1.本发明的主题是一种用于制造鞋类物品的方法,特别是用于练习运动的鞋类物品。
2.本发明的主题是一种用于制造鞋类物品、特别是所述鞋类物品的鞋帮的方法,该鞋类物品实现了一个或多个用于生产包括一体式鞋底部分的鞋帮的三维的管状针织组件。
背景技术:
3.现有技术的鞋类物品通常包括两个主要元件,即鞋帮和鞋底结构。鞋帮被固定到鞋底结构上并形成空的空间或体积,用于将脚容纳在鞋类物品内,以安全舒适地接收脚。鞋底结构被固定到鞋帮的下部区域,并因此被定位在鞋帮和地面之间。
4.在鞋类物品(例如用于练习运动)中,鞋底结构可以包括中底和耐磨鞋底,耐磨鞋底的外表面旨在直接地与地面接触。
5.中底通常包括由聚合物泡沫制成的材料,该材料减弱与地面的冲击反应,以减少在穿着鞋类物品期间在行走、跑步或其他活动中对脚和腿产生的冲击回复力。
6.此外,中底可以包括一个或多个填充流体的腔室、一个或多个减震部分或其他元件,这些元件可以减弱冲击回复力并提高稳定性,否则将影响脚的运动并因此影响抓地。
7.耐磨鞋底被固定到中底的下表面并提供用于将鞋底结构与地面接合的部分,该地面接合部分由耐磨且耐用的材料形成,诸如例如橡胶或合成弹性体。鞋底结构还可以包括内衬,该内衬被定位在鞋帮的脚容纳体积内并靠近脚的下表面,以提高鞋类物品的舒适性。
8.鞋帮通常包括许多块件,诸如外侧四分之一、内侧四分之一、前部保护帽、鞋舌、鞋跟、鞋跟支撑件、鞋面、带有特别是孔/(用于使鞋带穿过的孔眼)和鞋带的收紧装置、内衬以及任选的其他部分。这些块件中的一些可以由几个部分制成。因此,鞋的制造需要组装这些不同的块件以形成三维的鞋帮,通过将这些块件切割出来并将它们组装为平坦的。
9.鞋帮通常沿着脚的外侧和内侧并围绕脚踝区域在脚弓的上方和脚趾的区域中延伸。
10.在某些应用中,诸如篮球或者例如徒步旅行,鞋帮可以向上并围绕脚踝延伸,以为脚踝提供支撑和附加的保护。收紧装置常常被并入到鞋帮中,以调整鞋帮的尺寸,从而允许脚进入和离开在鞋帮内形成的空的空间。鞋帮还可以包括在收紧装置、例如鞋带系统下方延伸的鞋舌,以调整鞋类物品,并且鞋帮可以包括限制脚跟移动的后背加强元件。这些不同组件/元件/块件的组装需要大量时间,并可能导致在鞋类物品制造中的错误。因此,潜在的错误数量可能会很大,并使制造过程复杂,因此也会使成本更高。
11.鞋帮一旦成型,则因此被赋予体积,特别是通过例如使用接缝在脚跟的高度处组装,鞋帮以已知方式与鞋底元件、特别是进入到鞋底结构中的鞋底元件相关联,以限定鞋类体积。
12.因此,鞋帮可以通过粘合剂层被粘合到鞋底元件;它可以被粘合到相对坚硬的内底上。
13.可替代地,通过使用不同的接缝对鞋帮进行成型,然后根据所谓的士多宝(strobel)技术通过缝合将鞋帮组装到内底上,可以将鞋帮组装在鞋底元件上。在这种情况下,内底通常是柔软的,以便能够被缝合。因此,内底形成鞋帮的鞋底部分或底部。
14.与运输、储存、切割和组装不同部件相关联的时间和成本非常可观。此外,在切割和组装部件时,会产生大量的废弃物。具有大量由不同材料制成的组件的鞋类物品更难以回收,因为将组件分离以对它们进行回收特别复杂。因此,通过使进入鞋的组合物中的不同组件的数量减少,可以减少废弃物的量,并提高用于制造此类鞋类物品的方法的效率以及鞋帮的可回收性。
15.因此,已经为生产鞋类物品做出了规定,该鞋类物品实现了从三维针织管的制造中获得的鞋帮。这些方法首先通过针织基本上袜子状形状的管状针织组件来实现内底鞋帮的针织。
16.然后,该方法包括在针织管状组件的鞋底部分中产生纵向切口,然后使用该纵向切口将该针织管状组件平放,以出现一外表面,在该外表面上可以平放一个或多个功能组件。这些功能组件,诸如徽标、加强元件、鞋带孔眼、硬帽或鞋面或鞋跟加强件被手动施加到针织管状部分的平坦外表面,然后例如通过粘合和/或缝合来固定到彼此。可以通过粘合进行固定,例如通过手动使用熨斗。然后将在鞋底部分中制成的纵向切口闭合,例如使用接缝。然后获得鞋类总成,其包括被固定到一个或多个功能组件的内底鞋帮。将该鞋类总成放置在脚形状的预制件上,然后热成型为预制件的脚形状以形成最终鞋帮。由于预制件的尺寸对应于给定的脚尺寸,因此需要许多预制件。预制件由塑料或复合材料制成。最后,将诸如中底的鞋底元件固定到鞋帮的鞋底部分。
