1.本实用新型涉及汽车前盖铰链生产技术领域,具体涉及一种汽车前盖铰链装配线。
背景技术:
2.汽车前面的盖子也称发动机盖,发动机盖(又称发动机罩)是最醒目的车身构件,是买车者经常要察看的部件之一。对发动机盖的主要要求是隔热隔音、自身质量轻、刚性强。
3.目前汽车前盖铰链主要生产方式为将整个产品的生产工艺分为若干个工位,在每个工位上安排若干操作员进行手动或者夹具辅助装配,然后在某些工位间增加相应的检具通过人员操作进行质量检查。此种方法需消耗大量人力,效率低下,同时易导致产品质量不稳定,品质无法有效管控,同时生产数据、检测结果难于保存,不利于产品追溯,且产品尺寸较大,不利于人工装配。
4.基于此,本实用新型设计了一种汽车前盖铰链装配线,以解决上述问题。
技术实现要素:
5.本实用新型的目的在于提供一种汽车前盖铰链装配线,以解决上述背景技术中提出现有的汽车前盖铰链装配时需要耗费大量人力,效率低,导致产品质量不稳定,生产数据、检测结果难于保存,不利于产品追溯,且产品尺寸较大,不利于人工装配的问题。
6.本实用新型的技术方案是这样实现的:一种汽车前盖铰链装配线,包括工作台、高精度八工位分度盘、销钉上料工位、第一备用工位、预装衬套工位、盖件放入工位、压配工位、第二备用工位、铆接工位和下线工位,所述高精度八工位分度盘设于工作台的顶部;
7.所述销钉上料工位、第一备用工位、预装衬套工位、盖件放入工位、压配工位、第二备用工位、铆接工位和下线工位均匀的分布在高精度八工位分度盘的顶部,各个工位之间的角度为四十五度。
8.优选的,所述工作台的顶部设有销钉供料装置、衬套供料装置、盖件注油装置、压配装置、铆接装置和取出装置,所述销钉供料装置和衬套供料装置设于工作台顶部的右侧,所述压配装置和铆接装置设于工作台顶部的左侧,所述盖件注油装置和取出装置分别设于工作台顶部的前后侧,所述压配装置与压配工位相适配。
9.优选的,所述销钉供料装置上设有销钉输送线,所述销钉输送线左端的下方设有销钉检测机构,所述销钉检测机构与销钉上料工位相适配。
10.优选的,所述衬套供料装置上设有衬套输送线,所述衬套输送线左端的下方设有衬套入车身件装置。
11.优选的,所述铆接装置上设有铆接机,所述铆接机与铆接工位相适配。
12.优选的,所述取出装置与下线工位相适配,所述取出装置的下方设有下线输送线。
13.本实用新型的有益效果是,本实用新型通过本装配线整体结构上分成两个部分:
八工位分度盘和若干个功能工位;分度盘通过定位旋转使产品在功能工位间传递,功能工位上则实现装配及检测等功能;核心工位上都安装有传感器及防呆机构,对装配品质及来料品质都有相应检测;设备机体上安装有安全门开关及多处紧急停止按钮,确保生产安全。
附图说明
14.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
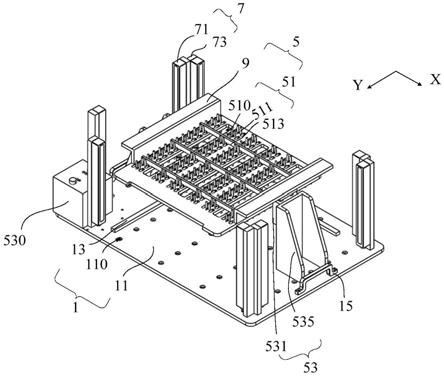
15.图1为本实用新型的结构示意图。
16.附图中,各标号所代表的部件列表如下:
17.1-工作台,2-高精度八工位分度盘,3-销钉上料工位,4-第一备用工位,5-预装衬套工位,6-盖件放入工位,7-压配工位,8-第二备用工位,9-铆接工位,10-下线工位,11-销钉供料装置,12-衬套供料装置,13-盖件注油装置,14-压配装置,15-铆接装置,16-取出装置,17-销钉输送线,18-销钉检测机构,19-衬套输送线,20-衬套入车身件装置,21-铆接机,22-下线输送线。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1,本实用新型提供一种技术方案:一种汽车前盖铰链装配线,包括工作台1、高精度八工位分度盘2、销钉上料工位3、第一备用工位4、预装衬套工位5、盖件放入工位6、压配工位7、第二备用工位8、铆接工位9和下线工位10,高精度八工位分度盘2设于工作台1的顶部;销钉上料工位3、第一备用工位4、预装衬套工位5、盖件放入工位6、压配工位7、第二备用工位8、铆接工位9和下线工位10均匀的分布在高精度八工位分度盘2的顶部,各个工位之间的角度为四十五度。
20.其中,工作台1的顶部设有销钉供料装置11、衬套供料装置12、盖件注油装置13、压配装置14、铆接装置15和取出装置16,销钉供料装置11和衬套供料装置12设于工作台1顶部的右侧,压配装置14和铆接装置15设于工作台1顶部的左侧,盖件注油装置13和取出装置16分别设于工作台1顶部的前后侧,压配装置14与压配工位7相适配。
