两侧挡板对其校正角度的话,烟条会斜着挡在两侧挡板中间,造成美容器出口堵塞。其次,双杆气缸的动作要求较快,否者影响后续烟条通过剔除口,气缸与烟条的碰撞可能导致与气缸接触的烟包的烟支发生变形。最后,剔除口开设大约为1.5倍烟条的宽度,如果是条盒包裹不严,气缸在推送过程中,烟包可能遗漏在通道内,或者烟条碰撞在输出通道挡板上。
4.因此,如何提供一种在设备不停机的情况下,对有缺陷的烟条进行有效剔除的装置成为本领域亟需解决的技术难题。
技术实现要素:
5.本发明的目的是提供一种烟条剔除装置,在设备不停机的情况下,对有缺陷的烟条进行剔除,同时也能作为取样装置使用。
6.根据本发明的一方面,提供了一种烟条剔除装置,包括输送通道和摆动气缸;
7.烟条沿着所述输送通道进行输送,所述摆动气缸设置在所述输送通道尾端的一侧,且所述摆动气缸的输出端连接有转动杆,所述转动杆上连接有限位挡板,所述限位挡板横在所述输送通道的尾端上;
8.所述输送通道远离所述摆动气缸的另一侧开设有提升通道或转向通道,提升通道或所述转向通道用于输送合格的烟条,所述限位挡板用于阻挡合格的烟条移出所述输送通道;当所述输送通道内存在不合格的烟条时,所述摆动气缸能够驱动所述限位挡板向上转动,以使得不合格的烟条移出所述输送通道。
9.可选地,根据本发明的烟条剔除装置,所述输送通道包括输送皮带和轨道挡板,所述输送皮带能够带动所述烟条朝向其尾端输送,所述轨道挡板设置在所述输送皮带的两侧;所述摆动气缸通过螺栓连接在其中一侧的轨道挡板上。
10.可选地,根据本发明的烟条剔除装置,所述轨道挡板上还设有接近开关,所述接近
开关用于感应不合格的烟条的位置。
11.可选地,根据本发明的烟条剔除装置,所述接近开关与所述摆动气缸设置在同一侧的轨道挡板上。
12.可选地,根据本发明的烟条剔除装置,所述转动杆与所述输送皮带的输送方向相互平行,所述限位挡板与所述输送皮带的输送方向相互垂直。
13.可选地,根据本发明的烟条剔除装置,所述转动杆与所述限位挡板通过键槽配合,以限制所述限位挡板的径向位移;
14.所述转动杆上还设有紧定螺丝,所述紧定螺丝的端部与所述限位挡板相互抵触,以限制所述限位挡板的轴向移动。
15.可选地,根据本发明的烟条剔除装置,所述摆动气缸带动所述限位挡板向上转动的角度为90
°
至120
°
之间。
16.可选地,根据本发明的烟条剔除装置,所述输送通道的尾端还设有容纳箱,所述容纳箱用于收集不合格的烟条。
17.可选地,根据本发明的烟条剔除装置,还包括气管喷头和电磁阀,所述气管喷头设置在两侧的轨道挡板上,所述电磁阀通过气管与所述气管喷头连接,所述气管喷头的喷气方向倾斜朝向所述输送通道的尾端。
18.可选地,根据本发明的烟条剔除装置,所述气管喷头与所述轨道挡板之间的夹角为30
°
至45
°
之间。
19.本发明在设备不停机的情况下,对有缺陷的烟条进行剔除,同时也能作为取样装置使用。另外,结合外部检测设备的要求,剔除某特定的烟条,或者完成计数或者计时自动取样的功能,避免条烟包装机频繁停机或者推杆剔除装置对烟条地二次撞击迫使,不会因裹包不严的烟条产生剔除不干净引发的停机处理。
20.通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
附图说明
21.被结合在说明书中并构成说明书的一部分的附图示出了本发明的实施例,并且连同其说明一起用于解释本发明的原理。
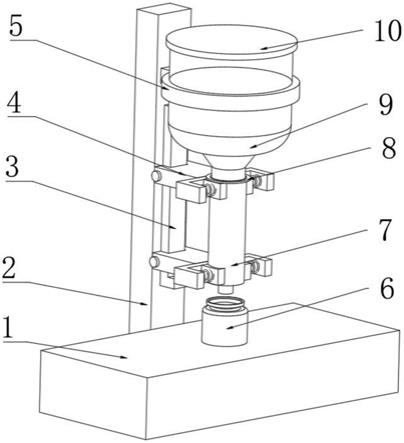
22.图1为本发明所公开的烟条剔除装置的结构示意图;
