1.本技术涉及避孕套检测技术的领域,尤其是涉及一种男用避孕套针孔检测装置。
背景技术:
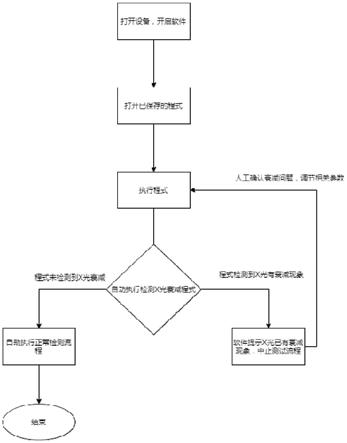
2.目前,避孕套针孔检测通常是将避孕套套在充水试验头上,充满水后把整个水检架体下降,使避孕套浸泡至电解液池中,对避孕套进行检验,当检验到避孕套有针孔时,相应的充水试验头会发出警报。每次检验完毕,要等待试验头从电解液池中升上来,再取下每个试验头上的避孕套,同时将不合格的避孕套剔除,才能进行第二轮的试验,效率低下。
技术实现要素:
3.为了改善避孕套针孔检测效率低的问题,本技术提供一种男用避孕套针孔检测装置。
4.本技术提供的一种男用避孕套针孔检测装置采用如下的技术方案:一种男用避孕套针孔检测装置,包括机架和输料组件,所述输料组件上连接有若干用于套设避孕套的金属模具,所述机架在输料组件上方设有检测台,所述检测台朝向输料件的一侧连接有与金属模具对应的导电橡胶,当避孕套上存在针孔时,所述导电橡胶与金属模具形成通路;所述机架上设有卸料板,所述卸料板上设有用于将存在缺陷的避孕套卸下的卸料机构。
5.通过采用上述技术方案,避孕套套在金属模具上并由输料组件带动前进,使用导电橡胶作为正电极,导电橡胶上电流是的空气电离,当避孕套经过电离区域时若避孕套上存在针孔,离子流通过避孕套形成回路,该避孕套不合格,若离子流无法通过避孕套则为合格,同时卸料机构实现了对不合格避孕套的自动卸料,节省了人力,利于提高避孕套的检测效率。
6.可选的,所述输料组件为悬挂链输送机,所述悬挂链输送机的链条上安装有若干支座,各个所述支座上均设有输送块,所述输送块侧壁转动连接有齿套,所述齿套与金属模具同轴连接,所述机架内设有齿条,当齿套移动至齿条下方区域时,齿套与齿条相啮合。
7.通过采用上述技术方案,当齿套和齿条啮合时,随着链条带动支座前进,齿套带动金属模具旋转,金属模具带动避孕套旋转,减小了检测盲区的可能。
8.可选的,所述检测台上设有升降组件,所述升降组件连接有第一支板,所述第一支板的两端连接有第二支板,所述导电橡胶连接在第二支板背离第一支板的一侧;所述第一支板上螺纹连接有螺柱,所述螺柱垂直穿过第一支板并螺纹连接有锁紧螺母,所述螺柱上固定有导柱,所述导柱直径大于螺柱直径,所述导柱沿背离螺柱方向穿过检测台。
9.通过采用上述技术方案,升降组件驱动第一支板移动,使得第二支板带动导电橡胶靠近或远离金属模具,便于检测和检修。
10.可选的,所述升降组件包括缸体和调节活塞,所述缸体的两端均连接有端盖,所述缸体侧壁连接有进气嘴和出气嘴,所述进气嘴和出气嘴均通过管道与气源连通,所述调节活塞滑动连接在缸体内,且调节活塞上设有同轴分布的调节杆,所述调节杆上开设有贯穿的通孔,所述通孔内螺纹连接有螺筒,所述螺筒的一端伸出调节杆外并与第一支板连接,所述螺筒内壁设有花键槽,所述螺筒内插接有花键轴,所述检测台上安装有伺服电机,所述伺服电机的电机轴与花键轴连接。
11.通过采用上述技术方案,当管道与气源接通驱动调节活塞向下移动时,导电橡胶下降靠近金属模具,伺服电机启动,驱动花键轴转动,花键轴带动螺筒转动,从而驱使螺筒移动,调整导电橡胶与金属模具间的间隙,结构紧凑,方便灵活,利于提高检测精度。
12.可选的,所述机架内设有传送组件,所述传送组件包括动力单元和两个同步轮,两个所述同步轮均转动连接在机架内,两个所述同步轮通过环形的同步带连接,所述动力单元驱动同步轮转动,所述同步带上连接有若干沿其轮廓分布的标识单元;标识单元包括卡座和传感器,所述卡座插接在同步带上,所述卡座通过螺栓与同步带连接,所述卡座上开设有供螺栓穿过的腰型槽,所述传感器安装在卡座上。
