1.本发明涉及涂覆机技术领域,具体为一种基于参数化控涂覆流量调整的系统。
背景技术:
2.目前涂覆机使用方法为将涂覆液注入涂覆液槽中进行加工,长时间加工造成涂覆液分层,但是由于温度过高和环保问题,需要在密封空间内进行加工,不能人为搅拌涂覆液使其不分层,同时加工件涂覆完成之后不清楚是否合格还需要人为进行二次判定,费时费力,因此,设计实用性强和自动搅拌的一种基于参数化控涂覆流量调整的系统是很有必要的。
技术实现要素:
3.本发明的目的在于提供一种基于参数化控涂覆流量调整的系统,以解决上述背景技术中提出的问题。
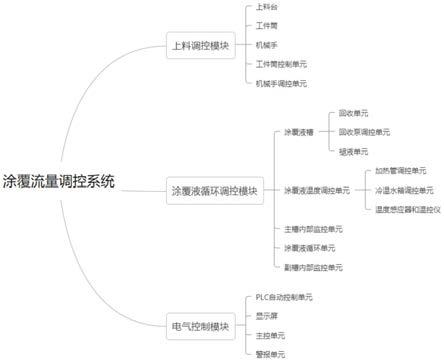
4.为了解决上述技术问题,本发明提供如下技术方案:一种基于参数化控涂覆流量调整的系统,包括涂覆流量调控系统,所述涂覆流量调控系统包括有上料调控模块、涂覆液循环调控模块和电气控制模块,所述上料调控模块包括有上料台、工件筒、机械手、工件筒控制单元和机械手调控单元,所述涂覆液循环调控模块包括有涂覆液槽、涂覆液温度调控单元、主槽内部监控单元、涂覆液循环单元和副槽内部监控单元,所述涂覆液温度调控单元包括有加热管调控单元、冷温水箱调控单元、温度感应器和温控仪,所述涂覆液槽包括有回收单元、回收泵调控单元和褪液单元,所述电气控制模块包括有plc自动控制单元、显示屏、主控单元和警报单元。
5.根据上述技术方案,所述上料台运行检查流程:
6.(1)冷温水箱制冷动作是否正常;
7.查看显示屏上的制冷开关是否打开,若是制冷开关亮红灯,则表示制冷正常且警报单元不启动;
8.(2)冷温水箱的泵压阀是否运行正常;
9.查看显示屏上的泵压阀是否打开,若是泵压阀开关亮红灯,则表示泵压正常且警报单元不启动;
10.(3)冷温水箱的水位是否正常;
11.将冷温水箱装水至溢流口处,每周查看一次水位并进行添加,添加水为纯净水或者蒸馏水,同时确认显示屏上的管道压力为0.2-0.5bar;
12.(4)装置各部分是否漏液;
13.涂覆液循环单元实时监测管道中的涂覆液是否泄漏,冷温水箱调控单元实时监测冷却水是否泄漏,最后目视观察地面有无液体泄漏;
14.(5)机械手是否正常运转;
15.每月检查机械手一次,查看螺栓是否松动,传感器位置是否偏移。
16.根据上述技术方案,所述上料台、涂覆液槽、工件筒的运行流程:
17.将加工件放置进入工件筒中,机械手调控单元监测到工件筒中放置有物体,驱动机械手夹紧工件筒并下降至涂覆液槽中,密闭涂覆液槽使得工件筒处于密封空间内;
18.待到机械手下降到底则发送指令到工件筒控制单元,工件筒控制单元驱动工件筒锁紧机械手中的电机输出轴;
19.电机输出轴被锁紧后,涂覆液循环单元接收指令,涂覆液通过泵压抽取开始进入工件筒内,此时涂覆液的流动方向为:副槽进入主槽,副槽为涂覆液储存槽,主槽为工件筒加工槽;
20.主槽内部监控单元实时监控主槽内部的涂覆液量,将主槽可容纳涂覆液量设定为v
主槽
,分为v1-v12共计十二个层级,v1表示主槽所需涂覆液量最少,v12表示主槽所需涂覆液量最多,根据工件筒内的加工件数量的进行匹配,人为在显示屏上输入加工件数量,则自动匹配得出此次所需涂覆液量。
21.根据上述技术方案,所述涂覆液循环单元运行流程:
22.涂覆液的循环由涂覆液循环单元、回收泵调控单元、主槽和副槽组成;
23.当涂覆液溢出副槽进入主槽后,主槽内部监控单元实时监测主槽内部的涂覆液量,达到所在层级涂覆液量即立即停止增加涂覆液,开始对加工件进行涂覆;
24.设定初始涂覆时间为t
初始
,分为t
初始1-t
初始7
,t
初始1
表示初始涂覆时间最短,t
初始7
