1.本发明涉及焊接技术领域,具体涉及一种氧化铝陶瓷的瞬间液相连接方法。
背景技术:
2.氧化铝陶瓷具有高硬度、高强度、耐高温、耐腐蚀等诸多优点,广泛应用于机械、化工、航空航天等领域。然而,由于陶瓷材料的本征脆性,难于机械加工。因此,为了构建复杂形状和大尺寸的陶瓷部件,往往需要采用连接技术,特别是面向高温应用的连接技术经成为本领域的热点和难点问题。然而现有陶瓷连接方法中,扩散焊对待焊母材表面光洁度和粗糙度要求较高,且不适用于复杂形状部件的连接。间接钎焊和活性钎焊均采用金属作为连接材料,接头使用温度和抗氧化性显著低于陶瓷母材。玻璃或微晶玻璃连接方法存在玻璃相的软化问题,接头耐高温性不足。
技术实现要素:
3.为解决现有技术中存在的上述不足之处,本发明的目的在于提供一种氧化铝陶瓷的瞬间液相连接方法,该方法以sro-al2o3混合物作为焊料,利用焊料中sro组元向氧化铝陶瓷中扩散,改变焊料成分,进而实现焊料等温凝固的瞬间液相连接方法。该方法能够提高接头使用温度,满足高温应用需要。
4.为实现上述目的,本发明所采用的技术方案如下:
5.一种氧化铝陶瓷的瞬间液相连接方法,该方法包括如下步骤:
6.(1)材料准备:对待焊氧化铝陶瓷表面进行打磨、抛光,抛光后的氧化铝陶瓷以丙酮为介质进行超声清洗5-20min,然后吹干备用。
7.(2)焊料制备:焊料原料的重量百分比组成为:sro为65-69%,al2o3为31-35%。按上述比例称量氧化物原料,并放入玛瑙球磨罐中球磨,球磨介质为乙醇,磨球为玛瑙球,球磨转速为400-600转/min,球磨时间为5-15h。球磨完成后烘干,烘干后的混合粉体加入pva和酒精,并均匀混合形成焊料浆料。
8.(3)接头装配:将焊料浆料涂覆在一块待焊氧化铝陶瓷表面,并将另一块氧化铝陶瓷待焊面放置在涂覆有焊料的氧化铝陶瓷上,进而形成“三明治”结构。
9.(4)接头连接:将装配好的接头放入空气气氛的马弗炉中进行加热,以5-20℃/分钟的升温速度加热至300-500℃,保温20-60分钟以排除有机物,再以5-20℃/分钟的升温速度加热至1600-1700℃,保温60-180min后冷却至室温。
10.上述步骤(1)中,待焊氧化铝陶瓷可为95瓷、99瓷或单晶氧化铝(蓝宝石)等材料。
11.上述步骤(1)中,打磨抛光方法为,依次采用400#、800#、1200#砂纸打磨,之后依次采用粒度为2.5μm、1.5μm的金刚石抛光膏进行抛光。
12.上述步骤(2)中,焊料原料的最优组成为:sro:67.4%,al2o3:32.6%。
13.上述步骤(2)中,混合粉体中加入pva为混合粉体重量的1-3%,加入酒精为混合粉体重量的5-10%。
14.上述步骤(3)中,可采用丝网印刷或手工涂覆方式将焊料涂覆在待焊氧化铝陶瓷表面。
15.上述步骤(3)中,焊料涂覆层的厚度为50-100μm。
16.上述步骤(4)中,优选的冷却速度为5-15℃/分钟。
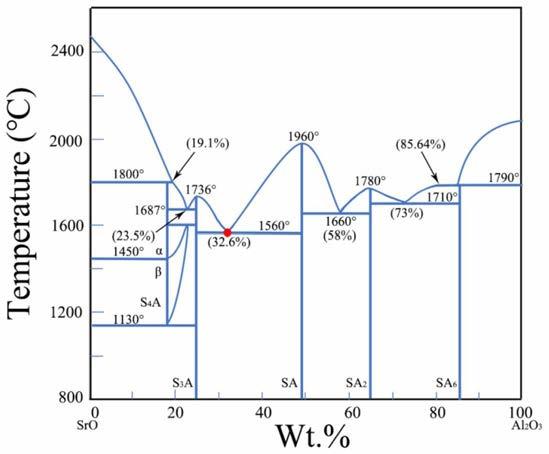
17.本发明的连接原理为:
18.从相图(图1)中可以看到,sro67.4%-al2o332.6%混合粉体的熔点为1560℃,因此,在连接温度焊料熔化并能够在氧化铝陶瓷表面润湿铺展。由于sro向氧化铝陶瓷母材中扩散,进而使焊料的成分变化,并形成sral2o4相。当焊料中的sro含量降低为50.72%时,焊料全部等温凝固形成sral2o4晶体,接头连接机制示意图见图2。
19.本发明的有益效果为:
