1.本技术涉及显示面板技术领域,尤其涉及一种玻璃基板转台设备。
背景技术:
2.在显示面板生产过程中,玻璃基板常需要进行多个处理程序,即要不断的从一个处理设备转运到另一个处理设备。玻璃基板的传送单元,简称玻璃传送单元,负责将产线中的各种制程设备连接起来,具有非常重要的作用。玻璃传送单元主要包含直线传递、转台和进出口平台三个主要部分,由于常规的转台和进出口平台均为独立单元,固定设置,不仅导致设备整体占用空间较大,而且有时还需要人工在两台设备间进行转运,费时费力,从而造成设备整体的自动化程度较低,工作效率不够理想。
技术实现要素:
3.本技术实施例提供一种玻璃基板转台设备,以解决玻璃基板传送装置工作效率较低的问题。
4.本技术实施例提供了一种玻璃基板转台设备,包括传递装置、支撑装置、旋转装置及整列装置。其中,传递装置包括支撑轴及可转动设置在支撑轴上的滚轮,支撑轴为多个,多个支撑轴平行设置,每个支撑轴上设置有多个滚轮,滚轮用于承载并带动玻璃基板直线运动。支撑装置包括可升降的支撑杆,支撑杆为多个,每个支撑杆位于相邻的两个支撑轴之间,多个支撑杆呈环形分布,支撑杆用于将玻璃基板由传递装置上升起。旋转装置包括可升降的旋转驱动部及与旋转驱动部连接的旋转臂,旋转驱动部用于带动旋转臂旋转,旋转臂位于多个支撑杆所呈环形范围内,且旋转臂位于两个支撑轴之间,旋转臂用于带动由传递装置上升起的玻璃基板旋转。整列装置包括多个整列组件,整列组件包括可升降的整列驱动部及与整列驱动部连接的整列杆,整列驱动部用于带动整列杆平移,整列杆位于相邻的两个支撑轴之间,多个整列组件间隔分布,整列杆用于与玻璃基板抵接,多个整列组件的整列杆相互聚拢用于将经过旋转装置旋转的玻璃基板整列于传递装置。
5.作为本技术实施例的一个方案,支撑杆的顶部设置有万向球。
6.作为本技术实施例的一个方案,支撑装置还包括支撑杆升降气缸,支撑杆的底部与支撑杆升降气缸连接,支撑杆升降气缸用于带动支撑杆升降。
7.作为本技术实施例的一个方案,旋转臂的顶部设置有真空吸盘。
8.作为本技术实施例的一个方案,旋转装置还包括旋转驱动部升降气缸,旋转驱动部与旋转驱动部升降气缸连接,旋转驱动部升降气缸用于带动旋转驱动部升降。
9.作为本技术实施例的一个方案,旋转装置还包括旋转驱动部安装平台及升降导轨,旋转驱动部设置在旋转驱动部安装平台的顶部,旋转驱动部升降气缸设置在旋转驱动部安装平台的底部,且升降导轨设置在旋转驱动部安装平台的底部。
10.作为本技术实施例的一个方案,旋转装置还包括旋转位置传感器,旋转位置传感器设置在旋转驱动部安装平台上,旋转位置传感器用于检测旋转臂的旋转角度。
11.作为本技术实施例的一个方案,整列杆的顶部设置有整列滚轮。
12.作为本技术实施例的一个方案,整列组件包括至少两个整列杆,至少两个整列杆平行设置。
13.作为本技术实施例的一个方案,整列组件还包括整列驱动部升降气缸,整列驱动部与整列驱动部升降气缸连接,整列驱动部升降气缸用于带动整列驱动部升降。
14.本技术实施例提供的玻璃基板转台设备,将直线传送、旋转及整列功能单元整合,可以单独实现每个功能,也可以组合实现多个功能,提高了玻璃转台设备的集成度及自动化程度,工作效率得到大幅提高,且占用空间较小,能够最大限度地节约无尘厂房空间,解决了玻璃基板传送装置工作效率较低的问题。
附图说明
15.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