表示初始涂覆时间最长,初始涂覆时间设定由加工件涂覆标准判定,加工件的涂覆标准常规分为1级-7级,1级表示加工件的涂覆层最薄,7级表示加工件的涂覆层最厚,涂覆标准由人为预先输入进显示屏,达到初始涂覆时间后回收泵调控单元接收运行指令,驱动回收泵吸取主槽内的涂覆液,吸取路径为由下而上再进入主槽内部,主槽上端通过螺旋增压泵对吸取上来的涂覆液施加压力,再将吸入的涂覆液压出,进入主槽,此过程中涂覆液被排出时压力大会对主槽内部的涂覆液产生搅动作用,起到搅拌涂覆液的效果,由于排出力度大起到搅拌涂覆液的作用,实现涂覆液的混合均匀,此回收泵为涂覆液增压泵,不产生沉淀现象;
25.回收泵共计有两个,另一个为涂覆液循环泵,涂覆液循环泵通过回收泵调控单元调控将主槽内部的涂覆液排进副槽内部,再经由涂覆液循环泵排进主槽内部,此过程中副槽内部监控单元实时监测副槽内部的涂覆液量,限定副槽内部的涂覆液量,使得循环过程中副槽进入主槽的涂覆液量始终与主槽被吸入副槽的涂覆液量保持一致。
26.根据上述技术方案,所述涂覆液循环的具体设定:
27.设定涂覆液循环泵的吸取力度为f
吸取
,分为f1-f12,f1表示涂覆液循环泵吸取力度最小,f12表示涂覆液循环泵吸取力度最大,当涂覆液量少时,涂覆液循环泵的力度小,避免回收力度大在短时间内将涂覆液全部吸光,涂覆液被吸取至副槽再被排放至主槽需要一段时间,此段时间内需要保证涂覆液槽内部具有稳定量的涂覆液,继而f1-f12与v1-v12一一对应;
28.设定涂覆液循环泵的容积为v
泵管
,分为v
泵管1-v
泵管12
,v
泵管1
表示涂覆液循环泵吸取力度最小时泵管内存有的涂覆液量,v
泵管12
表示涂覆液循环泵吸取力度最大时泵管内存有的涂覆液量,在涂覆液循环泵运行时,同时从副槽之中预先排出v
泵管
量的涂覆液进入主槽中作为预排量,保证主槽中的涂覆液量维持不变,涂覆液增压泵的涂覆液内存有量少,可忽而略不计。
29.根据上述技术方案,所述涂覆液温度调控单元运行流程:
30.涂覆液温度调控单元用于维持涂覆液槽内的温度;
31.加热方式分为加热管加热和冷温水箱加热两种方式;
32.冷温水箱内部安装有蒸发装置和电加热装置,冷温水箱与涂覆液槽为套设结构,冷温水箱的内部安装有水管,涂覆液槽与水管紧密贴合,冷温水箱制得一定温度的水通过水管循环再次回到冷温水箱内部,水流通过水管过程对涂覆液槽进行保温,水温的控制分别由蒸发装置和电加热装置通过热电阻传递过来的信号自动控制;
33.涂覆液温度调控单元实时监测涂覆液槽内部温度,当涂覆液槽内部温度发生变化时,涂覆液槽内的温度感应器将温度数据传输给温控仪,温控仪自动根据设定的温度进行冷却或者加热,继而控制冷温水箱的温度,保证涂覆温度在设定区间;
34.加热管加热则是通过向涂覆液槽内传输热气,与冷温水箱达成配合。
35.根据上述技术方案,所述褪液单元运行流程:
36.加工件涂覆完成之后,涂覆液循环泵以最大吸取力度将主槽内的涂覆液全部吸干,接着对加工件进行甩干,甩干过程为工件筒旋转将加工件上多余的涂覆液甩走,甩出的涂覆液被涂覆液循环泵吸取存储在副槽中,等待下一次使用;
37.副槽内部监控单元记录每次涂覆完成后副槽内部的涂覆液量,设定为vn,n为次数,每个加工件的涂覆液使用量按照涂覆标准预先计算出来,误差在涂覆层0.1毫米以内,设定加工件表面积为s1,涂覆层厚度为h1,则涂覆液量预计使用量为v
预计
=s1*[(h1-0.1)~(h1 0.1)],若是(v
1-v2)不等于v
预计
则表示此批产品不合格,判定为不合格产品需要进行二次加工,若是(v
1-v2)等于v
预计
则表示此批产品合格,判定为合格产品。
[0038]
根据上述技术方案,设备管道检查事项:
[0039]
设备长时间持续运行会产生污染问题,污染源于杂质堆积,杂质堆积会使管道内径变小,热交换的性能降低;
[0040]
冷却水使用蒸馏水或者纯净水可减少杂质堆积。
附图说明
[0041]