20.1)由于焊料中的sro能够扩散进入氧化铝陶瓷中,因此两者能够形成良好的冶金连接。
21.2)sral2o4属于尖晶石相,其热膨胀系数为7.5-8
×
10-6
/℃,与氧化铝陶瓷的热膨胀系数(8-8.5
×
10-6
/℃)十分接近,因而接头强度高。
22.3)从相图中可以看到sral2o4的熔点高达1960℃,因此本发明获得的接头耐高温性好,接头使用温度能够超过接头焊接温度。
附图说明
23.图1为sro-al2o3二元相图。
24.图2为接头连接机制示意图。
25.图3为实施例1获得的接头微观结构。
26.图4为实施例1中接头扩散层的eds分析结果。
27.图5为实施例1中焊缝的eds分析结果。
28.图6为实施例1获得的接头焊缝xrd分析结果。
具体实施方式
29.为了进一步理解本发明,以下结合实例对本发明进行描述,但实例仅为对本发明的特点和优点做进一步阐述,而不是对本发明权利要求的限制。
30.实施例1
31.本实施例提供了一种瞬间液相连接单晶氧化铝陶瓷的方法,具体包括以下步骤:
32.(1)材料准备:依次采用400#、800#、1200#砂纸打磨,之后依次采用粒度为2.5μm、1.5μm的金刚石抛光膏对待焊单晶氧化铝陶瓷进行抛光。抛光后氧化铝陶瓷以丙酮为介质进行超声清洗20min,然后吹干备用。
33.(2)焊料制备:焊料的重量百分比组成为:sro为67.4%,al2o3为32.6%。按上述比例称量氧化物原料,并放入玛瑙球磨罐中球磨,球磨介质为乙醇,磨球为玛瑙球,球磨转速为400转/min,球磨时间为15h。球磨完成后烘干,烘干后的混合粉体加入占混合粉体重量为1%pva和6%的酒精,并均匀混合形成焊料浆料。
34.(3)接头装配:采用毛刷手工涂覆方式,将焊料浆料涂覆在一块待焊单晶氧化铝陶瓷表面,涂覆层厚度约为80μm。随后,将另一块氧化铝陶瓷放置在涂覆有焊料的单晶氧化铝
陶瓷上,进而形成“三明治”结构。
35.(4)接头连接:将装配好的接头放入空气气氛的马弗炉中进行加热,以15℃/分钟的升温速度加热至400℃,保温60分钟以排除有机物,再以10℃/分钟的升温速度加热至1650℃,保温80min后冷却至室温,冷却速度为10℃/分钟。
36.实施例1获得的接头微观结构见图3,并针对扩散层和焊缝进行了元素分析。结果表明,扩散层含有少量的sr元素,证明了焊料中sro能够扩散进入母材(图4)。焊缝的化学组成与sral2o4一致(图5),同时xrd分析(图6)也证明了焊缝中形成的晶体为sral2o4晶体。力学性能试验结果表明,接头弯曲强度达210mpa。
37.实施例2
38.本实施例提供了一种瞬间液相连接单晶氧化铝陶瓷的方法,具体包括以下步骤:
39.(1)材料准备:依次采用400#、800#、1200#砂纸打磨,之后依次采用粒度为2.5μm、1.5μm的金刚石抛光膏对待焊单晶氧化铝陶瓷进行抛光。抛光后氧化铝陶瓷以丙酮为介质进行超声清洗20min,然后吹干备用。
40.(2)焊料制备:焊料的重量百分比组成为:sro为67.4%,al2o3为32.6%。按上述比例称量氧化物原料,并放入玛瑙球磨罐中球磨,球磨介质为乙醇,磨球为玛瑙球,球磨转速为400转/min,球磨时间为15h。球磨完成后烘干,烘干后的混合粉体中加入占混合粉体重量为1%pva和6%的酒精,并均匀混合形成焊料浆料。
41.(3)接头装配:采用毛刷手工涂覆方式,将焊料浆料涂覆在一块待焊单晶氧化铝陶瓷表面,涂覆层厚度约为80μm。随后,将另一块氧化铝陶瓷放置在涂覆有焊料的单晶氧化铝陶瓷上,进而形成“三明治”结构。