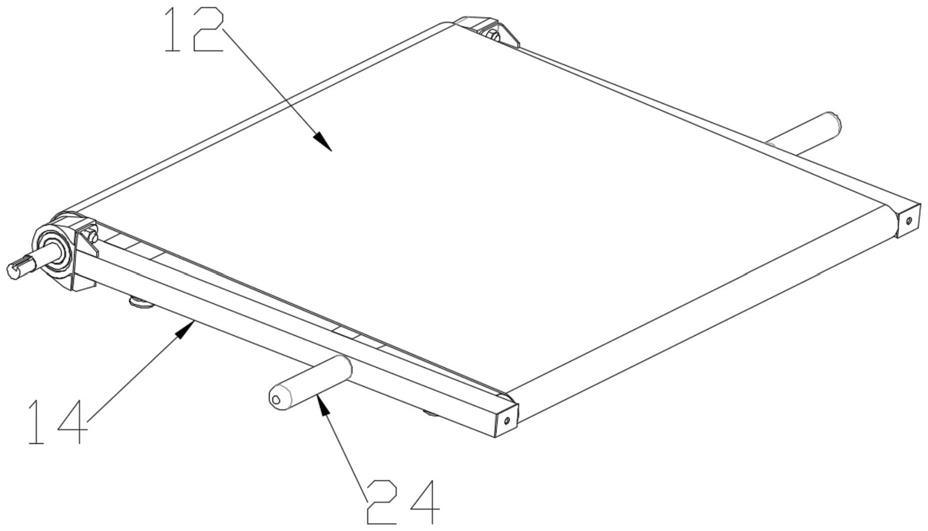
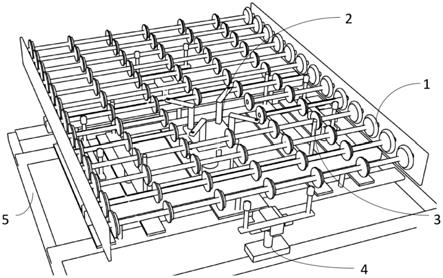
16.图1为本技术实施例提供的玻璃基板转台设备的结构示意图;
17.图2为本技术实施例提供的玻璃基板转台设备的传递装置的结构示意图;
18.图3为本技术实施例提供的玻璃基板转台设备的支撑装置的结构示意图;
19.图4为本技术实施例提供的玻璃基板转台设备的旋转装置的结构示意图;
20.图5为本技术实施例提供的玻璃基板转台设备的整列装置的结构示意图。
21.附图标记:
22.1-滚轮,2-旋转装置,3-支撑装置,4-整列装置,5-机体,11-安装空间,12-支撑轴,21-真空吸盘,22-旋转臂,23-旋转臂支撑平台,24-旋转驱动部,25-旋转位置传感器,26-旋转驱动部安装平台,27-旋转驱动部升降气缸,28-升降导轨,29-旋转支撑平台,31-万向球,32-支撑杆,33-支撑杆安装平台,34-支撑杆升降气缸,35-升降支撑平台,41-整列滚轮,42-整列杆,43-整列驱动部,44-整列驱动部升降气缸,45-整列支撑平台。
具体实施方式
23.下面结合附图和实施例对本技术的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本技术的原理,但不能用来限制本技术的范围,即本技术不限于所描述的实施例。
24.在本技术的描述中,需要说明的是,除非另有说明,术语“第一”和“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性;“多个”的含义是两个或两个以上;术语“内”、“外”、“顶部”、“底部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
25.请参阅图1及图2,本技术实施例提供一种玻璃基板转台设备,可以包括机架5,以及设置在机架5上的传递装置、支撑装置3、旋转装置2和整列装置4。
26.在一种可能的实施例中,传递装置可以包括可转动设置在机架5上的支撑轴12,及
可转动设置在支撑轴12上的滚轮1,支撑轴12可以通过轴承设置在机架5上,以实现支撑轴12在机架5上可转动,相似地,滚轮1可以通过轴承设置在支撑轴12上,以实现滚轮1相对于支撑轴12可转动。支撑轴12可以为多个,多个支撑轴12可以平行设置,并且,每个支撑轴12上可以设置有多个滚轮1。实际使用时,支撑轴12可以由电机等动力器件驱动,从而带动滚轮1转动,实现承载并带动玻璃基板直线运动。
27.在具体实施中,传递装置的中心区域可以设置有安装空间11,以便于旋转装置2的安装。根据实际需要,安装空间11附近的支撑轴12可以是较短的轴,即可以不是较长的能够横跨机架5的轴,此时,支撑轴12的一端与机架5连接,另一端延伸至传递装置的中部,并可以通过支撑件支撑,且与支撑件为可转动连接。安装空间11可以在设计传递装置时预留,也可以在旧设备上改造得到,例如,可以通过去掉支撑轴12的中间段得到。
28.请参阅图3,在一种可能的实施例中,支撑装置3可以包括可升降的支撑杆32,且支撑杆32可以为多个,每个支撑杆32可以位于相邻的两个支撑轴12之间,从而支撑杆32可以由相邻的两个支撑轴12之间升起,并超出支撑轴12所在的平面,实现将传递装置上的玻璃基板升起,使玻璃基板与滚轮1分离。具体实施时,支撑杆32的升降可以由支撑杆升降气缸34实现,支撑杆32的底部可以与支撑杆升降气缸34连接,从而支撑杆升降气缸34可以带动支撑杆32升降,实现支撑杆32将玻璃基板由传递装置上升起,以及将玻璃基板下降放到传递装置上。
