1.本发明属于护理包包装技术领域,具体为一种一次性无菌产妇护理包真空包装装置及包装方法。
背景技术:
2.产妇护理包是针对孕妇生产后的产褥期,按照医学级的等级生产的产后必备贴身护理用品套装;一次性无菌产妇护理内装有多个独立的且经过环氧乙烷灭菌处理的护理垫,消毒后的护理垫能直接与产妇患处接触,有效避免感染和不适;且一般采用棉质,具有较强的吸水性,能防止产后恶露侧漏和回流,且具有大面积的透气性,不易造成对皮肤的刺激而引发不适。
3.护理垫在经过环氧乙烷灭菌消毒后,在无菌环境下叠装到护理包内,然后对护理包进行真空包装;申请号为201911130167.9的专利公开了一种无菌式自动包装机,该种无菌式自动包装机,上部压条下降后,受到抽气嘴的阻挡,弹块向上顶起,将弹簧压缩,使包装袋的开口只留有与抽气嘴大小相同的开口,保证抽气的时候包装袋完全密封,当抽气嘴退出包装袋的时候,弹簧恢复原长,通过弹块将包装袋的开口封紧,从而提高抽真空的效率。
4.但由于护理垫采用吸水性较好的棉质材质,且护理包内以便叠装有多快护理垫,护理垫自身内部的间隙,以及护理垫之间的间隙较大,在抽真空过程中仅靠鼓风机抽真空,一方面抽真空时间久导致效率低,容易降低真空机的寿命;另一方面护理垫采用棉质材质,抽真空过程中会有棉丝,容易堵塞抽气嘴,且人工清理滤芯较为麻烦,增加工作量;因此,需要对现有的无菌真空包装机进行改进,解决上述技术问题,提高对一次性无菌产妇护理包的包装效果。
技术实现要素:
5.针对上述情况,为克服现有技术的缺陷,本发明提供一种一次性无菌产妇护理包真空包装装置及包装方法,对现有的无菌真空包装机进行改进,解决上述技术背景提出的问题,提高对一次性无菌产妇护理包的包装效果。
6.为实现上述目的,本发明提供如下技术方案:一种一次性无菌产妇护理包真空包装装置,包括操作台,所述操作台上设有传送带,所述传送带的上方设有上包装机构,所述传送带的两侧设有下包装机构,其中一个下包装机构的一侧设有抽气机构;
7.所述上包装机构包括内部为空腔结构的固定板,所述固定板与上方的升降机构相连接,所述固定板通过第一压缩弹簧连接有挤压板,所述挤压板外周设有密封部,所述挤压板通过所述密封部在所述固定板的空腔内上下密封滑动运动;所述固定板一侧设有通气孔,所述通气孔通过第一通道与固定板内部的空腔相连通,所述第一通道内设有第一电控阀;所述固定板内部的空腔通过第二通道与外部收集机构相连通,所述第二通道内设有第二电控阀;
8.所述上包装机构包括分别设置于挤压板下部两侧的第一密封部和第二密封部,所
述第一密封部包括第一伸缩柱和第一焊接块;所述第二密封部包括第二伸缩柱,所述第二伸缩柱连接有第二焊接部,所述第二焊接部包括固定焊接部,所述第二焊接部两侧设有空腔,所述空腔内设置有第二压缩弹簧,所述第二压缩弹簧连接有第二焊接块;
9.所述下包装机构包括结构相同的下升降柱,所述下升降柱上设置有下焊接部;一侧的下焊接部与第一焊接块相对应,另一侧的下焊接部与所述固定焊接部及第二焊接块相对应;
10.所述抽气机构包括抽气嘴,所述抽气嘴内设有过滤网,所述抽气嘴通过管路与外部抽气机相连接,所述抽气嘴的底部通过第三伸缩柱与底座滑动连接,所述底座固定在所述操作台上;
11.所述升降机构通过固定板压缩第一压缩弹簧并带动挤压板向下运动至第一高度,在对传送带上方护理包内的多层护理垫挤压以排除多层护理垫间隙内空气后,所述抽气嘴对护理包抽气的同时上包装机构和下包装机构对护理包进行一次焊接;所述升降机构通过固定板再次压缩第一压缩弹簧并带动挤压板向下运动至第二高度,所述第二压缩弹簧被压缩,所述固定焊接部对护理包进行二次焊接的同时,所述抽气嘴伸入通气孔内;所述升降机构带动固定板向上运动的过程中,把抽气嘴内过滤的杂物吸入固定板的空腔内。
12.本发明还包括一种一次性无菌产妇护理包真空包装装置对护理包进行包装,包括如下步骤:
13.s1.控制所述传送带,使所述传送带把待包装的护理包传送到所述上包装机构的正下方;控制第一电控阀关闭,第二电控阀打开;
