1.本实用新型涉及低密度材料成型技术领域,具体而言,涉及一种壳体用低密度材料成型装置。
背景技术:
2.现有技术中,铝合金薄壁壳体要求在深水中使用时提供正浮力,因而壳体内部需安装、涂覆低密度高强度材料。由于壳体内部结构复杂,低密度高强度材料成型的特殊工艺性等因素,需将低密度材料涂覆到壳体的内部,然后进行预固化或加热固化等。该低密度材料在固化成型过程中会发生体积膨胀导致密度变化,加热固化过程中未固化的低密度材料中的树脂流动性增加以及未固化的低密度材料流动导致固化后边界不附型和污染壳体已加工面等。
3.现有技术中使用内外成型压力工装将低密度材料进行固化,成型工装具有以下几方面的困难:(1)内外成型压力工装为金属材质,人为操作劳动强度大;(2)对低密度高强度材料涂覆基体平整度要求较高,会导致整体密度不均匀;(3)工装密封性要求高,可能发生浮力材料中树脂流动问题;(4)难以解决低密度材料在固化过程中发生流动。
4.针对现有技术中使用内外成型压力工装将低密度材料进行固定所存在的低密度材料在固化过程中发生流动导致固化后边界不附型、污染壳体、操作劳动强度大的问题,目前尚未提出有效的解决方案。
技术实现要素:
5.本实用新型实施例中提供一种壳体用低密度材料成型装置,以解决现有技术中使用内外成型压力工装将低密度材料进行固定所存在的低密度材料在固化过程中发生流动导致固化后边界不附型、污染壳体、操作劳动强度大的问题。
6.为达到上述目的,本实用新型提供了一种壳体用低密度材料成型装置,所述低密度材料涂覆于所述壳体的内表面,所述装置包括:透气膜、硬质板和用于包裹涂覆有低密度材料的所述壳体的塑料袋膜;所述透气膜设于所述低密度材料上;所述透气膜与涂覆有所述低密度材料的所述壳体的内表面形状相同,大小相等;所述硬质板位于所述透气膜上并与所述透气膜固定连接;所述塑料袋膜上开设有抽气孔,用于使抽气管的一端穿入;于所述抽气管的另一端连接有真空泵,用于对所述塑料袋膜进行抽真空并将抽真空后的所述壳体的低密度材料通过烘箱加热固化。
7.可选的,于所述壳体的端口、孔粘贴有分离膜。
8.可选的,所述硬质板与所述透气膜形状相同、大小相等。
9.可选的,所述低密度材料为泡沫。
10.可选的,所述硬质板的厚度为3~5mm。
11.可选的,所述硬质板的材料为硅胶或玻璃钢。
12.可选的,所述硬质板通过粘胶与所述透气膜固定连接。
13.本实用新型的有益效果:
14.本实用新型提供了一种壳体用低密度材料成型装置,所述低密度材料涂覆于所述壳体的内表面,所述装置包括:透气膜、硬质板和用于包裹涂覆有低密度材料的所述壳体的塑料袋膜;所述透气膜置于所述低密度材料上;所述透气膜与涂覆有所述低密度材料的所述壳体的内表面形状相同,大小相等;所述硬质板位于所述透气膜上并与所述透气膜固定连接;所述塑料袋膜上开设有抽气孔,用于使抽气管的一端穿入;于所述抽气管的另一端连接有真空泵,用于对所述塑料袋膜进行抽真空并将抽真空后的所述壳体的低密度材料通过烘箱加热固化。
15.上述结构设计中,通过设置塑料袋膜、抽气管和真空泵,可对塑料袋膜包裹的涂覆有低密度材料的壳体进行抽真空,之后进行加热固化,解决了低密度材料在固化过程中发生流动导致固化后边界不附型、污染壳体的问题,且该装置操作简单,提高了工作效率。
附图说明
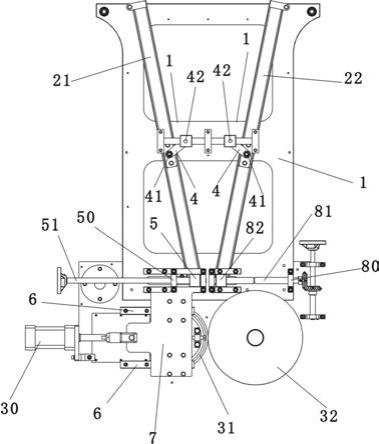
16.图1是本实用新型实施例提供的一种壳体用低密度材料成型装置的结构示意图。
17.符号说明:
18.透气膜-1,硬质板-2,塑料袋膜-3,抽气管-4,分离膜-5,壳体-6,低密度材料-7,密封胶条-8。
具体实施方式
19.为了使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
20.现有技术中使用内外成型压力工装将低密度材料7进行固化,成型工装具有以下几方面的困难:(1)内外成型压力工装为金属材质,人为操作劳动强度大;(2)对低密度高强度材料涂覆基体平整度要求较高,会导致整体密度不均匀;(3)工装密封性要求高,可能发生浮力材料中树脂流动问题;(4)难以解决低密度材料7在固化过程中发生流动。