17.在针织管状部分的鞋底部分中产生纵向切口以便将针织管状部分平放并能够产生其功能性,需要额外的步骤。此外,将功能组件固定到被设置在平面中的针织管上的事实仅使得可以对针织管状组件的小区域进行功能化。尽管有纵向开口,但不可能将整个针织管平放。因此,不可能在三维上对鞋帮的整个表面进行功能化。此外,在当平坦时的功能化期间所添加的功能组件在下一步的热成型过程中可能会受到热损坏,从而进一步限制了可以使用的功能组件的尺寸和/或性质。
18.因此,需要一种用于制造鞋类物品的方法,使得在其功能化期间能够在三维上接近整个鞋类总成——旨在形成鞋帮,而不受能可接近的一个或多个功能性区域的尺寸和数量的限制。
19.还需要一种用于制造鞋类物品的方法,该方法限制了组装步骤的数量,而不会损坏所实现的功能组件。
20.还需要一种可以缩短制造时间并提高所获得的鞋帮品质的制造方法。
技术实现要素:
21.本发明的主题是一种用于制造鞋类物品的方法,该方法限制了组件和/或块件的数量,从而使得能够显著减少制造时间、制造步骤的数量、限制组装误差、最小化废弃物的量,以及在外观和机械特性方面改善鞋帮的品质。
22.本发明的主题还是一种在鞋帮的美学设计上提供更多可能性的方法,并且能够提高鞋帮的稳定性。
23.因此,本发明的主题是一种缓解上述问题的用于制造鞋类物品的方法,其包括以下步骤:
24.(i)-提供包括至少一个能熔的部分的第一针织管状部分,以及一个或多个功能组件;
25.(ii)-形成包括第一针织管状部分和一个或多个功能组件的鞋类总成;以及
26.(iii)-使预先被设置成抵靠具有脚形状的预制件的外表面的鞋类总成转变成鞋帮;所述转变步骤包括:使鞋类总成热成型,以遵循预制件的脚形状,且所述预制件包括内部体积和通向其外表面的穿孔,所述内部体积和所述穿孔流体连接。
27.有利的是,预制件的穿孔的布置使得能够更规则地将热量分布在预制件的外表面上,并因此能够获得具有更规则形状的热成型的鞋帮,以及当一个或多个能熔的部分被用于将一个或多个功能组件固定到第一针织管状部分和/或第二针织管状部分和/或用于将第一针织管状部分和第二针织管状部分彼此固定时能够加强固定。
28.预制件包括鞋底部分(旨在与下文定义的封套的鞋底部分接触)、外侧部分(旨在与下文定义的封套的外侧接触)、内侧部分(旨在与下文定义的封套的内侧接触),内侧部分、外侧部分和鞋底部分的延伸部中的前面部分(旨在覆盖下文定义的封套的脚的前部),以及内侧部分、外侧部分和鞋底部分的延伸部中的后背部分(旨在覆盖下文定义的封套的脚的后背、并进而覆盖脚跟以及任选地覆盖脚踝)。
29.在一个优选实施例中,预制件包括穿孔,该穿孔位于在前述部分中的至少一个中,特别是前述部分中的每一个中。
30.优选地,预制件包括被分布在预制件的整个外表面上的穿孔,特别是旨在与鞋类总成接触的穿孔。
31.优选地,预制件是中空的并且包括内部体积,并且穿孔是贯通的开口,这些开口通向预制件的外表面,并通向内部体积,特别是通向预制件的内表面。
32.优选地,穿孔包括基本上圆形的穿孔。
33.在一个优选实施例中,穿孔包括穿孔(或由穿孔组成),穿孔的最大尺寸被包含在直径大于1mm,更优选地大于或等于3mm,优选地大于或等于6mm、特别是小于或等于20mm,特别是小于或等于10mm的圆中。
34.在一个实施例中,穿孔表面积的总和(cm2)与预制件的外表面的总表面积(cm2)之比小于或等于60%,优选地小于或等于40%,更优选地小于或等于25%,特别是大于或等于10%。
35.这是因为热量流过鞋类总成,而且还穿过预制件的穿孔流向其内部体积,并且反过来从其内部体积穿过穿孔流向鞋类总成。根据定义,热成型涉及向鞋类总成施加热量,并且这在足够的时间段和温度下进行,以使鞋类总成热成型为预制件的脚形状。优选地,施加的温度大于或等于第一针织管状部分和/或第二针织管状部分的一个或多个能熔的部分的一个或多个熔化和/或软化温度。
36.转变步骤(iii)通过提供热量使得可以熔化/软化一个或多个能熔的部分。鞋类总成也被压缩并被挤压抵靠在预制件的外表面上。在鞋类总成被冷却特别是到环境温度后,鞋类总成在压力下被保持抵靠在预制件的外表面上,随后,鞋类总成最终保持预制件的脚形状。一个或多个能熔的部分的熔化或软化、随后冷却,使得能够将预制件的脚形状赋予鞋
类总成,并且任选地将一个或多个功能组件固定到第一管状部分。
37.步骤(iii)、特别是热成型的持续时间,可以大于0秒且小于或等于30分钟,特别是小于或等于5分钟。