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
[0042]
图1是本发明的系统示意图;
具体实施方式
[0043]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0044]
请参阅图1,本发明提供技术方案:一种基于参数化控涂覆流量调整的系统,包括涂覆流量调控系统,涂覆流量调控系统包括有上料调控模块、涂覆液循环调控模块和电气控制模块,上料调控模块包括有上料台、工件筒、机械手、工件筒控制单元和机械手调控单元,涂覆液循环调控模块包括有涂覆液槽、涂覆液温度调控单元、主槽内部监控单元、涂覆
液循环单元和副槽内部监控单元,涂覆液温度调控单元包括有加热管调控单元、冷温水箱调控单元、温度感应器和温控仪,涂覆液槽包括有回收单元、回收泵调控单元和褪液单元,电气控制模块包括有plc自动控制单元、显示屏、主控单元和警报单元。
[0045]
上料台运行检查流程:
[0046]
(1)冷温水箱制冷动作是否正常;
[0047]
查看显示屏上的制冷开关是否打开,若是制冷开关亮红灯,则表示制冷正常且警报单元不启动;
[0048]
(2)冷温水箱的泵压阀是否运行正常;
[0049]
查看显示屏上的泵压阀是否打开,若是泵压阀开关亮红灯,则表示泵压正常且警报单元不启动;
[0050]
(3)冷温水箱的水位是否正常;
[0051]
将冷温水箱装水至溢流口处,每周查看一次水位并进行添加,添加水为纯净水或者蒸馏水,同时确认显示屏上的管道压力为0.2-0.5bar;
[0052]
(4)装置各部分是否漏液;
[0053]
涂覆液循环单元实时监测管道中的涂覆液是否泄漏,冷温水箱调控单元实时监测冷却水是否泄漏,最后目视观察地面有无液体泄漏;
[0054]
(5)机械手是否正常运转;
[0055]
每月检查机械手一次,查看螺栓是否松动,传感器位置是否偏移。
[0056]
上料台、涂覆液槽、工件筒的运行流程:
[0057]
将加工件放置进入工件筒中,机械手调控单元监测到工件筒中放置有物体,驱动机械手夹紧工件筒并下降至涂覆液槽中,密闭涂覆液槽使得工件筒处于密封空间内;
[0058]
待到机械手下降到底则发送指令到工件筒控制单元,工件筒控制单元驱动工件筒锁紧机械手中的电机输出轴;
[0059]
电机输出轴被锁紧后,涂覆液循环单元接收指令,涂覆液通过泵压抽取开始进入工件筒内,此时涂覆液的流动方向为:副槽进入主槽,副槽为涂覆液储存槽,主槽为工件筒加工槽;
[0060]
主槽内部监控单元实时监控主槽内部的涂覆液量,将主槽可容纳涂覆液量设定为v
主槽
,分为v1-v12共计十二个层级,v1表示主槽所需涂覆液量最少,v12表示主槽所需涂覆液量最多,根据工件筒内的加工件数量的进行匹配,人为在显示屏上输入加工件数量,则自动匹配得出此次所需涂覆液量。
[0061]
涂覆液循环单元运行流程:
[0062]
涂覆液的循环由涂覆液循环单元、回收泵调控单元、主槽和副槽组成;
[0063]
当涂覆液溢出副槽进入主槽后,主槽内部监控单元实时监测主槽内部的涂覆液量,达到所在层级涂覆液量即立即停止增加涂覆液,开始对加工件进行涂覆;
[0064]
设定初始涂覆时间为t
初始
,分为t
初始1-t
初始7
,t
初始1
表示初始涂覆时间最短,t
初始7
表示初始涂覆时间最长,初始涂覆时间设定由加工件涂覆标准判定,加工件的涂覆标准常规分为1级-7级,1级表示加工件的涂覆层最薄,7级表示加工件的涂覆层最厚,涂覆标准由人为预先输入进显示屏,达到初始涂覆时间后回收泵调控单元接收运行指令,驱动回收泵吸取主槽内的涂覆液,吸取路径为由下而上再进入主槽内部,主槽上端通过螺旋增压泵对吸取