14.s2.使所述升降机构通过固定板压缩第一压缩弹簧并带动挤压板向下运动至第一高度,所述挤压板对待包装护理包进行挤压,以排除护理包中多层护理垫间隙内的空气以及护理垫内部的空气;
15.s3.控制第一密封部的第一伸缩柱伸长,同时控制对应的下升降柱伸长,使第一焊接块和下焊接部共同对护理包的一侧进行焊接;
16.s4.控制第三伸缩柱带动抽气嘴伸入护理包另一侧内部;同时控制第二密封部的第二伸缩柱伸长,同时控制对应的下升降柱伸长,使第二焊接部的第二焊接块和下焊接部共同对护理包的一侧进行焊接;
17.s5.控制外部抽气机,通过抽气嘴对护理包进行抽真空处理;
18.s6.控制第三伸缩柱带动抽气嘴从护理包内退出的同时,控制升降机构带动通过固定板再次压缩第一压缩弹簧并带动挤压板向下运动至第二高度,第二压缩弹簧被压缩,固定焊接部与下焊接部对插入抽气嘴处的护理包的侧部进行焊接;
19.s7.完成护理包两侧的焊接后,使挤压板保持在第二高度,控制第一电控阀打开,第二电控阀关闭;控制第三伸缩柱带动抽气嘴插入通气孔内;
20.s8.控制升降机构带动固定板向上运动,固定板带动抽气嘴同步向上运动的同时,第一压缩弹簧恢复弹性形变,固定板内部空腔体积增大并形成负压,把抽气嘴内过滤网上的杂物吸入固定板的内部并暂时储存;
21.s9.控制升降机构再次向下运动的过程中,控制第一电控阀打开,第二电控阀关闭,固定板内部空腔体积变小,空腔内部储存的杂物通过第二通道排到外部收集机构内,完成杂物的排出与收集。
22.与现有技术相比,本发明的有益效果是:
23.1.在本发明中,在对护理包进行焊接前,通过升降机构把固定板带到第一高度位置时,一方面使固定板带动挤压板对装有多层护理垫的护理包进行挤压,以排出护理垫之间间隙以及护理垫内部间隙的空气,进而减少外部抽气机的抽气量和工作时间,进而延长抽气机的使用寿命;另一方面通过对护理包两侧(不包括抽气嘴位置对应的护理包侧部)进行焊接;
24.2.在本发明中,在通过升降机构把固定板带到第二高度位置时,一方面第二压缩弹簧被压缩,固定焊接部对抽气嘴退出位置的护理包侧部进行焊接,保证护理包焊接的完整性;另一方面,通过第三伸缩柱带动抽气嘴从护理包包装内退出后,再插入通气孔内,为排出抽气嘴内部过滤网过滤的棉丝等杂物做好准备;
25.3.在本发明中,在升降机构带动固定板上下运动过程中,升降机构带动固定板向下运动时,第一电控阀关闭,第二电控阀打开,在挤压板受到护理包阻挡不能向下运动时,第一压缩弹簧被压缩,固定板和挤压板之间的空腔逐步减小,空腔内部储存的棉丝杂物会随着空气从第二通道外排到外部收集机构内;而升降机构带动固定板向上运动时,第一电控阀打开,第二电控阀关闭,随着固定板逐步向上移动,第一压缩弹簧逐步恢复弹性形变,固定板和挤压板之间的空腔逐步变大,空腔内部形成的负压能通过第一通道和通气孔把抽气嘴内过滤网上过滤的棉丝等杂物吸入到空腔内并进行储存,在固定板再次向下运动的过程中,能把空腔内储存的棉丝等杂物从第二通道外排到外部收集机构内;如此,通过使第一电控阀和第二电控阀配合固定板及挤压板的运动,实现了对过滤嘴内过滤网过滤的棉丝等杂物的自动收集和排放,降低了人工清理包装护理包内护理垫过程中产生的杂物的工作量,提高护理包包装自动化的程度。
附图说明
26.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
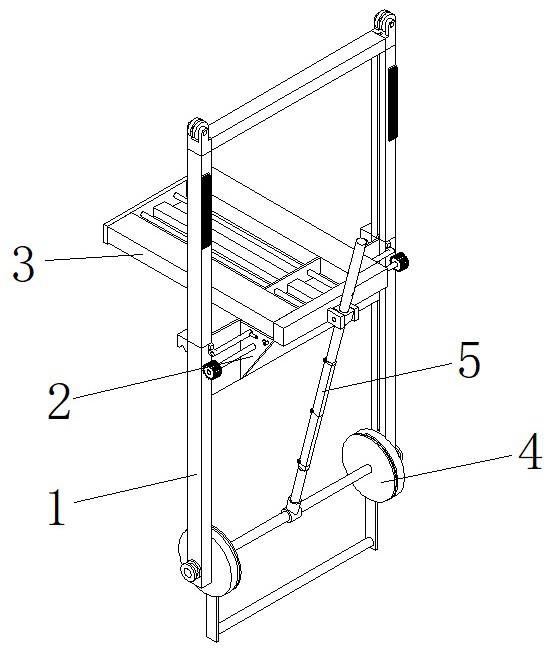
27.图1为本发明包装装置整体结构示意图;
28.图2为本发明护理包被挤压板挤压前各部件位置结构示意图;
29.图3为本发明护理包被挤压板挤压后各部件位置结构示意图;
30.图4为本发明第一密封部与下焊接部焊接护理包一侧结构示意图;
31.图5为本发明第二焊接部与下焊接部焊接护理包另一侧结构示意图;
32.图6为本发明抽气嘴插入通气孔结构示意图;
33.图7为第二焊接块和固定焊接部初始位置结构示意图;