38.在第一实施例中,在步骤(iii)期间、同时在进行鞋类总成的热成型期间,可以将一个或多个功能组件固定到第一管状部分和/或第二管状部分(在下文中定义)。然后,在单个步骤中同时进行热成型和固定,结合将鞋类总成置于真空下,且任选地向鞋类总成施加水蒸气。在这种情况下,优选地,一个或多个功能组件被设置在根据脚形状以三维设置的第一针织管状部分上,特别是被设置在呈脚形状的预制件上,特别是被设置在转变步骤(iii)期间使用的预制件上。这种设置为使第一针织管状部分个性化和稳定化提供了更多的可能性,特别是因为其外表面和内表面的整体是完全可以用于功能化的。
39.在步骤(ii)期间,一个或多个功能组件可以通过以下方式被保持设置在第一针织管状部分和/或第二针织管状部分上:通过缝合和/或粘合和/或通过熔合、特别是热熔合,特别是超声波,例如使用一个或多个保持点;特别是通过一个或多个接缝和/或一个或多个粘合剂点和/或一个或多个熔合点、例如超声波熔合。这种设置使得可以将功能组件保留在其功能化位置。
40.在第二实施例中,可以在步骤(iii)之前通过缝合或粘合,将一个或多个功能组件固定到第一管状部分和/或第二管状部分(在下文中定义)。然后,步骤(ii)包括借助于在第一针织管状部分的鞋底部分中成型的纵向开口将第一针织管状部分平放,以使用一个或多个功能组件对其进行功能化。优选地,接下来的转变步骤(iii)包括施加热量结合压力,该压力被施加到鞋类总成上以将鞋类总成挤压抵靠在预制件的外表面上,并且优选地转变步骤(iii)还包括将水蒸气施加到鞋类总成。特别地,转变步骤(iii)在这种情况下不包括将鞋类总成真空放置。
41.在一个实施例中,步骤(iii)包括设置鞋类总成,该鞋类总成预先被设置在模制体积中的呈脚形状的预制件上。所述模制体积优选地由包括一个或多个部分、特别是两个部分的模具限定。
42.模制体积基本上是与预制件的脚形状互补的脚形状。
43.模制体积可以在呈脚形状的预制件的外表面与背模(特别是刚性的、例如由多个部分制成的背模)的内表面或柔性薄膜的内表面之间形成,该柔性薄膜随后遵循(由鞋类总成覆盖的)预制件的形状。
44.柔性薄膜可以由柔性且能变形的材料制成,例如由硅酮或聚氨酯制成。该薄膜根据定义是气密的。
45.一个或多个功能组件可以借助于第一针织管状部分和/或第二针织管状部分(在下文中定义)所包括的一个或多个能熔的部分,和/或一个或多个功能组件本身所包括的一个或多个能熔的部分,和/或一个或多个、特别是至少部分能熔的粘合装置来固定。在最后一种情况下,一个或多个粘合装置被视为等同于根据本发明的具有中间固定功能的一个或多个功能组件。
46.根据本发明的一个或多个功能组件具有从以下功能中选择的至少一种功能:减震、加强、粘附、连续或不连续的保护覆层、美观外观或它们的组合。
47.第一针织管状部分和/或第二针织管状部分(在下文中定义)可以在双针直条针织
机或圆形针织机上针织。
48.优选地,第一针织管状部分和/或第二针织管状部分各自是封套,该封套包括鞋底部分(旨在位于穿着者的脚下)、外侧部分(旨在与穿着者的脚的外侧接触),内侧部分(旨在与穿着者的脚的内侧接触)、在内侧部分、外侧部分和鞋底部分的延伸部中的前面部分(旨在覆盖脚的前部),以及在内侧部分、外侧部分和鞋底部分的延伸部中的后背部分(旨在覆盖脚的后背,并进而覆盖脚跟,以及任选地覆盖脚踝)。该封套可以被布置为覆盖全部或部分脚踝,并任选地在脚踝上延伸。
49.封套的前面部分可以包括鞋舌和旨在接收脚趾的远端口袋。鞋舌可以与前面部分仅沿鞋舌前边缘形成单个部分,或者除了鞋舌前边缘之外,鞋舌还可以沿着其外侧边缘和内侧边缘分别与外侧部分和内侧部分一起被固定到前面部分。
50.后背部分可以包括被构造成接收脚跟的口袋。
51.封套优选地限定旨在容纳穿着者的脚的体积或空的空间。
52.在一个实施例中,第一针织管状部分与针织封套具有整体针织结构,使得封套和第一针织管状部分包括单个针织块件。
53.在一个实施例中,第二针织管状部分与针织封套具有整体针织结构,使得封套和第二针织管状部分由单个针织块件制成。在这种情况下,形成第二针织管状部分的针织块件和形成第一针织管状部分的针织块件固定到彼此,特别是在转变步骤(iii)期间。
54.在另一实施例中,第一针织管状部分和第二针织管状部分分别位于一个封套中,这两个封套分别与它们的第一针织管状部分和第二针织管状部分具有整体针织结构,并且这两个封套彼此具有整体针织结构,因此包括单个针织块件。
55.第一针织管状部分和/或第二针织管状部分包括一条或多条、特别是通过针织进行机械组装的纱线。