21.因而,本实用新型提供了一种壳体6用低密度材料7成型装置,图1是本实用新型实施例提供的一种壳体6用低密度材料7成形装置的结构示意图,如图1所示,所述低密度材料7涂覆于所述壳体6的内表面,所述低密度材料7为泡沫,具体的,所述泡沫为合成泡沫,例如:玻璃微珠树脂复合材料,该材料的主要特点为密度低,具有减震、绝缘、防火的作用。
22.该装置包括:透气膜1、硬质板2和用于包裹涂覆有低密度材料7的所述壳体6的塑料袋膜3;
23.所述透气膜1设于所述低密度材料7上;所述透气膜1与涂覆有所述低密度材料7的所述壳体6的内表面形状相同,大小相等;
24.具体的,根据涂覆完成所述低密度材料7的所述壳体6的内表面形状,获取与其形状相同、大小相等的透气膜1,并将所述透气膜1置于所述低密度材料7上;其中透气膜1的特性为空气分子可以自由通过,而构成低密度材料7的其他材料分子不能通过,这样,能够保证低密度材料7的分子不会穿过透气膜1。
25.在一个可选的实施方式中,于所述壳体6的端口、孔粘贴有分离膜5,即在低密度材料7的周围粘贴分离膜5,起到对壳体6的保护作用,防止未固化的低密度材料7在加热过程中流动污染壳体6。
26.在一个可选的实施方式中,所述硬质板2位于所述透气膜1上并与所述透气膜1固定连接;具体的,所述硬质板2通过粘胶与所述透气膜1固定连接;所述硬质板2与所述透气膜1形状相同、大小相等,这样,能够保证硬质板2完全将透气膜1覆盖住。所述硬质板2的厚度为3~5mm。所述硬质板2的材料为硅胶或玻璃钢。
27.具体的,硬质板2铺贴在所述透气膜1上,硬质板2自身具有一定的支撑强度,从而可以提高外压压力均匀分布,同时硬质板2可有效阻碍未固化的低密度材料7在加热过程中的流动,实现低密度材料7固化后尺寸等附型。
28.所述塑料袋膜3上开设有抽气孔,用于使抽气管4的一端穿入;于所述抽气管4的另一端连接有真空泵,用于对所述塑料袋膜3进行抽真空并将抽真空后的所述壳体6的低密度材料7通过烘箱加热固化。
29.具体的,根据所述壳体6的大小,获取能够将所述壳体6完全包裹的塑料袋膜3,将所述塑料袋膜3包裹粘贴完所述硬质板2后的所述壳体6;所述塑料袋膜3的四周粘贴密封胶条8,防止塑料袋膜3透气。于所述塑料袋膜3上开设抽气孔,并将抽气管4的一端穿入所述抽气孔,将所述抽气管4的另一端连接真空泵对所述塑料袋膜3进行抽真空;在操作过程中,需注意防止塑料袋膜3的破损;启动真空泵,当塑料袋膜3中的真空度值达到98%以上,且真空度下降值低于5%时,将真空泵关闭完成抽真空过程;将抽真空后的所述壳体6的低密度材料7放置烘箱中加热固化,得到目标壳体6。其中,所述加热的温度为90~110℃;所述加热的时间为8~9h。
30.其中,所述塑料袋膜3的包裹方法为:将一半的塑料袋膜3包裹壳体的一半,塑料袋膜3的四周粘密封胶条8,保证密封胶条8粘贴紧实;将另一半的塑料袋膜3包裹壳体的另一半,另一半塑料袋膜3的四周粘贴密封胶条8,保证密封胶条8粘贴紧实。
31.加热固化完成后,拔出真空管,去除塑料袋膜3,回收硬质板2并将分离膜5撕掉。
32.本实用新型的有益效果:
33.本实用新型提供了一种壳体6用低密度材料7成型装置,所述低密度材料7涂覆于所述壳体6的内表面,所述装置包括:透气膜1、硬质板2和用于包裹涂覆有低密度材料7的所述壳体6的塑料袋膜3;所述透气膜1置于所述低密度材料7上;所述透气膜1与涂覆有所述低密度材料7的所述壳体6的内表面形状相同,大小相等;所述硬质板2位于所述透气膜1上并与所述透气膜1固定连接;所述塑料袋膜3上开设有抽气孔,用于使抽气管4的一端穿入;于所述抽气管4的另一端连接有真空泵,用于对所述塑料袋膜3进行抽真空并将抽真空后的所述壳体6的低密度材料7通过烘箱加热固化。
34.上述结构设计中,通过设置塑料袋膜3、抽气管4和真空泵,可对塑料袋膜3包裹的涂覆有低密度材料7的壳体6进行抽真空,之后进行加热固化,解决了低密度材料7在固化过程中发生流动导致固化后边界不附型、污染壳体6的问题,且该装置操作简单,提高了工作效率。
35.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:
其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。