1.本技术属于显示技术领域,具体涉及一种显示面板、压合装置及显示面板的制备方法。
背景技术:
2.为了实现全面屏效果,一般会将屏体的非显示区进行弯折处理,以使得显示面板的边框尺寸尽可能小。但是,在对屏体的非显示区进行弯折后,屏体的弯折区极易出现受到应力而产生裂纹的情况。
3.为了减少裂纹的发生,目前一般会在屏体的弯折区表面涂覆保护胶。且当前保护胶普遍采用点状涂胶方式形成,点状涂胶形成的点状胶体会自动扩散形成一个面状胶体。但是目前存在点状胶体扩散不充分、不均匀的问题,进而导致扩散形成的面状胶体内部存在孔隙和气泡等。且孔隙和气泡的存在给水氧等外界物质入侵弯折区屏体提供了通道,给屏体的可靠性造成极大的隐患。
技术实现要素:
4.本技术提供一种显示面板、压合装置及显示面板的制备方法,以降低保护胶内部孔隙和气泡存在的概率。
5.为解决上述技术问题,本技术采用的一个技术方案是:提供一个显示面板,包括:屏体,包括依次连接的显示部、弯折部和延伸部,且所述显示部和所述延伸部相对且间隔设置;其中,所述弯折部包括相背设置的第一表面和第二表面,所述第二表面面向所述显示部和所述延伸部之间的间隔;保护胶,至少覆盖所述第一表面和/或所述第二表面,且所述保护胶背离所述弯折部的一侧表面具有凹凸结构;其中,所述凹凸结构由压合治具对所述保护胶压合形成。
6.为解决上述技术问题,本技术采用的另一个技术方案是:提供一种压合装置,包括:压合治具,包括治具本体,且所述治具本体的一侧表面为凹凸表面,所述凹凸表面用于与覆盖屏体弯折部的未完全固化的保护胶压合,且所述保护胶背离所述弯折部一侧表面形成与所述凹凸表面相匹配的凹凸结构;固化治具,用于在所述保护胶表面形成所述凹凸结构后使所述保护胶完全固化。
7.为解决上述技术问题,本技术采用的另一个技术方案是:提供一种显示面板的制备方法,包括:提供屏体,所述屏体包括依次连接的显示部、可弯折部和延伸部,且所述可弯折部包括相背设置的第一表面和第二表面;至少在所述第一表面和/或所述第二表面上设置未完全固化的保护胶,并利用具有凹凸表面的压合治具在所述保护胶背离所述可弯折部一侧进行压合,且在移除压合治具后利用固化治具使保护胶完全固化;弯折所述可弯折部,以使得所述显示部和所述延伸部相对且间隔设置,且所述第二表面面向所述显示部和所述延伸部之间的间隔。
8.区别于现有技术情况,本技术的有益效果是:本技术所提供的显示面板中包括屏
体和保护胶;且保护胶覆盖屏体的弯折部的第一表面和/或第二表面。其中,保护胶背离弯折部的一侧表面具有凹凸结构,且该凹凸结构由压合治具对保护胶压合形成。即本技术在形成保护胶时会利用具有凹凸表面的压合治具预先对保护胶进行压合处理,此时保护胶内部的孔隙会由于压合作用被其余位置处的保护胶填满,保护胶内部的气泡也会由于压合作用被排出,进而降低外部水汽等从保护胶入侵屏体内部的概率,提高显示面板的稳定性;另外,由于压合治具表面为凹凸表面,压合治具与保护胶的接触面积较大,从而有助于保护胶内部的孔隙被快速填平,保护胶内部的气泡被快速排出,提高产品良率。
附图说明
9.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
10.图1为本技术显示面板一实施方式的结构示意图;
11.图2为本技术显示面板另一实施方式的结构示意图;
12.图3为图2中弯折部弯折前一实施方式的结构示意图;
13.图4为图2中从aa视角观察的一实施方式的侧视图;
14.图5为图2中从aa视角观察的另一实施方式的侧视图;
15.图6为本技术压合装置一实施方式的结构示意图;
16.图7为本技术显示面板的制备方法一实施方式的流程示意图;
17.图8a为图7中步骤s101对应的一实施方式的结构示意图;
18.图8b为图7中步骤s102中设置未完全固化的保护胶一实施方式的结构示意图。
具体实施方式
19.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本技术保护的范围。
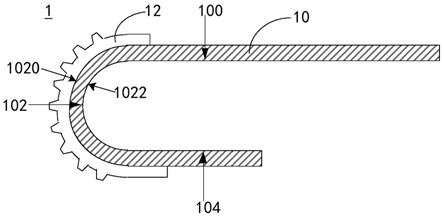