56.一条或多条纱线可以独立地选自:一条或多条单丝纱线、一条或多条纤维细纱、一条或多条复丝纱线及它们的组合。
57.一条或多条纱线可以是一条或多条不能熔的纱线,至少部分能熔的纱线或完全能熔的纱线,或它们的混合物。
58.因此,第一针织管状部分和/或第二针织管状部分(各自)包括一条或多条至少部分能熔的纱线和/或一条或多条不能熔的纱线。
59.在本发明中,应用于材料、纱线、部分、第一组件或等效物的术语“能熔的”应理解为意指材料、纱线、部分、第一组件或等效物被构造为在转变步骤(iii)期间被熔化或至少被足够软化,以允许鞋类总成的热成型,以及任选地允许与一个或多个功能组件进行固定和/或将第一管状部分和第二管状部分固定到彼此。
60.因此,鞋类总成可以包含通过施加热量而能够熔化的但在步骤(iii)期间不会被激活的一种或多种材料。这种材料或这些材料在本文中被视为不能熔的。
61.能熔的纱线、特别是至少部分能熔的纱线,可以是包括至少两种组分的纱线,特别是双组分类型的纱线,其中,第一种组分具有小于或等于步骤(iii)中所采用的一个或多个加热温度的熔化温度,第二组分具有大于步骤(iii)中所采用的一个或多个加热温度的给定熔化或降解温度。
62.能熔的纱线可以是单组分纱线,其熔化温度小于或等于步骤(iii)中所采用的一
个或多个加热温度。
63.第一组分可以选自:聚氨酯,特别是热塑性聚氨酯;聚酰胺,诸如聚酰胺6或聚酰胺6-6;聚烯烃,诸如聚丙烯(pp)或聚乙烯(pe);优选地选自聚氨酯。
64.第二组分可以选自:聚烯烃,诸如高密度聚乙烯;聚酰胺,诸如聚酰胺4-6、聚酰胺6或聚酰胺6-6;聚酯,诸如聚对苯二甲酸乙二醇酯。
65.第一种组分可以是有色的或无色的和/或不透明的或透明的。
66.双组分纱线可以是芯-套型,芯由第二组分形成,套由第一组分形成。
67.优选地,一个或多个能熔的组件的熔化或软化温度小于或等于加热温度。
68.一条或多条纱线、特别是不能熔的纱线,可以包括一种或多种材料,这些材料可以独立选自合成材料、人造材料(例如莱赛尔纤维或粘胶)、天然材料、矿物材料或无机人造材料及它们的组合,特别是选自合成材料。
69.一种或多种合成材料优选地包括:聚酯,特别是聚对苯二甲酸乙二醇酯(pet)和聚对苯二甲酸丁二醇酯(pbt);聚酰胺(诸如pa 6、pa 6-6、pa 12、pa 4-6);聚烯烃(聚丙烯、聚乙烯、聚醚醚酮(peek)、超高分子量聚乙烯(peuhmw));芳族聚酰胺,特别是间位芳族聚酰胺或对位芳族聚酰胺或它们的混合物;醋酸乙烯酯(例如eva)、聚丙烯酸酯(例如聚丙烯腈);弹性体;弹性纤维,或它们的混合物,优选地如果其是聚酯和聚烯烃。
70.一种或多种天然材料优选地包括:棉、粘胶、亚麻、剑麻、羊毛、黄麻、丝绸和大麻。
71.一种或多种矿物材料或无机材料优选地包括:碳、矿物纤维,诸如矿物,诸如岩棉,玻璃。
72.单丝纱线的直径优选地大于0.01mm且小于或等于5mm,更优选地大于或等于0.1mm且小于或等于2mm。
73.复丝纱线和/或纤维细纱的纤度优选地大于或等于10dtex且小于或等于1000dtex,更优选地大于或等于30dtex且小于或等于500dtex。
74.复丝纱线可以是变形纱线、fdy(全拉伸纱线)、dty(拉伸变形纱线)或poy(部分定向纱),或者它们的混合物。
75.一个或多个第一针织管状部分和第二针织管状部分还可以包括一条或多条、特别是由弹性纤维制成的弹性纱线。
76.在本文中,术语“纵向”应理解为意指在鞋类物品或鞋帮的长度或长轴上延伸的方向。在某些情况下,纵向方向可以从鞋类物品或鞋帮的前脚区域朝向后脚区域延伸。
77.在本文中,术语“横向”应理解为意指在鞋类物品或鞋帮的宽度或短轴上延伸的方向。因此,横向方向可以在鞋类物品的内侧和外侧之间延伸。
78.在本文中,术语“竖直”应理解为意指大致垂直于横向方向且垂直于纵向方向延伸的方向。
79.在一个变型中,一个或多个气体流、特别是水蒸气,通过预制件的穿孔被送到鞋类总成上。
80.这种设置使得可以通过将热量与一个或多个气体流、特别是水蒸气相结合地均匀分布在鞋类总成上,来进一步改善鞋帮的美学品质和机械品质。
81.所获得的鞋帮具有更规则的形状,因此具有更好的外观,并且其机械特性(例如,抗撕裂性、断裂应变的更好再现性、更好的抗起毛性)得到改善。所获得的鞋帮还具有改进
