1.本实用新型属于航空制造钣金成形技术领域,具体是涉及一种双曲面蒙皮辅助成形装置。
背景技术:
2.随着飞机整体装配化的发展以及飞机性能的要求,蒙皮整体化需求随之增大,以往流线形式蒙皮逐渐减少,随之带加强鼓包、凹陷性等异形蒙皮逐渐增加。某型号机身蒙皮应整体化需求将原若干块蒙皮进行组合的某一常见类型结构件,该类结构件通常作为机身外蒙皮,涉及理论外形,型面精度要求高;零件结构外形结构复杂,如图1所示为双曲面蒙皮100,零件纵向曲率较大,外形呈“m”形,且中间区域带凹陷型型面,目前此类结构件在成形过程中存在以下难点:
3.该类零件通常仅使用一套拉型模(凹模)一次成形。但位于中端凹陷区域成形困难,成形后需对中端凹陷处单独进行手工成形,成形后零件质量差,零件表面出现大量榔头印,很难消除,且零件手工成形过程中容易出现鼓动,需不断进行手工校正直至零件完全贴模,难度和强度大、生产周期长。
技术实现要素:
4.本实用新型的目的是克服现有技术的不足,提供一种双曲面蒙皮辅助成形装置。
5.本实用新型技术方案:
6.一种双曲面蒙皮辅助成形装置,包括拉形模具和拉形夹钳,所述拉形夹钳设在所述拉形模具的两侧,所述拉形模具包括拉型上模和拉型下模,所述拉型上模设于拉型下模的正上方,所述拉型下模包括两侧具有双峰形凸起、中间呈弧形凹槽的拉型凹模,所述拉型上模包括拉型凸模,拉型凸模中间设有与弧形凹槽配合的单峰凸起。
7.优选,拉型凸模的两侧对称且不完全覆盖双峰形凸起。
8.优选,所述拉型凹模的型面与蒙皮凹陷型面外形一致。
9.优选,所述拉型凸模和拉型凹模之间设有合模结构,所述合模结构包括定位插销和定位插销座,所述拉型凸模的前后两侧分别设有定位插销,拉型凹模的前后两侧分别设有与定位插销配合的定位插销座。
10.优选,还包括龙门架,龙门架上设有驱动拉型凸模升降的液压作动筒。
11.本实用新型解决该类典型机身双曲面蒙皮口框结构件成形缺陷;大幅度减轻了对型面的手工成形与校正、修剪工序的劳动强度,提高了零件表面质量,避免了零件出现鼓动,减少榔头印,缩短了零件生产制造周期,为后续类似双曲面异形蒙皮零件的成形提供参考。
附图说明
12.图1是现有技术一款双曲面蒙皮的结构示意图;
13.图2是本实用新型较佳实施例的结构示意图;
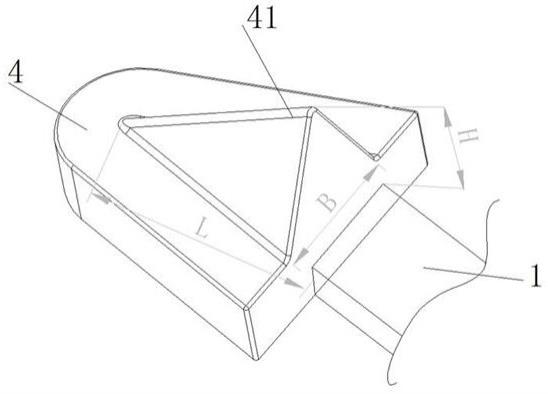
14.图3是本实用新型较佳实施例中拉型凸模的结构示意图;
15.图4是本实用新型较佳实施例中拉型凹模的结构示意图;
16.图中:零件毛坯1,拉型凹模2,拉形夹钳3,拉型凸模4,液压作动筒5,定位插销6,定位插销座7,双曲面蒙皮100。
具体实施方式
17.本实用新型通过下面的实施案例可以对本实用新型做进一步的描述,然而,本实用新型的范围并不限于下述实施例。
18.实施例1:如图2——图4所示的一种双曲面蒙皮辅助成形装置,包括拉形模具和拉形夹钳3,所述拉形夹钳3设在所述拉形模具的两侧,拉形夹钳3是现有技术在此不过多赘述,所述拉形模具包括拉型上模和拉型下模,所述拉型上模设于拉型下模的正上方,所述拉型下模包括两侧具有双峰形凸起、中间呈弧形凹槽的拉型凹模2,所述拉型上模包括拉型凸模4,拉型凸模4中间设有与弧形凹槽配合的单峰凸起,本实用新型拉型凸模可以辅助材料延伸至拉型成形,弥补一次拉型的缺陷,采用拉型凸模与拉型凹模组合成形后对零件进行拉伸成型操作,即通过“拉形”对蒙皮型面的成形中,结合带拉型凸模下压至拉型凹模组合进行整体成形、外形修剪和校正操作即完成所有成形过程,最终零件符合制造依据。
19.优选,拉型凸模4的两侧对称且不完全覆盖双峰形凸起。
20.优选,所述拉型凹模2的型面与蒙皮凹陷型面外形一致。