42.(4)接头连接:将装配好的接头放入空气气氛的马弗炉中进行加热,以15℃/分钟的升温速度加热至400℃,保温60分钟以排除有机物,再以10℃/分钟的升温速度加热至1700℃,保温80min后冷却至室温,冷却速度为10℃/分钟。
43.实施例2获得的接头弯曲强度达223mpa。
44.实施例3
45.本实施例提供了一种瞬间液相连接单晶氧化铝陶瓷的方法,具体包括以下步骤:
46.(1)材料准备:依次采用400#、800#、1200#砂纸打磨,之后依次采用粒度为2.5μm、1.5μm的金刚石抛光膏对待焊单晶氧化铝陶瓷进行抛光。抛光后氧化铝陶瓷以丙酮为介质进行超声清洗20min,然后吹干备用。
47.(2)焊料制备:焊料的重量百分比组成为:sro为67.4%,al2o3为32.6%。按上述比例称量氧化物原料,并放入玛瑙球磨罐中球磨,球磨介质为乙醇,磨球为玛瑙球,球磨转速为400转/min,球磨时间为10h。球磨完成后烘干,烘干后的混合粉体加入占混合粉体重量为1%pva和6%的酒精,并均匀混合形成焊料浆料。
48.(3)接头装配:采用毛刷手工涂覆方式,将焊料浆料涂覆在一块待焊单晶氧化铝陶瓷表面,涂覆层厚度约为80μm。随后,将另一块氧化铝陶瓷放置在涂覆有焊料的单晶氧化铝陶瓷上,进而形成“三明治”结构。
49.(4)接头连接:将装配好的接头放入空气气氛的马弗炉中进行加热,以15℃/分钟的升温速度加热至400℃,保温60分钟以排除有机物,再以10℃/分钟的升温速度加热至1650℃,保温80min后冷却至室温,冷却速度为10℃/分钟。
50.实施例3获得的接头弯曲强度达208mpa。
51.实施例4
52.本实施例提供了一种瞬间液相连接单晶氧化铝陶瓷的方法,具体包括以下步骤:
53.(1)材料准备:依次采用400#、800#、1200#砂纸打磨,之后依次采用粒度为2.5μm、1.5μm的金刚石抛光膏对待焊单晶氧化铝陶瓷进行抛光。抛光后氧化铝陶瓷以丙酮为介质进行超声清洗20min,然后吹干备用。
54.(2)焊料制备:焊料的重量百分比组成为:sro为67.4%,al2o3为32.6%。按上述比例称量氧化物原料,并放入玛瑙球磨罐中球磨,球磨介质为乙醇,磨球为玛瑙球,球磨转速为400转/min,球磨时间为15h。球磨完成后烘干,烘干后的混合粉体加入占混合粉体重量为1%pva和6%的酒精,并均匀混合形成焊料浆料。
55.(3)接头装配:采用毛刷手工涂覆方式,将焊料浆料涂覆在一块待焊单晶氧化铝陶瓷表面,涂覆层厚度约为80μm。随后,将另一块氧化铝陶瓷放置在涂覆有焊料的单晶氧化铝陶瓷上,进而形成“三明治”结构。
56.(4)接头连接:将装配好的接头放入空气气氛的马弗炉中进行加热,以15℃/分钟的升温速度加热至400℃,保温60分钟以排除有机物,再以10℃/分钟的升温速度加热至1650℃,保温100min后冷却至室温,冷却速度为10℃/分钟。
57.实施例4获得的接头弯曲强度达214mpa。
58.实施例5
59.本实施例提供了一种瞬间液相连接99氧化铝陶瓷的方法,具体包括以下步骤:
60.(1)材料准备:依次采用400#、800#、1200#砂纸打磨,之后依次采用粒度为2.5μm、1.5μm的金刚石抛光膏对待焊氧化铝陶瓷进行抛光。抛光后的氧化铝陶瓷以丙酮为介质进行超声清洗20min,然后吹干备用。