23.图2为本发明所公开的烟条剔除装置的工作示意图。
24.附图标记说明:1、气管喷头;2、螺栓;3、摆动气缸;4、转动杆;5、紧定螺丝;6、限位挡板;7、容纳箱;8、接近开关;9、烟条、10、输送皮带;11、轨道挡板。
具体实施方式
25.现在将参照附图来详细描述本发明的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。
26.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。
27.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
28.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
29.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
30.根据图1和图2所示,本发明提供了一种烟条剔除装置,包括输送通道和摆动气缸3。
31.烟条9沿着输送通道进行输送,摆动气缸3设置在输送通道尾端的一侧,且摆动气缸3的输出端连接有转动杆4,转动杆4上连接有限位挡板6,限位挡板6横在输送通道的尾端上。
32.输送通道远离摆动气缸3的另一侧开设有提升通道或转向通道,提升通道或转向通道用于输送合格的烟条9,限位挡板6用于阻挡合格的烟条9移出输送通道;当输送通道内存在不合格的烟条9时,摆动气缸3能够驱动限位挡板6向上转动,以使得不合格的烟条9移出输送通道。
33.在实施时,通过外部的检测设备对烟条9进行外观检测,检测设备与控制台电连接,并将检测信号实时输送给控制台;控制台还与摆动气缸3电连接,当检测设备检测到存在缺陷的烟条9时,控制台驱动摆动气缸3转动,从而将横在输送通道上的限位挡板6提升,不合格的烟条9在初始速度下冲出输送通道;若未检测到存在缺陷的烟条9,限位挡板6将持续性地横在输送通道上,以防止合格的烟台冲出输送通道,然后在提升通道或者转向通道的作用下,将合格的烟台输送至下一工序。在设置时,为了避免对合格烟台的表面造成碰撞,限位挡板6面向输送通道的一侧设有橡胶垫或者泡沫垫,以降低对烟条9的冲击。另外,本发明除了可以用于剔除某特定的烟条9,还可以完成计数或者计时自动取样的功能,通过记录摆动气缸3的转动次数,判定在设定时间内,输送烟条9的数量。或者在烟条的输送过程中,工作人员驱动摆动气缸3运行,对冲出的烟条9进行取样。
34.进一步地,输送通道包括输送皮带10和轨道挡板11,输送皮带10能够带动烟条9朝向其尾端输送,轨道挡板11设置在输送皮带10的两侧;摆动气缸3通过螺栓2连接在其中一侧的轨道挡板11上。如图1所示,烟条9通过输送皮带10进行输送,两侧的轨道挡板11对烟条9的输送进行导向以及限位,防止烟条9偏移输送通道。
35.再进一步地,轨道挡板11上还设有接近开关8,接近开关8用于感应不合格的烟条9的位置。在实施时,接近开关8与控制台电连接,现有技术中,一般的检测设备与摆动气缸3存在一定的间隙,从而预留给摆动气缸3足够的转动时间,为了便于更好的控制摆动气缸3的转动,在轨道挡板11上设置接近开关8。通过检测设备检测到存在缺陷的烟条9后,控制台发出剔除指令,控制台可以利用移位寄存程序记录该烟条9运动规律,当缺陷烟条9即将到输送通道尾端的时候,接近开关8检测到缺陷烟条9到剔除工位。于是,控制台驱动摆动气缸3带动转动杆4转动,限位挡板6提升,存在缺陷的烟条9冲出输送通道。