13.通过采用上述技术方案,动力单元驱动同步轮转动,同步轮带动同步带传输,当金属模具移动至传送组件对应区域时,卡座在同步带的带动下使得传感器与金属模具一一对应,且两者相互抵接,当避孕套存在针孔形成回路时,传感器将对应的金属模具信息发送出去,以供人员找到并将金属模具上的避孕套卸下。
14.可选的,所述同步带侧壁转动连接有若干导轮,所述机架内设有导板,所述导板高于同步轮轴心并与导板上方区域内对应的导轮抵接。
15.通过采用上述技术方案,导板起到了对导轮的承托作用,减轻了同步带所受到的压力,使得同步带保持平直。
16.可选的,所述卸料机构包括滑板和支杆,所述支杆设有两个且平行连接在滑板的两端,所述支杆远离滑板的一端转动连接有两个沿支杆长度方向分布的带轮,两个所述带轮通过皮带连接,所述支杆上设有用于驱动带轮转动的驱动组件,所述卸料板上安装有电缸,所述电缸的驱动杆与滑板相连。
17.通过采用上述技术方案,电缸推动滑板前进,带动两个皮带移动至金属模具的两侧,驱动组件驱动带轮转动,通过两个皮带的传动力将避孕套的开口端卷起,随后电缸驱动滑板后退,避孕套在不断被卷起的过程中从金属模具上脱落,方便快捷。
18.可选的,两个所述支杆底面均铰接有连杆,所述滑板底面开设有供两个连杆穿过的通槽,所述卸料板上设有固定杆,两个所述连杆穿过通槽的一端均铰接在固定杆上。
19.通过采用上述技术方案,当电缸推动滑板前进时,两个连杆拉动两个支杆相互靠近,使得皮带夹住避孕套,当滑板后退时,两个支杆在连杆的带动下相互远离,从而配合避孕套卷取时不断增加的尺寸,增加了避孕套脱离的流畅性。
20.可选的,所述电缸的驱动杆穿过滑板,且穿过的一端安装有气动手指,所述气动手指的两个夹爪上均设有弹性橡胶垫,所述电缸的驱动杆上连接有限位板,所述限位板与滑板间连接有限位弹簧,所述卸料板在滑板背离电缸的一侧设有止动块,所述气动手指上设有限位座,所述限位座上铰接有限位杆,所述限位杆一端通过联动杆与滑板铰接,另一端垂直固定有针管,所述针管上连接用于与气源连通的输气管。
21.通过采用上述技术方案,当避孕套末端无法卷取时,电缸驱动滑板前进与止动块抵接,随着电缸驱动杆继续推动,限位弹簧被拉伸,带动气动手指移动至避孕套头部,气动手指的两个夹爪夹住避孕套头部,电缸的驱动杆回缩,将避孕套头部从金属模具上扯出一部分,同时联动杆推动限位杆向下转动,使得针管插入避孕套内,气源中的高压气流经针管输送至避孕套内,从而将避孕套与金属模具吹离,随后电缸的驱动杆继续回缩,带动滑板后移,将避孕套从金属模具上取下,满足了对不同规格避孕套卸料的需求;弹性橡胶垫方便了与金属模具的形变贴合,增加对避孕套的夹持力。
22.可选的,每个所述卡座上均设有定位柱,所述卸料板与机架滑动连接,所述卸料板上设有定位气缸,所述定位气缸的活塞杆端部固定有定位框,所述定位框内滑动连接有沿竖直方向移动的定位套,所述定位套通过弹簧与定位框内壁连接。
23.通过采用上述技术方案,当避孕套存在不合格时,定位气缸推动定位框前进,使得定位套与对应的定位柱插接,使得卸料板跟随卡座同步移动,此时卸料机构可正常进行卸料作业,无需暂停输料组件,保证了生产线的速度和效率。
24.综上所述,本技术包括以下至少一种有益技术效果:1.采用电流检测的方式以及自动卸料,提高了避孕套的产品合格率以及避孕套检测效率;2.通过升降组件调整导电橡胶与金属模具间的间隙,结构紧凑,方便灵活,利于提高检测精度;卸料机构可根据同步带进行卸料作业,无需暂停输料组件,保证了生产线的速度和效率。
附图说明
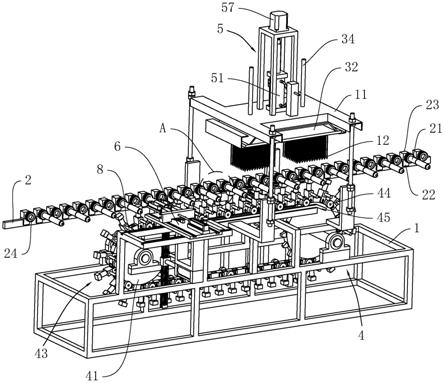