34.图8为第二压缩弹簧被压缩后第二焊接块和固定焊接位置结构示意图。
35.附图标记:1.操作台;2.传送带;3.上包装机构;301.固定板;3011.通气孔;3012.第一通道;3013.第二通道;302.第一压缩弹簧;303.挤压板;304.密封部;305.第一密封部;3051.第一伸缩柱;3052.第一焊接块;306.第二密封部;3061.第二伸缩柱;307.第二焊接部;308.固定焊接部;309.第二压缩弹簧;310.第二焊接块;4.下包装机构;401.下升降柱;402.下焊接部;5.抽气机构;501.抽气嘴;502.第四伸缩柱;6.升降机构;7.底座;8.护理包。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.如图1-8所示,一种一次性无菌产妇护理包真空包装装置,包括操作台1,操作台1上设有传送带2,传送带2的上方设有上包装机构3,上包装机构3包括内部为空腔结构的固定板301,固定板301与上方的升降机构6相连接,固定板301通过第一压缩弹簧302连接有挤压板303,挤压板303外周设有密封部304,挤压板303通过密封部304在固定板301的空腔内上下密封滑动运动;固定板301一侧设有通气孔3011,通气孔3011通过第一通道3012与固定板301内部的空腔相连通,第一通道3012内设有第一电控阀;固定板301内部的空腔通过第二通道3013与外部收集机构相连通,第二通道3013内设有第二电控阀。
38.具体的,通过控制第一电控阀和第二电控阀相互配合工作,固定板301和挤压板303发生相对运动时:当固定板301向下运动时,第一电控阀关闭,第二电控阀打开,在挤压板303受到护理包8阻挡不能向下运动时,第一压缩弹簧302被压缩,固定板301和挤压板303之间的空腔逐步减小,空腔内部储存的棉丝杂物会随着空气从第二通道3013外排到外部收集机构内;而在固定板301向上运动时,第一电控阀打开,第二电控阀关闭,随着固定板301逐步向上移动,第一压缩弹簧302逐步恢复弹性形变,固定板301和挤压板303之间的空腔逐步变大,空腔内部形成的负压能通过第一通道3012和通气孔3011把抽气嘴501内过滤网上过滤的棉丝等杂物吸入到空腔内并进行储存,在固定板301再次向下运动的过程中,能把空腔内储存的棉丝等杂物从第二通道3013外排到外部收集机构内;如此,通过使第一电控阀和第二电控阀配合固定板301及挤压板303的运动,实现了对过滤嘴501内过滤网过滤的棉丝等杂物的自动收集和排放,降低了人工清理包装护理包内护理垫过程中产生的杂物的工作量,提高护理包包装自动化的程度。
39.上包装机构3包括分别设置于挤压板303下部两侧的第一密封部305和第二密封部306,第一密封部305包括第一伸缩柱3051和第一焊接块3052;第二密封部306包括第二伸缩柱3061,第二伸缩柱3061连接有第二焊接部307,第二焊接部307包括固定焊接部308,第二焊接部307两侧设有空腔,空腔内设置有第二压缩弹簧309,第二压缩弹簧309连接有第二焊接块310;传送带2的两侧设有下包装机构4,下包装机构4包括结构相同的下升降柱401,下升降柱401上设置有下焊接部402;一侧的下焊接部402与第一焊接块3052相对应,另一侧的下焊接部402与固定焊接部308及第二焊接块310相对应。
40.其中,第一密封部305的第一伸缩柱3051和第一焊接块3052用以与下包装机构4的下升降柱401和下焊接部402相对应,以对护理包88的一侧进行焊接;而第二密封部306的第二焊接块310在固定板301位于第一高度位置时,对护理包8的另一侧进行焊接;在抽气嘴501对护理包8完成抽气后,固定板301运动到第二高度位置,使得第二压缩弹簧309被压缩,第二焊接块310向上运动并收回到第二焊接部307的空腔内,进而使得固定焊接部308能配合对应的下焊接部402对抽气嘴501处的护理包8外侧部分进行焊接,保证焊接的完整性。