的感觉,特别是更柔韧的感觉。最后,如上所述的通过使能熔的部分熔化而进行的固定得到了进一步加强。
82.对这些技术效果的、不限制本发明的非详尽解释将是,水蒸气将充当鞋类总成、特别是第一针织管状部分和/或第二针织管状部分所包括的纺织元件和/或聚合物元件上的增塑剂。
83.在一个变型中,预成型件的外表面包括至少一种金属。
84.在一个变型中,预成型件的外表面包括至少一种金属合金,特别是黑色金属合金或有色金属合金。
85.前述两种设置能够使得大大缩短步骤(iii)的持续时间,因为所述至少一种金属或一种或多种金属合金具有比现有技术的塑料预制件或复合材料预制件更好的导热性。
86.在本文中,术语“金属”应理解为意指属于门捷列夫元素周期分类中所列金属家族的任何金属。
87.举例来说,已经观察到通过使用根据本发明的预制件,热成型时间减少了一半,从80秒减少到小于40秒。
88.具体地,预制件的整个外表面包括至少一种金属或至少一种金属合金。
89.在一个实施例中,预制件整体上由至少一种金属或至少一种金属合金制成,或任选地由玻璃陶瓷材料制成。
90.所述至少一种金属或金属合金优选地选自:铝、铁、不锈钢或其组合。
91.在一个变型中,预制件的外表面包括玻璃陶瓷材料,特别是预制件的外表面由玻璃陶瓷材料组成。
92.在一个变型中,预制件、特别是其外表面,经历物理和/或化学表面处理。
93.这种设置使得能够在预制件上赋予一个或多个附加的热特性和/或机械特性,特别是提高耐腐蚀、耐磨损或耐冲击的特性,从而优化预制件的使用。
94.在一个变型中,在转变步骤(iii)期间,在单个步骤中,热量和/或一个或多个气体流、特别是水蒸气,和/或真空放置被施加给鞋类总成。
95.优选地,在转变步骤(iii)期间施加到鞋类总成的一个或多个加热温度大于或等于80℃,更优选地大于或等于90℃,优选地大于或等于100℃。
96.优选地,在转变步骤(iii)期间施加到鞋类总成的一个或多个加热温度小于或等于250℃,更优选地小于或等于200℃,优选地小于或等于180℃。优选地,一个或多个能熔的组件的熔化或软化温度小于或等于一个或多个加热温度。
97.在一个变型中,该方法包括提供第二针织管状部分,其任选地包括至少一个能熔的部分,并且鞋类总成在步骤(ii)中包括与一个或多个功能组件连接的、至少部分重叠的第一针织管状部分和第二针织管状部分。
98.第二针织管状部分的设置使得能够加强鞋帮,并提供鞋帮的更多功能性和稳定性。
99.第一针织管状部分可以与第二针织管状部分相同或不同。
100.在一个变型中,转变步骤(iii)包括:一方面,将一个或多个功能组件至少部分地固定到第一针织管状部分和第二针织管状部分中的至少一个,另一方面,将第一针织管状部分和第二针织管状部分固定到彼此,热成型和固定在单个步骤中进行。
101.有利的是,热成型和固定在单个步骤中同时进行。
102.在一个变型中,选自一个或多个功能组件的功能组件是包括至少一种能熔的材料的膜。
103.膜可以由选自上述合成材料和聚氨酯或其组合的一种或多种材料制成。
104.在一个实施例中,膜包括聚氨酯/由聚氨酯组成。
105.在一个变型中,在步骤(iii)之后,所述膜形成覆层(或具有被确定为使得形成覆层的尺寸),该覆层覆盖鞋帮(或第一针织管状部分或第二针织管状部分)的外表面的至少10%,优选地至少25%,更优选地至少40%,优选地至少50%,更优选地至少70%,特别是至少80%,或98%到最接近的 /-2%,特别是鞋帮的(除第一针织管状部分或第二针织管状部分之外的)鞋底部分的外表面除外。
106.覆层可以是连续或不连续的,和/或为一种或多种(相同或不同的)图案和/或一种或多种针织物的形式,但总体覆盖外表面的上述百分比。
107.优选地,该设置通过在步骤(iii)期间将热量、一个或多个气体流、特别是水蒸气以及真空放置相结合地施加给鞋类总成来获得。
108.在一个变型中,一个或多个功能组件中的至少一个功能组件选自:包括至少一种能熔的材料的聚合物膜、纺织功能化元件、鞋面、鞋跟加强元件、徽标、美学元件、硬帽、鞋带区域的加强元件、特别是包括鞋带孔眼的区域的加强元件、减震元件诸如泡沫、辅助针织管状部件或它们的组合。
109.在一个实施例中,一个或多个功能组件中的至少一个是减震元件,特别是泡沫。
110.在一个实施例中,一个或多个功能组件中的至少一个选自:至少部分能熔的聚合物膜、鞋面、鞋跟加强元件、徽标、美学元件、硬帽、鞋带区域的加强元件或它们的组合。