25.图1是本技术实施例的整体结构示意图。
26.图2是图1中a部分的放大示意图。
27.图3是本技术实施例用于体现第一支板和第二支板的结构示意图。
28.图4是本技术实施例用于体现进气嘴和出气嘴的结构示意图。
29.图5是本技术实施例用于体现缸体内部结构的示意图。
30.图6是图5中b部分的放大示意图。
31.图7是本技术实施例用于体现卸料机构的结构示意图。
32.图8是图7中c部分的放大示意图。
33.图9是图7中d部分的放大示意图。
34.图10是本技术实施例用于体现连杆和通槽的结构示意图。
35.图11是本技术实施例用于体现辊轮驱动结构的示意图。
36.图12是本技术实施例用于体现定位柱和定位套的结构示意图。
37.图13是本技术实施例用于体现气动手指的结构示意图。
38.图14是图13中e部分的放大示意图。
39.附图标记说明:1、机架;11、检测台;12、导电橡胶;2、悬挂链输送机;21、金属模具;22、支座;23、输送块;24、齿套;25、齿条;31、第一支板;32、第二支板;33、螺柱;331、锁紧螺母;34、导柱;4、传送组件;41、同步轮;42、同步带;43、标识单元;431、卡座;432、传感器;433、腰型槽;434、螺栓;44、导轮;45、导板;46、驱动电机;5、升降组件;51、缸体;511、进气
嘴;512、出气嘴;52、调节活塞;53、端盖;54、调节杆;541、通孔;55、螺筒;551、花键槽;56、花键轴;57、伺服电机;6、卸料板;7、卸料机构;71、滑板;711、通槽;72、支杆;73、带轮;74、皮带;75、电缸;76、连杆;77、固定杆;78、步进电机;79、辊轮;791、传送带;8、定位柱;81、定位气缸;82、定位框;83、定位套;84、弹簧;9、气动手指;91、弹性橡胶垫;92、限位板;93、限位弹簧;94、止动块;95、限位座;96、限位杆;961、联动杆;962、针管;97、输气管。
具体实施方式
40.以下结合附图1-12对本技术作进一步详细说明。
41.实施例1:本技术实施例公开一种男用避孕套针孔检测装置。如图1和图2,男用避孕套针孔检测装置包括机架1和输料组件,输料组件采用悬挂链输送机2,悬挂链输送机2的链条从机架1内穿过且链条上安装有若干沿其轮廓等距排列的支座22,各个支座22上均设有输送块23,输送块23侧壁转动连接有齿套24,齿套24轴线与链条传输方向垂直,齿套24远离输送块23的一端同轴连接有金属模具21,金属模具21形状与避孕套相适配,且避孕套套在金属模具21上,机架1内设有齿条25,齿条25平行位于链条传输方向的上方,当齿套24移动至齿条25下方对应的区域时,齿套24与齿条25啮合,从而产生转动,带动金属模具21上的避孕套旋转。
42.如图3,机架1上设有水平的检测台11,检测台11位于齿条25上方,检测台11上设有升降组件5,升降组件5的移动端连接有水平的第一支板31,第一支板31上垂直设有两个关于升降组件5对称分布的导柱34,两个导柱34下端均固定有同轴分布的螺柱33,螺柱33直径小于导柱34直径,每个螺柱33均向下穿过第一支板31并螺纹连接有锁紧螺母331,锁紧螺母331与第一支板31抵紧,将导柱34固定。第一支板31的两端均折弯且倾斜向下分布,第一支板31折弯的两端连接有第二支板32,第二支板32背离第一支板31的一侧连接有若干排导电橡胶12。