41.为保证上述固定板301运动到第二高度位置,使得固定焊接部308能配合对应的下焊接部402对抽气嘴501处的护理包8外侧部分进行焊接,使第二压缩弹簧309的劲度系数大
于第一压缩弹簧302的进度系数,以保证一方面在对护理包8另一侧焊接时第一压缩弹簧303被压缩,第二压缩弹簧309未被压缩,固定焊接部308不影响抽气嘴501对护理包8进行抽气;另一方面在抽气嘴501完成抽气并退出护理包8后,挤压板303运动到第二高度且第二压缩弹簧309被压缩时,固定焊接部308的下表面与第二焊接块310的下表面相等高,以使得固定焊接部308和下焊接部402对抽气嘴501退出的护理包8位置进行焊接,保证护理包8焊接的完整性。
42.其中一个下包装机构4的一侧设有抽气机构5;抽气机构5包括抽气嘴501,抽气嘴501内设有过滤网,抽气嘴501通过管路与外部抽气机相连接,抽气嘴501的底部通过第三伸缩柱502与底座7滑动连接,底座7固定在操作台1上。
43.其中,抽气嘴501的端部为锥形,通气孔3011的直径大于抽气嘴501前端的直径,通气孔3011内设有柔性密封垫,以保证在抽气嘴501插入通气孔3011内后,柔性密封垫能对抽气嘴501形成密封,以保证后续能顺利把抽气嘴501内部过滤网上过滤的棉丝等杂物通过通气孔3011抽走;固定板301位于第二高度时,通气孔3011的高度与抽气嘴501的高度相等,以保证抽气嘴501在完成对护理包8的抽气并退出后,在固定板301到达第二高度后,第三伸缩柱502伸长并带动抽气嘴501插入通气孔3011内,进而能通过通气孔3011对抽气嘴501进行抽气;底座7上设有滑槽,第三伸缩柱502端部设有滑块,滑块在滑槽内滑动运动。在固定块301向上运动以增大内部空腔体积形成负压进而对抽气嘴501抽气时,固定块301能同步带动抽气嘴501、第三伸缩柱502向上运动,以使得持续性的对抽气嘴501进行抽气,以吸走抽气嘴501内部滤网上的杂质;滑块在滑槽内向上运动后,抽气嘴501从通气孔3011内退出,第三伸缩柱502带动滑块在滑槽内向下运动至初始位置,为下一次对抽气嘴501内部过滤网上棉丝等杂物的去除做好准备。
44.上述结构的设置,在对护理包8的两侧进行焊接包装时,升降机构6通过固定板301压缩第一压缩弹簧302并带动挤压板303向下运动至第一高度,在对传送带2上方护理包8内的多层护理垫挤压以排除多层护理垫间隙内空气后,抽气嘴501对护理包8抽气的同时上包装机构3和下包装机构4对护理包8进行一次焊接;升降机构6通过固定板301再次压缩第一压缩弹簧302并带动挤压板303向下运动至第二高度,第二压缩弹簧309被压缩,固定焊接部308对护理包8进行二次焊接的同时,抽气嘴501伸入通气孔3011内;升降机构6带动固定板301向上运动的过程中,把抽气嘴501内过滤的杂物吸入固定板301的空腔内。如此,在对护理包8进行焊接前,通过升降机构6把固定板301带到第一高度位置时,一方面使固定板301带动挤压板303对装有多层护理垫的护理包8进行挤压,以排出护理垫之间间隙以及护理垫内部间隙的空气,进而减少外部抽气机的抽气量和工作时间,进而延长抽气机的使用寿命;另一方面通过对护理包8两侧(不包括抽气嘴501位置对应的护理包8侧部)进行焊接;而在通过升降机构6把固定板带到第二高度位置时,一方面第二压缩弹簧309被压缩,固定焊接部308对抽气嘴501退出位置的护理包8侧部进行焊接,保证护理包8焊接的完整性;另一方面,通过第三伸缩柱502带动抽气嘴501从护理包8包装内退出后,再插入通气孔3011内,为排出抽气嘴501内部过滤网过滤的棉丝等杂物做好准备。
45.而在升降机构6带动固定板301上下运动过程中,升降机构6带动固定板301向下运动时,第一电控阀关闭,第二电控阀打开,在挤压板303受到护理包8阻挡不能向下运动时,第一压缩弹簧302被压缩,固定板301和挤压板303之间的空腔逐步减小,空腔内部储存的棉