上来的涂覆液施加压力,再将吸入的涂覆液压出,进入主槽,此过程中涂覆液被排出时压力大会对主槽内部的涂覆液产生搅动作用,起到搅拌涂覆液的效果,由于排出力度大起到搅拌涂覆液的作用,实现涂覆液的混合均匀,此回收泵为涂覆液增压泵,不产生沉淀现象;
[0065]
回收泵共计有两个,另一个为涂覆液循环泵,涂覆液循环泵通过回收泵调控单元调控将主槽内部的涂覆液排进副槽内部,再经由涂覆液循环泵排进主槽内部,此过程中副槽内部监控单元实时监测副槽内部的涂覆液量,限定副槽内部的涂覆液量,使得循环过程中副槽进入主槽的涂覆液量始终与主槽被吸入副槽的涂覆液量保持一致。
[0066]
涂覆液循环的具体设定:
[0067]
设定涂覆液循环泵的吸取力度为f
吸取
,分为f1-f12,f1表示涂覆液循环泵吸取力度最小,f12表示涂覆液循环泵吸取力度最大,当涂覆液量少时,涂覆液循环泵的力度小,避免回收力度大在短时间内将涂覆液全部吸光,涂覆液被吸取至副槽再被排放至主槽需要一段时间,此段时间内需要保证涂覆液槽内部具有稳定量的涂覆液,继而f1-f12与v1-v12一一对应;
[0068]
设定涂覆液循环泵的容积为v
泵管
,分为v
泵管1-v
泵管12
,v
泵管1
表示涂覆液循环泵吸取力度最小时泵管内存有的涂覆液量,v
泵管12
表示涂覆液循环泵吸取力度最大时泵管内存有的涂覆液量,在涂覆液循环泵运行时,同时从副槽之中预先排出v
泵管
量的涂覆液进入主槽中作为预排量,保证主槽中的涂覆液量维持不变,涂覆液增压泵的涂覆液内存有量少,可忽而略不计。
[0069]
涂覆液温度调控单元运行流程:
[0070]
涂覆液温度调控单元用于维持涂覆液槽内的温度;
[0071]
加热方式分为加热管加热和冷温水箱加热两种方式;
[0072]
冷温水箱内部安装有蒸发装置和电加热装置,冷温水箱与涂覆液槽为套设结构,冷温水箱的内部安装有水管,涂覆液槽与水管紧密贴合,冷温水箱制得一定温度的水通过水管循环再次回到冷温水箱内部,水流通过水管过程对涂覆液槽进行保温,水温的控制分别由蒸发装置和电加热装置通过热电阻传递过来的信号自动控制;
[0073]
涂覆液温度调控单元实时监测涂覆液槽内部温度,当涂覆液槽内部温度发生变化时,涂覆液槽内的温度感应器将温度数据传输给温控仪,温控仪自动根据设定的温度进行冷却或者加热,继而控制冷温水箱的温度,保证涂覆温度在设定区间;
[0074]
加热管加热则是通过向涂覆液槽内传输热气,与冷温水箱达成配合。
[0075]
褪液单元运行流程:
[0076]
加工件涂覆完成之后,涂覆液循环泵以最大吸取力度将主槽内的涂覆液全部吸干,接着对加工件进行甩干,甩干过程为工件筒旋转将加工件上多余的涂覆液甩走,甩出的涂覆液被涂覆液循环泵吸取存储在副槽中,等待下一次使用;
[0077]
副槽内部监控单元记录每次涂覆完成后副槽内部的涂覆液量,设定为vn,n为次数,每个加工件的涂覆液使用量按照涂覆标准预先计算出来,误差在涂覆层0.1毫米以内,设定加工件表面积为s1,涂覆层厚度为h1,则涂覆液量预计使用量为v
预计
=s1*[(h1-0.1)~(h1 0.1)],若是(v
1-v2)不等于v
预计
则表示此批产品不合格,判定为不合格产品需要进行二次加工,若是(v
1-v2)等于v
预计
则表示此批产品合格,判定为合格产品。
[0078]
设备管道检查事项:
[0079]
设备长时间持续运行会产生污染问题,污染源于杂质堆积,杂质堆积会使管道内径变小,热交换的性能降低;
[0080]
冷却水使用蒸馏水或者纯净水可减少杂质堆积。
[0081]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0082]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。