111.纺织元件可以包括一个或多个机织元件、针织元件、非织造(non
–
woven,无纺)元件或它们的组合。
112.辅助针织管状部分可以与第一针织管状部分相同或不同。关于第一管状部分或第二管状部分的说明适用于辅助管状部分。
113.在一个变型中,该方法包括提供针织管状组件,并且第一针织管状部分和第二针织管状部分与针织管状组件具有整体针织结构,以形成由一个针织块件制成的元件。
114.有利的是,针织管状组件在其针织结构中包括第一针织管状部分和第二针织管状部分,以形成一个且相同的针织块件。
115.在一个变型中,该方法包括将至少一个功能组件设置在第一针织管状部分和第二针织管状部分之间的步骤。
116.有利的是,该功能组件被夹在第一针织管状部分和第二针织管状部分之间。该功能组件不需要包括能熔的部分,它由第一针织管状部分和第二针织管状部分中的至少一个的一个或多个能熔的部分保持。
117.在一个变型中,该方法包括将选自一个或多个功能组件的至少一个功能组件抵靠第一针织管状部分的内表面或外表面设置的步骤。
118.在一个变型中,第一针织管状部分形成鞋帮的外层,第二针织管状部分形成鞋帮的内层。
119.当然,根据需要,这种设置也可以反过来。第一针织管状部分形成鞋帮的内层,第
二针织管状部分形成鞋帮的外层。
120.在一个变型中,第一针织管状部分包括一条或多条至少部分能熔的纱线,该一条或多条至少部分能熔的纱线的重量与第一针织管状部分的总重量之比大于或等于20%,优选地大于或等于40%,更优选地大于或等于60%,特别是大于或等于80%。
121.在一个变型中,第二针织管状部分包括一条或多条至少部分能熔的纱线,该一条或多条至少部分能熔的纱线的重量与第二针织管状部分的总重量之比小于或等于80%,优选地小于或等于60%,更优选地小于或等于40%,特别是小于或等于20%。
122.在一个变型中,第一针织管状部分包括用于插入脚的开口区域,第二针织管状部分包括用于插入脚的开口区域。所述脚插入开口区域是重叠的。
123.在一个变型中,一条或多条至少部分能熔的纱线形成所述至少一个能熔的部分中的至少一个,所述至少一个能熔的部分选自:所述第一针织管状部分的至少一个能熔的部分和所述第二针织管状部分的至少一个能熔的部分,或它们的组合。
124.在一个变型中,在步骤(iii)中获得的鞋帮包括鞋底部分,并且该方法包括将选自中底和耐磨鞋底的至少一个鞋底元件固定到所述鞋底部分。
附图说明
125.通过参考附图来阅读通过非限制性示例给出的根据本发明的制造方法的两个实施例的描述将更好地理解本发明,该制造方法在每个实施例中实施了包括穿孔的预制件,其中:
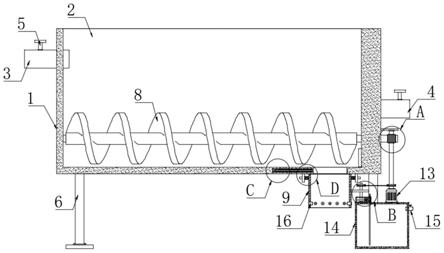
126.图1示出了包括第一针织管状部分和第二针织管状部分的第一针织管状组件;
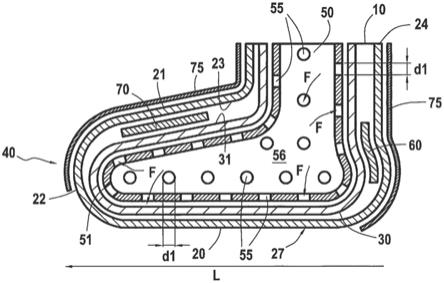
127.图2以纵向截面视图示出了被设置在呈脚形状的预制件上的鞋类总成的第一示例,该鞋类总成包括图1中所示的针织管状组件的第一示例;
128.图3示出了图2的鞋类总成,该鞋类总成被设置在位于模制体积中的预制件上以执行转变步骤(iii);
129.图4以纵向截面视图示出了在转变步骤(iii)后获得的鞋帮的第一示例;
130.图5示出了鞋类物品的一个示例,该鞋类物品包括在转变步骤(iii)结束时获得的鞋帮;
131.图6以底视图示出了图1中所示的第一针织管状组件的一个变型,其仅示出了第一针织管状部分;
132.图7以顶视图示出了被展平在支撑件上的第一针织管状部分;
133.图8以底视图示出了被展平在支撑件上的第一针织管状部分;
134.图9示出了在将纵向展平开口封闭之后的第一针织管状部分的鞋底部分;以及
135.图10以纵向截面视图示出了图6至图9中的鞋类总成,该鞋类总成被设置在预制件的外表面上。
具体实施方式
136.图1示出了由单个块件15制成的针织管状组件10的第一示例,其包括第一针织管状部分20和第二针织管状部分30,每个部分都是肘状弯曲的。因此,针织管状组件10具有大致的u形。第一针织管状部分20和第二针织管状部分30与针织管状组件10具有整体针织结