36.再进一步地,接近开关8与摆动气缸3设置在同一侧的轨道挡板11上。由于轨道挡板11的一侧设有合格烟条9输送的转向通道或者提升通道,其缺口处不便于安装接近开关8。并且,摆动气缸3带动限位挡板6转动需要一定的时间,根据输送皮带10的速率以及限位
挡板6的转动时间,调节接近开关8与摆动气缸3之间的距离,从而起到精确地把控。
37.再进一步地,转动杆4与输送皮带10的输送方向相互平行,限位挡板6与输送皮带10的输送方向相互垂直。
38.再进一步地,转动杆4与限位挡板6通过键槽配合,以限制限位挡板6的径向位移;转动杆4上还设有紧定螺丝5,紧定螺丝5的端部与限位挡板6相互抵触,以限制限位挡板6的轴向移动。通过键槽和紧定螺丝5对限位挡板6和转动杆4之间的连接关系进行限制,从而保证转动杆4在摆动气缸3的作用下转动时,限位挡板6能够随之转动。
39.再进一步地,摆动气缸3带动限位挡板6向上转动的角度为90
°
至120
°
之间,使得限位挡板6完全地转动至轨道挡板11的外侧,避免烟条9与限位挡板6之间存在任何接触的可能性。
40.进一步地,输送通道的尾端还设有容纳箱7,容纳箱7用于收集不合格的烟条9。通过容纳箱7对烟条9进行统一收集并处理,以防止烟条9内的烟包受损。
41.进一步地,还包括气管喷头1和电磁阀,气管喷头1设置在两侧的轨道挡板11上,电磁阀通过气管与气管喷头1连接,气管喷头1的喷气方向倾斜朝向输送通道的尾端。本发明利用“一通二”气管连接插头引入压缩空气,再通过“一通二”气管连接插头分成两路气源,其中一路通过节流阀、两位三通电磁阀,再利用“一通二”气管接入到气管喷头1,气管喷头1设置在两侧的轨道挡板11内,并于烟条9运动方向形成倾斜夹角,另一路通过节流阀、两位四通电磁阀接入摆动气缸3,以达到驱动摆动气缸3转动的技术目的,并且摆动气缸3的转动和气管喷头1的冲压可以同时进行,通过气管喷头1对存在缺陷的烟条9进行气压冲击,使得该烟条9在输送皮带10的初始速度下增加额外的加速度,保证该烟条9能够加速冲出输送通道,避免转向通道或者提升通道对该烟条9施加另一个偏向的作用力。
42.再进一步地,气管喷头1与轨道挡板11之间的夹角为30
°
至45
°
之间。在实施时,如图1所示,两侧的气管喷头1倾斜设置并且相互对称,同时对烟条9的两端进行倾斜的气压冲击,根据对力的分解,两个相对的作用力相互抵消,另一作用力共同推动烟条9朝向容纳箱7的方向移动。
43.通过检测设备检测到存在缺陷的烟条9后,控制台发出剔除指令,控制台可以利用移位寄存程序记录该烟条9运动规律,当缺陷烟条9即将到输送通道尾端的时候,接近开关8检测到缺陷烟条9到剔除工位时。两位四通电磁阀得电,摆动气缸3向上转动90度,进而带动限位挡板6旋转90度,二位三通电磁阀得电,压缩空气通过气管喷头1,作用在烟条9后侧两端,由于下面输送皮带10一直在运行,加速存在缺陷的烟条9脱离输送通道,落入容纳箱7。二位三通电磁阀失电,气管喷头1断气;二位四通电磁阀失电,摆动气缸3向下转动90度,进而带动挡板旋转90度,挡住合格的烟条9,迫使合格的烟条9进入到提升通道或者转向通道。
44.虽然已经通过例子对本发明的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本发明的范围。本领域的技术人员应该理解,可在不脱离本发明的范围和精神的情况下,对以上实施例进行修改。本发明的范围由所附权利要求来限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。