29.在具体实施中,为了使支撑杆32能够平稳地将玻璃基板升起或放下,多个支撑杆32可以呈环形分布。示例性地,支撑杆32可以为四个,四个支撑杆32可以环绕设置在安装空间11周围,从而可以对玻璃基板形成四点支撑。当玻璃基板的尺寸较大时,可以适当增加支撑杆32的数量,实现增加支撑点的数量,使支撑杆32的升降能够更加平稳。
30.在实际应用时,为了保证玻璃基板在被支撑杆32撑起时可以自由地被调整位置,且不会被支撑杆32划伤,支撑杆32的顶部可以设置有万向球31。例如,旋转装置2对由支撑杆32升起的玻璃基板进行旋转时,万向球31的设置可以减小玻璃基板与支撑杆32之间的摩擦力,玻璃基板在旋转装置2的带动下更加容易旋转。具体实施时,万向球31可以采用聚醚醚酮材质,具有自润滑性,对玻璃基板的约束较小。
31.在具体实施中,多个支撑杆32可以固定在支撑杆安装平台33上,支撑杆安装平台33可以连接在支撑杆升降气缸34上,从而可以使得多个支撑杆32的升降动作统一。支撑杆升降气缸34可以固定在升降支撑平台35上,升降支撑平台35可以固定在机架5上。
32.请参阅图4,在一种可能的实施例中,旋转装置2可以包括可升降的旋转驱动部24,及与旋转驱动部24连接的旋转臂22,旋转驱动部24用于带动旋转臂22旋转,从而实现带动由支撑杆32升起的玻璃基板旋转指定角度。其中,旋转臂22位于多个支撑杆32所呈环形范围内,且旋转臂22位于两个支撑轴12之间,从而旋转臂22可以由两个支撑轴12之间升起,并超出支撑轴12所在的平面,实现与由支撑杆32升起的玻璃基板接触,并带动玻璃基板旋转。
33.在具体实施中,旋转驱动部24可以采用电机。旋转驱动部24的升降可以由旋转驱动部升降气缸27实现,旋转驱动部24与旋转驱动部升降气缸27连接,从而旋转驱动部升降气缸27可以带动旋转驱动部24升降,进而带动旋转臂22升降,实现旋转臂22与玻璃基板的接触和分离。
34.具体实施时,旋转臂22可以为多个,以可靠地实现玻璃基板的旋转。多个旋转臂22
可以固定在旋转臂支撑平台23上,旋转臂支撑平台23在旋转驱动部24的带动下可以进行旋转动作,从而带动旋转臂22进行旋转动作,进而实现玻璃基板的旋转。
35.在具体实施中,为了使旋转驱动部24的升降更加平稳,还可以设置有旋转驱动部安装平台26及升降导轨28。旋转驱动部24可以设置在旋转驱动部安装平台26的顶部,旋转驱动部升降气缸27可以设置在旋转驱动部安装平台26的底部,升降导轨28可以也设置在旋转驱动部安装平台26的底部,在升降导轨28的作用下,旋转驱动部安装平台26可以平稳地升降,从而旋转驱动部24可以平稳地升降。旋转驱动部升降气缸27可以固定在旋转支撑平台29上,旋转支撑平台29可以固定在机架5上。
36.实际应用时,为了实现旋转臂22旋转角度的检测,旋转驱动部安装平台26上可以设置有旋转位置传感器25。旋转位置传感器25可以为多个,示例性地,旋转位置传感器25可以为四个,且可以在旋转驱动部安装平台26上每隔90
°
安装一个,从而可以分别对应
±
90
°
、
±
180
°
旋转角度的检测。
37.在具体实施中,旋转臂22的底部与旋转驱动部24连接,旋转臂22的顶部可以设置有真空吸盘21,从而可以吸住玻璃基板,保证玻璃基板在旋转臂22的带动下进行旋转动作时不会发生滑动。