构。第一针织管状部分20包括:开放的远端22,该远端优选地在被设置在预制件上之前通过缝合而闭合:以及开放的近端24,该近端限定脚的插入区域26以及用于容纳脚的体积28。第二针织管状部分30包括:远端32,其在管状组件10的针织期间被闭合;以及开放的近端34,其限定脚的插入区域36以及用于容纳脚的体积38。优选地,第一针织管状部分20和第二针织管状部分30包括各自的鞋跟区域25、35,旨在接收使用者的脚跟。在编程针织机以针织所述针织管状组件10期间,第一针织管状部分20和第二针织管状部分30的分区根据不同的针织方案(反面平纹针织、直筒平纹针织、罗纹等)和不同类型的纱线(因其性质和/或颜色和/或其透明度和/或其纤度(dtex)而不同)来确定。因此,可以改变所确定的一个或多个区域的凹凸、厚度、外观和功能性,并且这针对第一针织管状部分20和第二针织管状部分30彼此独立地进行。
137.可替代地,第一针织管状部分20和第二针织管状部分30中的单个可以包括肘状弯曲部分,使得管状组件10具有通常的l形。
138.第一针织管状部分20包括被设置在一个或多个部分中的至少部分能熔的纱线。第二针织管状部分30也可以包括由至少部分能熔的纱线形成的一个或多个能熔的部分。例如,该至少部分能熔的纱线在重量上占第一针织管状部分的总重量的至少30%和至多60%,并且被分布在第一针织管状部分的整体上。可替代地,第一针织封套20由能熔的纱线构成。
139.例如,该至少部分能熔的纱线在重量上占第二针织管状部分的总重量的至少50%和至多80%,并且被分布在第二针织管状部分的整体上。当然,这种设置可以根据所需的稳定性和柔韧性而改变。
140.图2示出了鞋类总成40的第一示例,该鞋类总成被放置在呈脚形状的预制件50上。预制件包括分布在预制件50的整个外表面51上的穿孔55,使得鞋底部分、外侧、内侧、位于外侧、内侧和鞋底部分的延伸部中的前部、以及位于外侧、内侧和鞋底部分的延伸部中的后部,其每一个都包括穿孔55。预制件50包括内部体积56和在其外表面51上开口的穿孔,所述内部体积56与穿孔55流体连接。穿孔55基本上是圆形的,其直径d1约为8-10mm。穿孔55的表面积的总和(cm2)与预制件50的外表面51的表面积的总表面积(cm2)之比约为15%。
141.鞋类总成40包括图1所示的针织管状组件10。第二管状部分30被设置在第一管状部分20的容纳脚的体积28中,使得第一管状部分20和第二管状部分30是重叠的。
142.鞋类总成40还包括作为鞋跟加强件的功能组件60以及作为减震鞋背的功能组件70。功能组件60和功能组件70被设置在鞋背部分和后脚部分之间,分别在脚跟高度处被设置在第一针织管状部分20和第二针织管状部分30之间。功能组件60垂直于纵向轴线l延伸。因此,针织管状部分20和针织管状部分30分别形成鞋帮400的外层80和内层90,它们在转变步骤(iii)后获得,并如图6所示。鞋类总成40还包括功能组件75,该功能组件为聚合物膜,例如由能熔的聚氨酯制成,其尺寸被确定为使得能够覆盖第一针织管状部分20的外表面21的至少50%、特别是整个外表面21,除了鞋底部分27之外。使鞋类总成40成型的步骤(ii)可以在当管状组件10已经被放置在预制件50上或在管状组件10被设置在预制件50上之前完成。有利的是,第一针织管状部分20和第二针织管状部分30的整个体积可用于功能化。如有需要,可以使用粘合或熔合装置,特别是热熔合,或者缝合,特别是以一条或多条接缝的形式进行缝合,以将一个或多个功能组件保持在它们位于第一针织管状部分和/或第二针织
管状部分上的一个或多个功能化位置中。然后,被放置在预制件50上的图2的鞋类总成40被设置在如图3所示的由两个部分510、520制成的外模500与预制件50之间限定的模制体积中。部分510和部分520限定了呈与预制件50的脚形状互补的脚形状的体积。可替代地,模制体积也可以被限定在预制件50的外表面与柔性气密薄膜之间,该柔性气密薄膜包括基本上呈脚形状的中空形状,以匹配被设置在预制件50上的鞋类总成。
