1.本发明涉及电镀领域,具体是一种用于焊接螺栓或螺母电镀黑色锌镍的工艺。
背景技术:
2.锌镍合金镀层是一种阳极镀层,对钢铁铸件具有良好的电化学保护作用,耐腐蚀性能高,经过钝化处理,还可以进一步提高其镀层的防腐性能,同时锌镍合金镀层还具有很好的装饰性。
3.钝化处理可以采用不同含量的铬酐和不同成分的钝化溶液及不同的工艺条件,得到耐蚀性不同和色彩各异的钝化膜,如彩虹色、黑色、蓝白色等。在众多的色泽中,黑色具有庄重的魅力,且黑色钝化膜还具有中等以上的抗腐蚀能力,所以近些年来,一直得到广泛的关注和应用。
4.传统的方法电镀黑色锌镍合金在完成电镀、钝化、封闭等流程后,具有极佳的防腐蚀性能,但目前来看针对需要焊接的螺栓以及螺母还有很多的不足。例如:在焊接的过程当中,需要使用高温将金属熔化,使用传统方法得到的工件,会由于封闭剂不导电的影响在焊接过程中产生巨大的火花,甚至会造成镀层的局部脱落,严重影响到镀层的外观以及防腐性能,同时也会对焊接设备造成不同程度的损坏,大大降低了生产效率,并且镀层钝化后在微观下会有细小的裂痕,容易影响工件的性能,被腐蚀,所以,需要一种新的工艺,在确保防腐能力不受影响的前提下,也不影响焊接。
5.在已经公开的文件cn202010787638-一种高耐蚀性滚镀黑色锌镍工艺中,虽然也是一种电镀的工艺,但是是对不锈钢材零件的电镀的时候,只采用了一次钝化,如果只有一次钝化的话,那么不锈钢材零件的表面在微观下会出现裂痕,裂痕不加以修补的话,在使用的过程中如果缝隙中最先容易被腐蚀,对工件造成损坏。
技术实现要素:
6.为了解决上述问题,本发明公开了一种用于焊接螺栓或螺母电镀黑色锌镍的工艺,提高工件的防腐蚀性能和减少焊接的时候的火花。
7.本发明的技术方案为:一种用于焊接螺栓或螺母电镀黑色锌镍的工艺,包括下列步骤:1)对工件在铸造时残留的各种油污,在一定时间和温度下,对工件进行热浸除油,然后在一定时间和温度下,在电解除油槽内用除油液加电解的方式进行电解除油清洁,直至铸件上有一层光亮的水膜;2)通过酸洗液除去工件表面的锈蚀物及零件表面在热处理时产生的氧化皮,增强其结合力;3)采用滚镀的方式用电镀药水通过阴极电解沉积的方式来在工件表面沉积一层致密的锌镍镀层;4)对工件进行黑色钝化,钝化后经过两道水洗,再进入后浸槽,然后对零件再进行
二次钝化;5)对步骤4)中钝化完成的工件使用封闭剂进行封闭,将封闭剂的固含量降低至5-10%,对零件进行封闭处理,然后在烘道内进行烘干。
8.进一步地,步骤1)中除油选择安美特生产的u-279除油粉,在温度60
±
5℃的条件下进行除油20-30min,然后再进入电解除油槽,电压10v除油6
±
2min。
9.进一步地,步骤2)中酸洗配置浓度在300-400ml/l的盐酸中进行酸洗8
±
2min。
10.进一步地,步骤3)中电镀选择安美特的znni 450电镀药水,电流密度控制在1a/dm2电镀100-150min,镀层厚度控制在8-15μm,电镀时将锌镍镀层中的镍含量控制在12%
ꢀ‑ꢀ
15%。
11.进一步地,步骤4)中钝化选择了迪葡索生产的izb-256 黑色锌镍钝化剂,ph控制在2.0-2.3,工件在钝化槽内钝化40
±
10s,后浸选择迪葡索生产的ztb-118后浸液,时间10-15s,然后在80-130℃的条件下进行离心烘烤。
12.进一步地,步骤5)中采用的封闭工艺为一次浸液两次离心的工艺,封闭剂采用安美特350wl3封闭剂,烘道内的温度为110-150℃烘干时间为20-40 min。
13.本发明的有益之处:1、增加了后浸的工艺,在一次钝化后工件上产生的裂痕起到修复的作用,防止因为裂痕的存在被腐蚀,对镀层的防腐蚀能力起到了极大的帮助。
14.2、封闭改为了低浓度封闭剂,在焊接时不会产生不良影响,在保证满足摩擦系数的要求以外,由于封闭剂浓度的降低使得一部分的火花被导电进入工件,所以能够在焊接时减小产生的火花。
具体实施方式
15.为了加深对本发明的理解,下面结合实施例详细描述本发明的具体实施方式,该实施例仅用于解释本发明,并不构成对本发明的保护范围的限定。