20.请参阅图1和图2,图1为本技术显示面板一实施方式的结构示意图,图2为本技术显示面板另一实施方式的结构示意图,该显示面板1可以为oled显示面板等,其具体包括屏体10和保护胶12。
21.其中,屏体10包括依次连接的显示部100、弯折部102和延伸部104,且显示部100和延伸部104相对且间隔设置;其中,弯折部102包括相背设置的第一表面1020和第二表面1022,第二表面1022面向显示部100和延伸部104之间的间隔;可以认为第一表面1020为弯折部102的外表面,第二表面1022为弯折部102的内表面。可选地,在本实施例中,弯折部102的起点可以为弯曲曲率由零变为非零的位置,弯折部102的终点可以为弯曲曲率由非零变为零的位置。显示部100内可以包括层叠设置的衬底、阵列层、发光层和封装层等;且该衬底一般为柔性衬底,其材质可以为聚酰亚胺、聚醚酰亚胺、聚苯硫醚、聚芳酯等。弯折部102和延伸部104内可以包括层叠设置的衬底、走线层和绝缘层等,且弯折部102和延伸部104内的
衬底与显示部100内的衬底一体成型,弯折部102和延伸部104内的走线层可以与阵列层电连接。
22.进一步,保护胶12至少覆盖第一表面1020(如图1中所示);或者,保护胶12至少覆盖第二表面1022;或者,保护胶12至少覆盖第一表面1020和第二表面1022(如图2中所示)。且保护胶12背离弯折部102的一侧表面具有凹凸结构(未标示);其中,凹凸结构由压合治具对保护胶12压合形成。可选地,在本实施例中,保护胶12可以为紫外固化胶、热固化胶或常温固化胶等。
23.在上述实施方式中,在形成保护胶12时会利用具有凹凸表面的压合治具预先对保护胶12进行压合处理,此时保护胶12内部的孔隙会由于压合作用被其余位置处的保护胶12填满,保护胶12内部的气泡也会由于压合作用被排出,进而降低外部水汽等从保护胶12入侵屏体10内部的概率,提高显示面板1的稳定性;另外,由于压合治具表面为凹凸表面,压合治具与保护胶12的接触面积较大,从而有助于保护胶12内部的孔隙被快速填平,保护胶12内部的气泡被快速排出,提高产品良率。
24.在一个实施方式,如图3中所示,图3为图2中弯折部弯折前一实施方式的结构示意图。在弯折部102弯折前,保护胶12至少覆盖第一表面1020和第二表面1022;其中,凹凸结构包括交替设置的凸部a和凹部b;覆盖第二表面1022的保护胶12的凸部a在第一表面1020上的正投影位于覆盖第一表面1020的保护胶12的凸部a在第一表面1020上的正投影的内部;可选地,覆盖第二表面1022的保护胶12的凸部a在第一表面1020上的正投影与覆盖第一表面1020的保护胶12的凸部a在第一表面1020上的正投影相互重合。同理,覆盖第二表面1022的保护胶12的凹部b在第一表面1020上的正投影位于覆盖第一表面1020的保护胶12的凹部b在第一表面1020上的正投影的内部;可选地,覆盖第二表面1022的保护胶12的凹部b在第一表面1020上的正投影与覆盖第一表面1020的保护胶12的凹部b在第一表面1020上的正投影相互重合。当弯折部102弯折后,如图2中所示,覆盖第一表面1020的保护胶12中的凸部a可以与覆盖第二表面1022的保护胶12中的凸部a一一对应,覆盖第一表面1020的保护胶12中的凹部b与覆盖第二表面1022的保护胶12中的凹部b一一对应。可选地,一一对应的位于第一表面1020的凸部a和位于第二表面1022的凸部a的中轴线在同一直线上,一一对应的位于第一表面1020的凹部b和位于第二表面1022的凹部b的中轴线在同一直线上。当弯折部102内设置有金属走线时,该设计方式可以使得金属走线两侧的应力尽可能相同并抵消,以降低金属走线断裂的概率。较佳地,弯折部102位置处的显示面板1的中性面位于金属走线所在的层中。其中,弯折部102位置处的显示面板1是指包含弯折部102以及弯折部102周围的保护胶12所构成的整体,该整体的中性面经过金属走线所在的层。该设计方式可以使得位于弯折部102内的金属走线所受到的总应力最低,以最大程度降低金属走线断裂的概率。