143.然后,鞋类总成40可以经历转变步骤(iii)以获得鞋帮400,该转变步骤包括:根据预制件50的脚形状进行鞋类总成40的热成型,将功能组件60、功能组件70固定到第一针织管状部分20和第二针织管状部分30上,将功能组件75固定到第一针织管状部分20上,将第一针织管状部分20和第二针织管状部分30至少部分地固定到彼此。具体地,第一针织管状部分的内表面23被设置成直接抵靠第二针织管状部分30的外表面31。热成型和固定在单个步骤中进行,因此同时进行。因此,将热量、水蒸气和真空放置施加给鞋类总成40,以便将鞋类总成40,进而包括将功能组件60、70和75平压抵靠在预制件50的外表面51上。水蒸气、进而热量从预制件50的内部体积56沿箭头f穿过穿孔55向鞋类总成40扩散。穿孔55使得能够在预制件的外表面51上更规则地分布热量和水蒸气,从而获得具有更规则形状的热成型的鞋帮400,并加强功能组件60、70和75到第一针织管状部分20和第二针织管状部分30的固定,以及加强第一针织管状部分20与第二针织管状部分30的彼此固定。将模制体积放置在真空中,使得能够将鞋类总成40平压抵靠在外表面51上,特别是功能组件75因此完美地匹配第一针织管状部分20的外表面21。空气也被排出鞋类总成40,从而改善功能覆层75的固定和外观,并从总体上改善鞋帮400的固定和外观。
144.由于功能组件75是能熔的,因此其被固定在第一管状部分20的外表面21上。功能组件60和功能组件75借助于它们所包括的能熔的部分,和/或通过由功能组件60和功能组件75本身所支撑的能熔的部分,和/或使用任选的能熔的粘附装置,粘附到第一管状部分20和第二管状部分30上。
145.图4所示的鞋帮400包括功能组件60、70和75,这些组件被完美地集成在一起、固定并成形为预制件50的脚的形状。因此,可以在不限制功能组件的尺寸的情况下,将第一管状部分20和第二管状部分30的整个外表面和内表面功能化。此外,由于功能组件的固定和鞋类总成10的热成型同时进行,因此功能组件不会受到热损坏。
146.然后,鞋帮400的鞋底部分450被固定到鞋底元件500上,以获得图5所示的鞋类物品1。因此,鞋帮400可以包括针对第一针织管状部分20的不同针织区域401至406,它们出现在由膜75的转变而产生的透明覆层78下。区域401至406因其针织方案、其颜色、其弹性或其刚度而不同。因此,区域406对应于加强鞋帮400的内侧部分和外侧部分的针织单向增强元件。
147.图6示出了图1所示的针织管状组件10的一个变型,其中第一针织管状部分200的鞋底部分270包括纵向开口201,该纵向开口允许将第一针织管状部分200展平以实现其功能化。该设置涉及与所描述的用于实施第一管状组件10的方法不同的制造方法。在图6中,仅有第一针织管状部分200以底视图的方式示出。针织管状组件100的实施及其实施方法将仅在它们与参考图1至图5描述的组件10及组件10的方法的差异方面进行描述。针织管状组件100还包括第二针织管状部分300,该第二针织管状部分在脚插入开口260、360的高度处分别位于第一针织管状部分200的延伸部中。
148.在第一针织管状部分200的纵向方向l上形成的纵向开口201使得可以如图7以顶视图所示,在支撑件s上展平第一管状部分200,以用于功能化,此处使前脚的外表面210、第一针织管状部分200的内侧部分和外侧部分功能化。纵向开口可以通过切入鞋底部分270来制成。四个功能组件750例如通过接缝或使用粘合剂化合物被固定到外表面201。图8以底视图示出了位于支撑件s上的第一针织管状部分200。功能组件750出于说明目的被引用,但不限于此;其他的功能组件750可以被实施并位于第一针织管状部分200的外表面和/或内表面上的不同区域。因此,如图10所示,与组件70类似的组件700由于其组成和其位置被设置在第一管状部分200和第二管状部分300之间。然而,为功能组件选择的尺寸和位置仅限于图8所示的可用的平坦表面。为了简单起见,图7和图8中未示出第二针织管状部分300。
149.然后,封闭第一针织管状部分200的鞋底部分270的纵向开口201,特别是使用接缝,以恢复鞋类总成440的体积,然后,如图10所示,将鞋类总成440放置在预制件500上以便经历转变步骤(iii),在转变步骤(iii)期间,将覆盖有鞋类总成440的预制件500放置在由模具限定的模制体积中,类似于图3中所示的模制体积和模具。然后,将热量、特别是结合水蒸气施加给鞋类总成440。热量和任选的水蒸气从预制件500的内部体积穿过穿孔550被注入,从而允许热量和任选的水蒸气更好地分布在鞋类总成440上并穿过鞋类总成440。
150.第一针织管状部分的展平开口可以具有与纵向开口201不同的形状,例如,它可以较短、或是十字形的,或是横向的。其原理是,展平开口是贯通的开口并且被形成在第一针织管状部分的鞋底部分中,以便于其展平以实现其功能化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。