16.实施例1一种用于焊接螺栓或螺母电镀黑色锌镍的工艺,包括下列步骤:1)对工件在铸造时残留的各种油污,在一定时间和温度下,对工件进行热浸除油,然后在一定时间和温度下,在电解除油槽内用除油液加电解的方式进行电解除油清洁,直至铸件上有一层光亮的水膜,除油选择安美特生产的u-279除油粉,在温度60℃的条件下进行除油20,然后再进入电解除油槽,电压10v除油6min;2)通过酸洗液除去工件表面的锈蚀物及零件表面在热处理时产生的氧化皮,增强其结合力,酸洗配置浓度在300-400ml/l的盐酸中进行酸洗8min;3)采用滚镀的方式用电镀药水通过阴极电解沉积的方式来在工件表面沉积一层致密的锌镍镀层,电镀选择安美特的znni 450电镀药水,电流密度控制在1a/dm2电镀100,镀层厚度控制在8μm,电镀时将锌镍镀层中的镍含量控制在12%;4)对工件进行黑色钝化,钝化后经过两道水洗,再进入后浸槽,然后对零件再进行二次钝化,钝化选择了迪葡索生产的izb-256 黑色锌镍钝化剂,ph控制在2.0,工件在钝化槽内钝化40s,后浸选择迪葡索生产的ztb-118后浸液,时间10s,然后在80℃的条件下进行离心烘烤;5)对步骤4)中钝化完成的工件使用封闭剂进行封闭,将封闭剂的固含量降低至
5%,对零件进行封闭处理,然后在烘道内进行烘干,采用的封闭工艺为一次浸液两次离心的工艺,封闭剂采用安美特350wl3封闭剂,烘道内的温度为110℃烘干时间为20 min。
17.实施例2一种用于焊接螺栓或螺母电镀黑色锌镍的工艺,包括下列步骤:1)对工件在铸造时残留的各种油污,在一定时间和温度下,对工件进行热浸除油,然后在一定时间和温度下,在电解除油槽内用除油液加电解的方式进行电解除油清洁,直至铸件上有一层光亮的水膜,除油选择安美特生产的u-279除油粉,在温度60℃的条件下进行除油20min,然后再进入电解除油槽,电压10v除油6min;2)通过酸洗液除去工件表面的锈蚀物及零件表面在热处理时产生的氧化皮,增强其结合力,酸洗配置浓度在300-400ml/l的盐酸中进行酸洗8min;3)采用滚镀的方式用电镀药水通过阴极电解沉积的方式来在工件表面沉积一层致密的锌镍镀层,电镀选择安美特的znni 450电镀药水,电流密度控制在1a/dm2电镀100min,镀层厚度控制在8μm,电镀时将锌镍镀层中的镍含量控制在12%%;4)对工件进行黑色钝化,钝化后经过两道水洗,再进入后浸槽,然后对零件再进行二次钝化,钝化选择了迪葡索生产的izb-256 黑色锌镍钝化剂,ph控制在2.0,工件在钝化槽内钝化40s,后浸选择迪葡索生产的ztb-118后浸液,时间15s,然后在80℃的条件下进行离心烘烤;5)对步骤4)中钝化完成的工件使用封闭剂进行封闭,将封闭剂的固含量降低至8%,对零件进行封闭处理,然后在烘道内进行烘干,采用的封闭工艺为一次浸液两次离心的工艺,封闭剂采用安美特350wl3封闭剂,烘道内的温度为110℃烘干时间为20 min。
18.实施例3一种用于焊接螺栓或螺母电镀黑色锌镍的工艺,包括下列步骤:1)对工件在铸造时残留的各种油污,在一定时间和温度下,对工件进行热浸除油,然后在一定时间和温度下,在电解除油槽内用除油液加电解的方式进行电解除油清洁,直至铸件上有一层光亮的水膜,除油选择安美特生产的u-279除油粉,在温度60℃的条件下进行除油20min,然后再进入电解除油槽,电压10v除油6min;2)通过酸洗液除去工件表面的锈蚀物及零件表面在热处理时产生的氧化皮,增强其结合力,酸洗配置浓度在300-400ml/l的盐酸中进行酸洗8min;3)采用滚镀的方式用电镀药水通过阴极电解沉积的方式来在工件表面沉积一层致密的锌镍镀层,电镀选择安美特的znni 450电镀药水,电流密度控制在1a/dm2电镀100min,镀层厚度控制在8-15μm,电镀时将锌镍镀层中的镍含量控制在12% %;4)对工件进行黑色钝化,钝化后经过两道水洗,再进入后浸槽,然后对零件再进行二次钝化,钝化选择了迪葡索生产的izb-256 黑色锌镍钝化剂,ph控制在2.0,工件在钝化槽内钝化40s,后浸选择迪葡索生产的ztb-118后浸液,时间15s,然后在80℃的条件下进行离心烘烤;5)对步骤4)中钝化完成的工件使用封闭剂进行封闭,将封闭剂的固含量降低至10%,对零件进行封闭处理,然后在烘道内进行烘干,采用的封闭工艺为一次浸液两次离心的工艺,封闭剂采用安美特350wl3封闭剂,烘道内的温度为110-150℃烘干时间为20min。
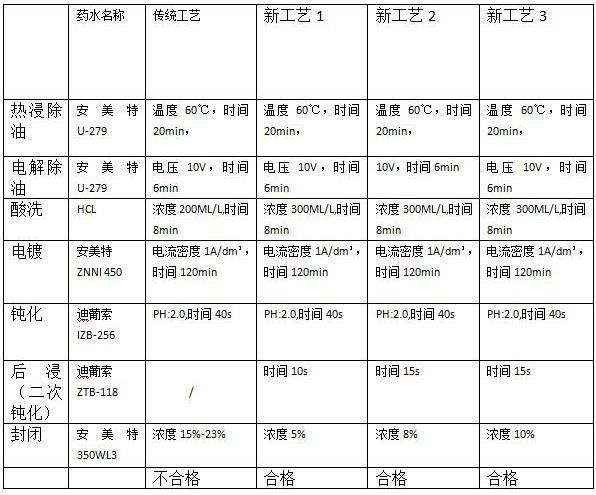
19.传功工艺和本发明的工艺对比如下表
对比传统工艺,本发明通过增加后浸的工艺并改变封闭剂的浓度,能够起到极强的防腐作用,并且在焊接时不会产生不良的影响。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。