21.其中,销钉供料装置11上设有销钉输送线17,销钉输送线17左端的下方设有销钉检测机构18,销钉检测机构18与销钉上料工位3相适配。
22.其中,衬套供料装置12上设有衬套输送线19,衬套输送线19左端的下方设有衬套入车身件装置20。
23.其中,铆接装置15上设有铆接机21,铆接机21与铆接工位9相适配。
24.其中,取出装置16与下线工位10相适配,取出装置16的下方设有下线输送线22。
25.工作原理:
26.采用一台高精度八工位分度盘2为载体通过等分角度旋转实现物料在工位之间的传递,每完成一步旋转45
°
将产品旋转送至下一个工位。八个工位主要功能如下:销钉上料工位:销钉供料装置11将销钉排列好通过销钉输送线17输送至销钉检测机构18,销钉检测机构18对销钉进行长度等进行测量,防止不合格销钉或混入的其他销钉流入后道工序。预装衬套工位:衬套供料装置12将衬套排列好通过衬套输送线19输送至预装机构,操作员将铰链车身件放入预装机构,机构执行动作将衬套预装入车身件上。预装完成后操作员将其再放入分度盘第3工位的销钉之上。盖件放入工位:操作员先将盖件放入盖件注油装置13,等待该工位自动给盖件注润滑油脂完成后,再放入分度盘底4工位车身件之上。压配工位:当物料到达此工位时,一组压缸动作将盖件与车身件压合到位。铆接工位:核心部件为一台电动铆接机21。当物料达到此工位时,铆接机21铆接头伸出,旋转铆接头对产品进行铆接工作,将产品各部件铆接到位。下线工位:当已铆接完成的成品到达此工位时,取出装置16通过一组气缸动作并控制电磁铁吸头吸出放至下线输送线22上输出。
27.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种汽车前盖铰链装配线,其特征在于:包括工作台(1)、高精度八工位分度盘(2)、销钉上料工位(3)、第一备用工位(4)、预装衬套工位(5)、盖件放入工位(6)、压配工位(7)、第二备用工位(8)、铆接工位(9)和下线工位(10),所述高精度八工位分度盘(2)设于工作台(1)的顶部;所述销钉上料工位(3)、第一备用工位(4)、预装衬套工位(5)、盖件放入工位(6)、压配工位(7)、第二备用工位(8)、铆接工位(9)和下线工位(10)均匀的分布在高精度八工位分度盘(2)的顶部,各个工位之间的角度为四十五度。2.如权利要求1所述的汽车前盖铰链装配线,其特征在于:所述工作台(1)的顶部设有销钉供料装置(11)、衬套供料装置(12)、盖件注油装置(13)、压配装置(14)、铆接装置(15)和取出装置(16),所述销钉供料装置(11)和衬套供料装置(12)设于工作台(1)顶部的右侧,所述压配装置(14)和铆接装置(15)设于工作台(1)顶部的左侧,所述盖件注油装置(13)和取出装置(16)分别设于工作台(1)顶部的前后侧,所述压配装置(14)与压配工位(7)相适配。3.如权利要求2所述的汽车前盖铰链装配线,其特征在于:所述销钉供料装置(11)上设有销钉输送线(17),所述销钉输送线(17)左端的下方设有销钉检测机构(18),所述销钉检测机构(18)与销钉上料工位(3)相适配。4.如权利要求3所述的汽车前盖铰链装配线,其特征在于:所述衬套供料装置(12)上设有衬套输送线(19),所述衬套输送线(19)左端的下方设有衬套入车身件装置(20)。5.如权利要求4所述的汽车前盖铰链装配线,其特征在于:所述铆接装置(15)上设有铆接机(21),所述铆接机(21)与铆接工位(9)相适配。6.如权利要求5所述的汽车前盖铰链装配线,其特征在于:所述取出装置(16)与下线工位(10)相适配,所述取出装置(16)的下方设有下线输送线(22)。
技术总结
本实用新型涉及汽车前盖铰链生产技术领域,具体涉及一种汽车前盖铰链装配线,包括工作台、高精度八工位分度盘、销钉上料工位、第一备用工位、预装衬套工位、盖件放入工位、压配工位、第二备用工位、铆接工位和下线工位,所述高精度八工位分度盘设于工作台的顶部;本实用新型通过本装配线整体结构上分成两个部分:八工位分度盘和若干个功能工位;分度盘通过定位旋转使产品在功能工位间传递,功能工位上则实现装配及检测等功能;核心工位上都安装有传感器及防呆机构,对装配品质及来料品质都有相应检测;设备机体上安装有安全门开关及多处紧急停止按钮,确保生产安全。确保生产安全。确保生产安全。
技术研发人员:李佳 李剑芸 黄承成 吕永根
受保护的技术使用者:上海枫讯工业智能科技有限公司
技术研发日:2021.04.15
技术公布日:2022/4/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。