43.检测时,升降组件5驱动第一支板31下移,使得导电橡胶12与金属模具21接近或抵接,导电橡胶12上接通有电流;悬挂链输送机2的链条带动金属模具21向前传输进入机架1内,同时齿套24与齿条25啮合,带动金属模具21上的避孕套旋转,实现了避孕套一边前进,一边旋转的运动;当避孕套上存在针孔时,针孔内的空气被电离,电路形成回路,处理电路对产生的电信号进行处理,该避孕套被判定为不合格,当离子流无法流过避孕套时,避孕套上便不存在针孔,该避孕套为合格产品,实现了对避孕套的流水线检测,检测速度快、效率高。
44.如图4和图5,升降组件5包括缸体51,缸体51垂直固定在检测平台上,缸体51的上下两端均连接有端盖53,缸体51侧壁连接有进气嘴511和出气嘴512,进气嘴511位于出气嘴512上方且两者均通过管道与气源连通,管道上串联有调节阀,缸体51内滑动连接有调节活塞52,调节活塞52位于进气嘴511和出气嘴512之间,当进气嘴511输气或排气时,出气嘴512相应的排气或输气,从而驱动调节活塞52向下或向上移动。
45.如图5和图6,调节活塞52上设有同轴固定调节杆54,调节杆54的两端均穿出对应的端盖53,调节杆54上开设有沿其轴线贯穿的通孔541,通孔541内螺纹连接有螺筒55,螺筒55下端伸出通孔541外且在穿过检测台11后与第一支板31固定,螺筒55内壁设有花键槽551,螺筒55内插接有与花键槽551配合的花键轴56,花键轴56上端伸出调节杆54外,检测台
11上安装有伺服电机57,伺服电机57的电机轴与花键轴56伸出调节杆54外的一端同轴固定。
46.调节阀控制进气嘴511输气、出气嘴512排气,气压推动调节活塞52带动调节杆54下移,调节杆54带动螺筒55下移,使得第一支板31带动第二支板32同步下降,此时导电橡胶12末端接近金属模具21;伺服电机57启动,驱动花键轴56转动,花键轴56带动螺筒55转动,从而驱使螺筒55向下移动,使得导电橡胶12进一步缩短与金属模具21间的间隙,直至达到设定要求,实现了对导电橡胶12位置的精确调节;当需要对金属模具21或其余部件检修时,调节阀控制出气嘴512输气、进气嘴511排气,驱动调节活塞52上移,进而带动导电橡胶12上升与金属模具21远离,空出相互间的空间。
47.如图7,机架1内设有传送组件4,传送组件4包括动力单元和两个同步轮41,两个同步轮41均转动连接在机架1内并沿悬挂链输送机2的链条传输方向分布,两个同步轮41通过环形的同步带42连接,同步带42位于链条下方,且同步带42上设有若干沿其轮廓等距分布的标识单元43,标识单元43间的间距与支座22间的间距相同。
48.如图7和图8,动力单元包括安装在机架1上的驱动电机46,驱动电机46的电机轴与其中一个同步轮41同轴固定。标识单元43包括卡座431,卡座431呈匚字形且插接在同步带42上,卡座431通过螺栓434与同步带42固定,卡座431上开设有供螺栓434穿过的腰型槽433,腰型槽433沿卡座431高度方向分布,使得卡座431在安装时可上下调整其位置,每个卡座431上均安装有传感器432。同步带42上转动连接有若干导轮44,导轮44与卡座431间隔排列,且相邻两个导轮44间间隔有两个卡座431,机架1内设有导板45,导板45高于两个同步轮41轴心的连线并与该连线相平行,当卡座431跟随同步带42移动至导板45上方的区域内时,对应卡座431的导轮44与导板45相抵接,使得导轮44可沿导板45滚动,从而起到了对同步带42的承托作用。
49.如图7和图9,机架1上设有卸料板6,卸料板6位于同步带42的输出位置,卸料板6上设有卸料机构7。
