1.本发明属于冲压加工领域,是根据冲压加工特性及工件毛坯的特征设计出的一种辅助支撑工具,防止冲压加工后工件发生塑性变形,保证冲压加工后材料填充状态满足产品要求,同时满足批量生产时工件快速装卸的要求。
背景技术:
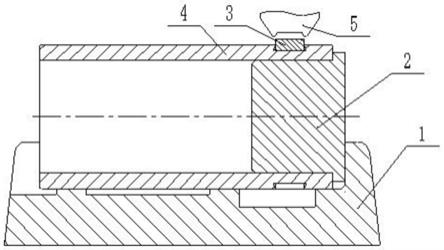
2.筒形件在受到径向压力时,当冲压力达到一定程度,超出材料的强度极限时,必将发生塑性变形,因尺寸、形状发生变化而不符合设计要求,所以在筒形件进行冲压加工时,通常会在工件内放入一个支撑工具,在工件受力时起到一定的支撑作用,防止筒形件在受到冲压时产生较大的变形量。使用时,将支撑塞入工件受力一端内孔中,加工完成后取出,塞入待加工工件内孔。此种支撑方式对支撑堵与工件间的间隙要求非常严格,如果间隙过大,冲压后工件塑性变形量将超出工艺要求,材料填充效果不好;如果间隙过小,又会造成支撑塞入工件难度增加,不便于生产操作,生产效率受到影响。设计支撑堵时,考虑产品要求及工件实际尺寸公差情况,通常需要每0.1mm公差范围设计一个型号的支撑,例如工件内径尺寸公差为0.5mm,支撑型号就需要设计5种,在生产过程中,要由大中小号支撑轮流尝试,才能找到相对合适的支撑,过程较为繁琐,生产效率较低,即便如此,也不能保证所有加工工件塑性变形量都满足产品要求。如图1所示。底座1、支撑堵2、填充材料3、工件4、冲头5。
技术实现要素:
3.本发明的目的是为了解决筒形件受冲压力变形的问题,提高批量生产效率而设计的一种固定支撑工具。
4.筒形件受力支撑工具,其特征在于,由底座(1)、支撑堵(2)两个零件组成;底座(1)的底部为平面,上部是弧形槽,即轴向圆柱外形的一部分;弧形槽有凸起的弧形状支撑筋,底座侧面有立面,立面中间为轴向圆柱孔;支撑堵(2)为圆柱结构,一侧有定位面,使用时,位于底座(1)轴向圆柱孔;将支撑堵(2)通过过盈配合方式安装在底座(1)侧面的圆柱孔内。
5.进一步地,生产时,将工件一端套入支撑堵(2)上,工件一端与底座(1)立面贴合定位,随着冲头(5)每次冲压,逐步旋转工件(4),完成工件整个圆周的材料填充工作。
6.解决筒形件受冲压力变形的方法,其特征在于,采用权利要求1所述的筒形件受力支撑工具,将工件一端套入支撑堵(2)上,工件一端与底座1)立面贴合定位,随着冲头(5)每次冲压,逐步旋转工件(4),完成工件整个圆周的材料填充工作。
7.本发明的技术效果是:与活动式支撑的工件上下一起受力情况相比,工件发生变形的程度大大降低。
附图说明
8.图1为活动式支撑堵使用示意图;
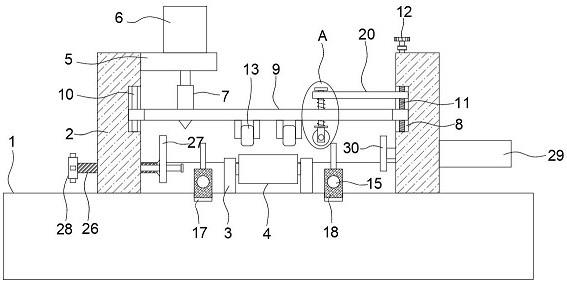
9.图2为本发明筒形件受力支撑工具使用示意图;
10.图3为筒形件受力支撑工具工作时受力截面图。
具体实施方式
11.筒形件受力支撑工具由2个零件组成,底座1,支撑堵2。
12.底座1的底部为平面,上部是弧形槽(轴向圆柱外形的一部分);弧形槽有凸起的弧形状支撑筋,底座侧面有立面,立面中间为轴向圆柱孔。
13.支撑堵2为圆柱结构,一侧有定位面。使用时,位于底座1轴向圆柱孔。
14.将支撑堵2通过过盈配合方式安装在底座1侧面的圆柱孔内。
15.生产时,将工件一端套入支撑堵2上,工件一端与底座1立面贴合定位,随着冲头5每次冲压,逐步旋转工件4,完成工件整个圆周的材料填充工作。如图2所示。
16.本发明的原理:
17.根据实际工作情况分析,冲头5位置固定,冲压力的方向及受力点固定,加工过程中通过工件4转动来完成圆周冲压,受力点一直停留在冲头冲压位置,可以采用固定式支撑,将支撑点(工件4与支撑堵2接触的位置)固定在冲头下方,完全可以起到支撑作用。