38.请参阅图5,在一种可能的实施例中,整列装置4可以包括多个整列组件,每个整列组件可以包括可升降的整列驱动部43,及与整列驱动部43连接的整列杆42。其中,整列驱动部43用于带动整列杆42平移,从而多个整列组件的整列杆42可以配合将经过旋转装置2旋转的玻璃基板夹持,实现对玻璃基板矫正位置,以便于后续作业流程。整列杆42可以位于相邻的两个支撑轴12之间,从而整列杆42可以由两个支撑轴12之间升起,并超出支撑轴12所在的平面,实现对经过旋转装置2旋转的玻璃基板夹持,矫正玻璃基板的位置。多个整列组件可以间隔分布,例如,整列组件为四个,分列在安装空间11的四周,由四个方向对玻璃基板进行夹持,具体地,每个整列组件的整列驱动部43均带动整列杆42向安装空间11方向平移,即全部整列组件的整列杆42靠拢,整列杆42与玻璃基板抵接,实现对玻璃基板进行位置矫正,从而达到将经过旋转装置旋转的玻璃基板整列于传递装置上。
39.在具体实施中,整列驱动部43可以采用气缸。整列驱动部43的升降可以由整列驱动部升降气缸44实现,整列驱动部43与整列驱动部升降气缸44的顶部连接,整列驱动部升降气缸44可以固定在整列支撑平台45上,整列支撑平台45可以固定在机架5上。
40.具体实施时,整列组件可以包括至少两个整列杆42,至少两个整列杆42平行设置,从而每个整列组件可以有两个整列杆42与玻璃基板抵接,在实际应用时,一个方向就可以有至少两个整列杆42与玻璃基板抵接,玻璃基板可以更加稳定地被夹持,玻璃基板位置的矫正更加可靠。
41.实际应用时,整列杆42的顶部可以设置有整列滚轮41,整列杆42通过整列滚轮41与玻璃基板抵接,更加容易实现对玻璃基板位置的矫正。
42.结合上述,本技术实施例提供的玻璃基板转台设备,具有直线传送、旋转及整列玻璃基板的功能,可以单独实现每个功能,也可以组合实现多个功能。示例性地,传递装置可以将玻璃基板由上游直线传送到安装空间11对应区域,支撑装置3可以将玻璃基板由传递装置上升起,旋转装置2可以升起并将玻璃基板旋转设定角度,整列装置4可以升起并将玻璃基板按设定位置矫正,之后整列装置4、旋转装置2及支撑装置3可以下降,将玻璃基板放
置到传递装置。
43.并且,本技术实施例提供的玻璃基板转台设备可以结合机械臂实现玻璃基板取放功能,示例性地,可以通过机械臂将玻璃基板放置到传递装置上,传递装置再将玻璃基板由上游直线传送到安装空间11对应区域,也可以通过机械臂将经过矫正位置的玻璃基板取走。此外,还可以通过机械臂直接将玻璃基板放置到安装空间11对应区域,而后由支撑装置3、旋转装置2及整列装置4配合完成升降、旋转及矫正位置。
44.本技术实施例提供的玻璃基板转台设备,可以高效地完成多种功能,减少大量重复的动作,并且,支撑装置3、旋转装置2及整列装置4占用空间较小,仅需要约为玻璃基板对角线长度的水平空间,及玻璃基板上侧约5cm左右的垂直空间,能够最大限度地节约无尘厂房空间,此外,可以在现有的玻璃基板直线传送单元上进行改造,完成功能的添加,可以降低旧设备改造的难度和费用,解决了玻璃基板传送装置占用空间过大,以及旧设备传送单元改造困难的问题。
45.本领域内的技术人员应明白,以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此。显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。