50.驱动电机46驱动同步轮41转动,同步轮41带动同步带42传输,同步带42传输速度与链条传输速度相同,当卡座431沿同步带42弧形段向上移动进入水平段时,传感器432与金属模具21一一对应并最终相互抵接,传感器432起到了对金属模具21进行标记标号的作用,传感器432上亦标有相应的数字;若避孕套上存在针孔而产生回路,传感器432发送信号至控制端,待存在针孔的避孕套移出机架1外后,卸料机构7便开始动作,将该避孕套从金属模具21上取下。
51.如图9和图10,卸料机构7包括滑板71,滑板71长度方向与悬挂链输送机2的链条传输方向平行,且滑板71沿垂直于链条传输方向滑动连接在卸料板6上,滑板71底面在靠近其中间位置开设有通槽711,卸料板6在滑板71背离链条的一侧安装有电缸75,电缸75的驱动杆与滑板71相连,以驱动滑板71移动。滑板71朝向链条的一侧滑动连接有两个沿其长度方向移动的支杆72,两个支杆72均垂直于滑板71,每个支杆72远离滑板71的一端均转动连接有两个沿支杆72长度方向排列的带轮73,带轮73轴线呈竖直分布,两个带轮73通过环形的皮带74连接,且皮带74处于张紧状态。
52.两个支杆72朝向卸料板6的一侧均铰接有连杆76,两个连杆76从通槽711内穿出并共同铰接有固定杆77,固定杆77固定在卸料板6上。当滑板71处于初始位置时,两个支杆72
的间距大于金属模具21的直径。
53.如图11,每个支杆72上均设有用于驱动带轮73转动的驱动组件,驱动组件包括步进电机78,步进电机78安装在支杆72上,步进电机78的电机轴和靠近步进电机78的带轮73底端均同轴固定有辊轮79,两个辊轮79通过传送带791连接。
54.步进电机78驱动其对应的辊轮79转动,该辊轮79通过传送带791驱使另一个辊轮79转动,辊轮79带动对应的带轮73转动,带轮73带动皮带74运动,两个步进电机78的转向相反,使得两个皮带74在相对一侧的运动均朝向滑板71;电缸75启动,推动滑板71带动两个支杆72前进,使得金属模具21插入两个支杆72之间,同时两个支杆72在对应连杆76的拉动下相互靠近,从而带动两个皮带74夹住金属模具21上的避孕套,避孕套开口端在两个皮带74的带动向前卷起,且卷起的直径逐渐增大;电缸75驱动滑板71后移,两个支杆72在对应连杆76的推动下相互远离,在保持与避孕套接触的情况下配合其卷取端逐渐增大的直径,最后避孕套从金属模具21上脱落,完成卸料作业,由于避孕套以卷取的形式从金属模具21上取下,一方面减小了避孕套与金属模具21间的吸附力和阻力,另一方面避孕套脱离后近似一个环,占用空间小,便于收集整理,此外两侧的皮带74同时进行收卷动作,降低了避孕套卡住的可能性。
55.如图10和图12,每个卡座431侧壁均垂直设有定位柱8,卸料板6与机架1滑动连接,卸料板6底面安装有定位气缸81,定位气缸81轴线与电缸75轴线相平行,定位气缸81的活塞杆端部固定有竖直的定位框82,定位框82内部槽长大于同步轮41直径,且定位框82内滑动连接有定位套83,定位套83通过弹簧84与定位框82连接,当弹簧84处于自然状态时,定位套83与定位框82内部槽的上端抵接。
56.当传感器432发出信号且对应的金属模具21移出机架1外后,定位气缸81推动定位框82前进,使得定位套83与对应金属模具21下方的定位柱8插接,此时卸料板6便在同步带42的带动下同步移动,在此过程中,电缸75启动,驱动滑板71向前进行卸料作业;当卡座431跟随同步带42沿同步轮41的弧形段向下移动时,定位柱8拉动定位套83沿定位框82下移,弹簧84被定位套83压缩而产生弹性形变,当卡座431越过同步轮41进入直线段后,定位套83在定位柱8的带动下拉动定位框82回移,从而使得卸料板6同步移动,当卸料板6移动至初始位置时,定位气缸81驱动定位框82后退,带动定位套83与定位柱8分离,定位套83在弹簧84的弹性推力作用下上移复位。由于卸料板6可跟随同步带42移动,两者处于相对静止状态,实现了在移动过程中完成对缺陷避孕套卸下的目的,无需暂停金属模具21的传输,利于缩减时间间隔,提高避孕套检测和生产的效率。