21.优选,所述拉型凸模4和拉型凹模2之间设有合模结构,所述合模结构包括定位插销和定位插销座7,所述拉型凸模4的前后两侧分别设有定位插销6,拉型凹模2的前后两侧分别设有与定位插销6配合的定位插销座7。
22.优选,还包括龙门架,龙门架上设有驱动拉型凸模4升降的液压作动筒5,
23.本实用新型成型过程如图2所示:先将零件毛坯1长边两端通过拉形夹钳3夹紧,通过拉型机夹钳3动作进行预拉形,载荷能够保证零件毛坯1进入塑性状态,随后保持零件毛坯1与拉型凹模2接触且处于松弛状态,通过液压作动筒5控制拉型凸模4下行与拉型凹模2合模,定位插销6与定位插销座7定位,控制拉型机夹钳3钳口的液压作动筒作动作,带动钳口运动使得零件毛坯1包覆于下模上,使零件毛坯1的两端逐步贴合到拉型凹模2表面,零件毛坯与拉型凹模2接触拉延,待零件毛坯的外形与拉型凹模2贴合时,完成拉型成形操作,得到拉型模型面的半成品,将拉形好的零件,在拉型模上完全贴合模具后,进行修剪弯边边缘线,最终得到所需求的双曲面蒙皮100。
24.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点,对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
25.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包
含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.一种双曲面蒙皮辅助成形装置,包括拉形模具和拉形夹钳,所述拉形夹钳设在所述拉形模具的两侧,其特征在于,所述拉形模具包括拉型上模和拉型下模,所述拉型上模设于拉型下模的正上方,所述拉型下模包括两侧具有双峰形凸起、中间呈弧形凹槽的拉型凹模,所述拉型上模包括拉型凸模,拉型凸模中间设有与弧形凹槽配合的单峰凸起。2.根据权利要求1所述的一种双曲面蒙皮辅助成形装置,其特征在于,拉型凸模的两侧对称且不完全覆盖双峰形凸起。3.根据权利要求1所述的一种双曲面蒙皮辅助成形装置,其特征在于,所述拉型凹模的型面与蒙皮凹陷型面外形一致。4.根据权利要求1所述的一种双曲面蒙皮辅助成形装置,其特征在于,所述拉型凸模和拉型凹模之间设有合模结构,所述合模结构包括定位插销和定位插销座,所述拉型凸模的前后两侧分别设有定位插销,拉型凹模的前后两侧分别设有与定位插销配合的定位插销座。5.根据权利要求1所述的一种双曲面蒙皮辅助成形装置,其特征在于,还包括龙门架,龙门架上设有驱动拉型凸模升降的液压作动筒。
技术总结
本实用新型公开了一种双曲面蒙皮辅助成形装置,包括拉形模具和拉形夹钳,所述拉形夹钳设在所述拉形模具的两侧,所述拉形模具包括拉型上模和拉型下模,所述拉型上模设于拉型下模的正上方,所述拉型下模包括两侧具有双峰形凸起、中间呈弧形凹槽的拉型凹模,所述拉型上模包括拉型凸模,拉型凸模中间设有与弧形凹槽配合的单峰凸起。本实用新型解决该类典型机身双曲面蒙皮口框结构件成形缺陷;大幅度减轻了对型面的手工成形与校正、修剪工序的劳动强度,提高了零件表面质量,避免了零件出现鼓动,减少榔头印,缩短了零件生产制造周期,为后续类似双曲面异形蒙皮零件的成形提供参考。类似双曲面异形蒙皮零件的成形提供参考。类似双曲面异形蒙皮零件的成形提供参考。
技术研发人员:曾斌 朱乐宗 周维 龚甘霖 文松涛 党晖 曾小蹈 胡雅玲 蒋欢 黄旭林 陈晓峰
受保护的技术使用者:江西洪都航空工业集团有限责任公司
技术研发日:2021.12.09
技术公布日:2022/4/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。