18.筒形件受力支撑工具是将支撑堵通过过赢配合的方式固定在底座1上,通过固定式支撑与底座上的辅助支撑点支撑工件,主要受力点(即支撑点)为工件与支撑堵接触面积的位置,该位置承受冲头的冲击力,工件侧壁冲压点位置受力,与活动式支撑的工件上下一起受力情况相比,工件发生变形的程度大大降低。
19.活动式支撑采用活动式支撑时,当冲头5冲压时,工件4上端冲压位置受冲压力,下端与底座1接触的位置受支撑的反作用力,工件4上下齐受力,变形几率大大增加。
20.由于固定式支撑方式支撑的位置是受力工件壁的内侧,支撑堵的外径与工件4的内径相差1毫米也可以有效防止工件4受冲压时发生变形原因,所以支撑堵与工件之间的间隙要求相对宽松;
21.采用固定式支撑时,工作过程中各部件受力的截面如图3所示。
22.固定式支撑对支撑堵与工件之间的间隙要求相对宽松,方便加工过程中装卸工件,便于生产;支撑点即为受力点,支撑位置准确,支撑效果理想。
23.一是支撑堵的尺寸选择,主要由工件与支撑堵接触时,工件内径与支撑堵外径的弧形吻合程度确定,同时也受冲压面大小影响,冲压面越大,对弧形吻合度要求越高。接触位置的弧形面吻合度较差,变形量就会增大;尺寸过小,支撑效果不好,工件塑性变形大。二是支撑堵与底座之间的过赢配合长度及过赢量的选定,由工作中冲压力决定。
24.通过固定式支撑的使用,即满足了产品加工后的工艺要求,又达到了快速装卸工件的目的,提高了生产效率。
技术特征:
1.筒形件受力支撑工具,其特征在于,由底座(1)、支撑堵(2)两个零件组成;底座(1)的底部为平面,上部是弧形槽,即轴向圆柱外形的一部分;底座侧面有立面,立面中间为轴向圆柱孔;支撑堵(2)为圆柱结构,一侧有定位面,使用时,位于底座(1)轴向圆柱孔;将支撑堵(2)通过过盈配合方式安装在底座(1)侧面的圆柱孔内。2.根据权利要求1所述的筒形件受力支撑工具,其特征在于,弧形槽有凸起的弧形状支撑筋。3.根据权利要求1所述的筒形件受力支撑工具,其特征在于,生产时,将工件一端套入支撑堵(2)上,工件一端与底座(1)立面贴合定位,随着冲头(5)每次冲压,逐步旋转工件(4),完成工件整个圆周的材料填充工作。4.解决筒形件受冲压力变形的方法,其特征在于,采用权利要求1所述的筒形件受力支撑工具,将工件一端套入支撑堵(2)上,工件一端与底座1)立面贴合定位,随着冲头(5)每次冲压,逐步旋转工件(4),完成工件整个圆周的材料填充工作。
技术总结
本发明提供了一种筒形件受力支撑工具,为了解决筒形件受冲压力变形的问题,提高批量生产效率而设计的一种固定支撑工具。由底座(1)、支撑堵(2)两个零件组成;底座(1)的底部为平面,上部是弧形槽;底座侧面有立面,立面中间为轴向圆柱孔;支撑堵(2)为圆柱结构,一侧有定位面,使用时,位于底座(1)轴向圆柱孔;将支撑堵(2)通过过盈配合方式安装在底座(1)侧面的圆柱孔内。生产时,将工件一端套入支撑堵(2)上,工件一端与底座(1)立面贴合定位,随着冲头(5)每次冲压,逐步旋转工件(4),完成工件整个圆周的材料填充工作。与活动式支撑的工件上下一起受力情况相比,工件发生变形的程度大大降低。工件发生变形的程度大大降低。工件发生变形的程度大大降低。
技术研发人员:郑利民 张林 庞丹 李美丽 刘强 谢晨明 梁岚 邱瑞涛 肇坤 马金琳 任华杰
受保护的技术使用者:辽沈工业集团有限公司
技术研发日:2021.11.29
技术公布日:2022/4/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。