丝杂物会随着空气从第二通道3013外排到外部收集机构内;而升降机构6带动固定板301向上运动时,第一电控阀打开,第二电控阀关闭,随着固定板301逐步向上移动,第一压缩弹簧302逐步恢复弹性形变,固定板301和挤压板303之间的空腔逐步变大,空腔内部形成的负压能通过第一通道3012和通气孔3011把抽气嘴501内过滤网上过滤的棉丝等杂物吸入到空腔内并进行储存,在固定板301再次向下运动的过程中,能把空腔内储存的棉丝等杂物从第二通道3013外排到外部收集机构内;如此,通过使第一电控阀和第二电控阀配合固定板301及挤压板303的运动,实现了对过滤嘴501内过滤网过滤的棉丝等杂物的自动收集和排放,降低了人工清理包装护理包内护理垫过程中产生的杂物的工作量,提高护理包包装自动化的程度。
46.为了便于使用上述护理包真空包装装置,本发明还包括一种一次性无菌产妇护理包真空包装方法,包括如下步骤:
47.s1.控制传送带2,使传送带2把待包装的护理包8传送到上包装机构3的正下方;控制第一电控阀关闭,第二电控阀打开,为焊接护理包8和排除固定板301和挤压板303之间空腔内储存的棉丝杂物做好准备。
48.s2.使升降机构6通过固定板301压缩第一压缩弹簧302并带动挤压板303向下运动至第一高度,挤压板303对待包装护理包8进行挤压,以排除护理包8中多层护理垫间隙内的空气以及护理垫内部的空气;如此一方面能减少外部抽气机的抽气量和工作时间,进而延长抽气机的使用寿命;另一方面能在第一电控阀关闭,第二电控阀打开的状态下,使固定板301和挤压板303之间空腔内存储的棉丝杂物随着空气从第二通道3013外排到外部收集机构内。
49.s3.控制第一密封部305的第一伸缩柱3051伸长,同时控制对应的下升降柱401伸长,使第一焊接块3052和下焊接部402共同对护理包8的一侧进行焊接;如此可防止外部空气再次通过护理包8一侧进入到护理包8内。
50.s4.控制第三伸缩柱502带动抽气嘴501伸入护理包8另一侧内部;同时控制第二密封部306的第二伸缩柱3061伸长,同时控制对应的下升降柱401伸长,使第二焊接部307的第二焊接块310和下焊接部402共同对护理包8的一侧进行焊接;如此不仅能适用于对不同厚度护理包8的焊接,还能在抽气嘴501抽真空的同时对护理包8另一侧进行焊接,防止外部空气进入到护理包8内。
51.s5.控制外部抽气机,通过抽气嘴501对护理包8进行抽真空处理,以进一步把护理包8内部的空气抽出,提高护理包8内部的真空度。
52.s6.控制第三伸缩柱502带动抽气嘴501从护理包8内退出的同时,控制升降机构6带动通过固定板301再次压缩第一压缩弹簧302并带动挤压板303向下运动至第二高度,第二压缩弹簧309被压缩,固定焊接部308与下焊接部402对插入抽气嘴501处的护理包8的侧部进行焊接,以提高护理包8整体焊接的完整性。
53.s7.完成护理包8两侧的焊接后,使挤压板303保持在第二高度,控制第一电控阀打开,第二电控阀关闭;控制第三伸缩柱502带动抽气嘴501插入通气孔3011内,为排出抽气嘴501内部过滤网过滤的棉丝等杂物做好准备。
54.s8.控制升降机构6带动固定板301向上运动,固定板301带动抽气嘴501同步向上运动的同时,第一压缩弹簧302恢复弹性形变,固定板301内部空腔体积增大并形成负压,把
抽气嘴501内过滤网上的杂物吸入固定板301的内部并暂时储存。
55.s9.控制升降机构6再次向下运动的过程中,控制第一电控阀打开,第二电控阀关闭,固定板301内部空腔体积变小,空腔内部储存的杂物通过第二通道3013排到外部收集机构内,完成杂物的排出与收集。
56.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
57.尽管已经示出和描述了本发明的实施例,对于本领域技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。