61.(2)焊料制备:焊料的重量百分比组成为:sro为67.4%,al2o3为32.6%。按上述比例称量氧化物原料,并放入玛瑙球磨罐中球磨,球磨介质为乙醇,磨球为玛瑙球,球磨转速为400转/min,球磨时间为15h。球磨完成后烘干,烘干后的混合粉体加入占混合粉体重量为1%pva和6%的酒精,并均匀混合形成焊料浆料。
62.(3)接头装配:采用毛刷手工涂覆方式,将焊料浆料涂覆在一块待焊单晶氧化铝陶瓷表面,涂覆层厚度约为80μm。随后,将另一块氧化铝陶瓷放置在涂覆有焊料的单晶氧化铝陶瓷上,进而形成“三明治”结构。
63.(4)接头连接:将装配好的接头放入空气气氛的马弗炉中进行加热,以15℃/分钟的升温速度加热至400℃,保温60分钟以排除有机物,再以10℃/分钟的升温速度加热至1650℃,保温100min后冷却至室温,冷却速度为10℃/分钟。
64.实施例5获得的接头弯曲强度达192mpa。
65.实施例6
66.本实施例提供了一种瞬间液相连接氧化铝陶瓷的方法,具体包括以下步骤:
67.(1)材料准备:依次采用400#、800#、1200#砂纸打磨,之后依次采用粒度为2.5μm、1.5μm的金刚石抛光膏对待焊单晶氧化铝陶瓷进行抛光。抛光后氧化铝陶瓷以丙酮为介质进行超声清洗20min,然后吹干备用。
68.(2)焊料制备:焊料的重量百分比组成为:sro为68%,al2o3为32%。按上述比例称
量氧化物原料,并放入玛瑙球磨罐中球磨,球磨介质为乙醇,磨球为玛瑙球,球磨转速为400转/min,球磨时间为15h。球磨完成后烘干,烘干后的混合粉体加入占混合粉体重量为1%pva和6%的酒精,并均匀混合形成焊料浆料。
69.(3)接头装配:采用毛刷手工涂覆方式,将焊料浆料涂覆在一块待焊单晶氧化铝陶瓷表面,涂覆层厚度约为80μm。随后,将另一块氧化铝陶瓷放置在涂覆有焊料的单晶氧化铝陶瓷上,进而形成“三明治”结构。
70.(4)接头连接:将装配好的接头放入空气气氛的马弗炉中进行加热,以15℃/分钟的升温速度加热至400℃,保温60分钟以排除有机物,再以10℃/分钟的升温速度加热至1650℃,保温80min后冷却至室温,冷却速度为12℃/分钟。
71.实施例6获得的接头弯曲强度为182mpa。
72.实施例7
73.本实施例提供了一种瞬间液相连接氧化铝陶瓷的方法,具体包括以下步骤:
74.(1)材料准备:依次采用400#、800#、1200#砂纸打磨,之后依次采用粒度为2.5μm、1.5μm的金刚石抛光膏对待焊单晶氧化铝陶瓷进行抛光。抛光后氧化铝陶瓷以丙酮为介质进行超声清洗20min,然后吹干备用。
75.(2)焊料制备:焊料的重量百分比组成为:sro为68%,al2o3为32%。按上述比例称量氧化物原料,并放入玛瑙球磨罐中球磨,球磨介质为乙醇,磨球为玛瑙球,球磨转速为400转/min,球磨时间为15h。球磨完成后烘干,烘干后的混合粉体加入占混合粉体重量为1%pva和6%的酒精,并均匀混合形成焊料浆料。
76.(3)接头装配:采用毛刷手工涂覆方式,将焊料浆料涂覆在一块待焊单晶氧化铝陶瓷表面,涂覆层厚度约为80μm。随后,将另一块氧化铝陶瓷放置在涂覆有焊料的单晶氧化铝陶瓷上,进而形成“三明治”结构。
77.(4)接头连接:将装配好的接头放入空气气氛的马弗炉中进行加热,以15℃/分钟的升温速度加热至400℃,保温60分钟以排除有机物,再以10℃/分钟的升温速度加热至1700℃,保温80min后冷却至室温,冷却速度为12℃/分钟。
78.实施例7获得的接头弯曲强度为204mpa。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