57.本技术实施例实施原理为:调节阀调节管道内的气体,驱动调节活塞52下降,使得导电橡胶12靠近金属模具21,随后伺服电机57启动,驱动螺筒55移动,对导电橡胶12与金属模具21间的间隙进行微调,保证两者间的有效距离。
58.悬挂链输送机2驱动金属模具21传输进入导电橡胶12下方的区域中,齿套24与齿条25相啮合,带动金属模具21上的避孕套旋转,卡座431在同步带42的传输下带动传感器432与金属模具21对应并抵接,当避孕套上存在针孔时,电路产生回路,传感器432将信号发送至控制端,对该金属模具21进行标记;当该金属模具21移出机架1外且定位柱8与定位套83正对时,定位气缸81驱动定位块前进,将定位套83套在定位柱8上,使得卸料板6在同步带42的带动下同步移动,与此同时,电缸75推动滑板71前进,驱使两个皮带74夹住避孕套开口
端,对避孕套进行卷取,卸料结束后卸料板6亦在同步带42的带动下复位。若避孕套上不存在针孔缺陷,便顺利传输下去,卸料板6亦处于待机状态。
59.实施例2:如图13和图14,为了满足对不同规格避孕套进行卸料,即当避孕套末端不存在环状部位的情况。电缸75的驱动杆穿过滑板71,且穿过的一端安装有气动手指9,电缸75驱动杆在穿过滑板71部分设有限位板92,限位板92与滑板71间连接有限位弹簧93,限位弹簧93套在电缸75的驱动杆上,气动手指9的两个夹爪水平分布且两个夹爪内侧均设弹性橡胶垫91,气动手指9的缸体51上设有限位座95,限位座95上铰接有限位杆96,限位杆96的一端铰接有联动杆961,另一端垂直固定有针管962,联动杆961远离限位杆96的一端与滑板71铰接,针管962位于气动手指9夹爪的上方,且针管962上端连接有输气管97,输气管97与高压气源连通。卸料板6在滑板71背离电缸75的一侧设有止动块94,止动块94与滑板71的两端一一对应,当滑板71与止动块94抵接时,两个皮带74刚好夹住避孕套,气动手指9与避孕套头部间存在间距。
60.卸料时,电缸75驱动滑板71前进与止动块94抵接位置,电缸75的驱动杆继续前进,由于滑板71被挡住,电缸75驱动杆克服限位弹簧93的弹性力带动气动手指9前进,使得避孕套头部落在气动手指9的两个夹爪之间,在此过程中,气动手指9与滑板71间的距离增加,联动杆961拉动限位杆96转动,使得限位杆96带动针管962向上转动。随后气动手指9驱动其两个夹爪夹住避孕套头部,电缸75的驱动杆开始回缩,带动气动手指9回移,使得避孕套头部从金属模具21上牵扯处一部分,同时由于气动手指9与滑板71间的距离减小,联动杆961推动限位杆96转动,使得限位杆96带动针管962向下插入避孕套内,气源中的高压气流输入避孕套内,将避孕套内壁与金属模具21吹离,减小两者间的阻力,随着电缸75驱动杆回缩,限位弹簧93恢复至自然状态,滑板71在电缸75驱动杆的拉动下同步回移,避孕套便在气动手指9的夹持下与金属模具21分离,最后气动手指9的两个夹爪分开,避孕套在重力作用下下落。在避孕套从金属模具21上脱离的过程中,两侧的皮带74保持收卷状态,亦可起到助推的作用,两者相辅相成。
61.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。