25.可选地,如图2中所示,与凹部b对应的保护胶12的最小厚度d1大于或等于与凸部a对应的保护胶12的最大厚度d2的1/3;例如,与凹部b对应的保护胶12的最小厚度d1为与凸部a对应的保护胶12的最大厚度d2的1/2、2/3等。该设计方式可以在满足保护胶12基本保护性能的基础上,降低保护胶12所使用的量,且可以使得保护胶12内部气泡排出的较为彻底。
26.另一可选地,如图2中所示,覆盖第一表面1020的保护胶12的平均厚度大于覆盖第二表面1022的保护胶12的平均厚度。一方面,由于覆盖第二表面1022的保护胶12的平均厚度较小,在将延伸部104弯折至与显示部100相对且间隔设置时,其弯折阻力较小,弯折较为
容易。另一方面,弯折部102的第一表面1020相当于是外表面,其受到外界应力冲击产生裂纹的概率较大,故在第一表面1020设置平均厚度较厚的保护胶12可以起到应力缓冲的作用,以降低弯折部102的第一表面1020产生裂纹的概率。再一方面,上述覆盖第一表面1020的保护胶12的平均厚度大于覆盖第二表面1022的保护胶12的平均厚度的设计也是从为了使金属走线处于中性面考虑的。
27.较佳地,覆盖第一表面1020的保护胶12的平均厚度为40微米-200微米(例如,60微米、100微米、150微米等),覆盖第二表面1022的保护胶12的平均厚度为20微米-100微米(例如,40微米、80微米等)。上述厚度范围的保护胶12的引入不会使显示面板1的边框宽度增大过多,有利于窄边框。
28.请一并参阅图2和图4,图4为图2中从aa视角观察的一实施方式的侧视图。为了示意清楚,图4中针对凸部a和凹部b采用不同的填充格式。从图4中可以看出,在显示部100指向延伸部104的第一方向x上,保护胶12背离弯折部102一侧表面设置有间隔排布的多个凸部a,且每个凸部a呈条状设置;对应的此时,相邻两个条状的凸部a之间形成条状的凹部b。可选地,如图4中所示,每个呈条状设置的凸部a的延伸方向可以相互平行,且每个呈条状设置的凸部a的延伸方向与第一方向x交叉设置。该设计方式可以增大保护胶12与压合治具之间的接触面积,以使得保护胶12内部的气泡和孔隙被尽量排除,以降低水氧入侵的概率。此外,由于多个条状的凸部a是沿第一方向x间隔排布,当在外力作用下凸部a或凹部b上产生裂纹时,该设计方式可以延长应力和裂纹的传播路径,以降低应力和裂纹传递到显示部100的概率,提高器件的稳定性。
29.或者,在其他实施例中,保护胶12上凹凸结构的设计方式也可为其他。例如,如图5所示,图5为图2中从aa视角观察的另一实施方式的侧视图。为了示意清楚,图5中针对凸部a和凹部b采用不同的填充格式。从图5中可以看出,在显示部100指向延伸部104的第一方向x上,保护胶12背离弯折部102一侧表面设置有间隔排布的多排凹凸结构120,且每排凹凸结构120的延伸方向与第一方向x交叉,每排凹凸结构120包括交替设置的凸部a和凹部b。该设计方式可以进一步增大保护胶12与压合治具之间的接触面积,以使得保护胶12内部的气泡和孔隙被尽量排除,以降低水氧入侵的概率。可选地,如图5中所示,每排凹凸结构120的延伸方向可以相互平行,且每排凹凸结构120的结构形式可以相同;进一步,每排凹凸结构120的延伸方向可以与第一方向x相互垂直。该设计方式可以降低在压合治具表面形成凹凸表面的工艺难度,且降低压合治具与保护胶12接触时的对位难度。
30.在另一实施例中,如图2和图5中所示,在屏体10至保护胶12方向上,凸部a和/或凹部b的竖截面包括梯形、三角形、矩形、弧形中至少一种。当凸部a与凹部b的竖截面包括梯形、三角形或矩形中至少一种,且当凹凸结构120包括交替设置的凸部a和凹部b时,在凹凸结构120的延伸方向上,凹凸结构120呈齿状。当凸部a与凹部b的竖截面包括弧形,且当凹凸结构120包括交替设置的凸部a和凹部b时,在凹凸结构120的延伸方向上,凹凸结构120呈波浪形。上述凸部a和凹部b的结构设计较为简单,且易于制备形成。
31.此外,请再次参阅图1,保护胶12除了覆盖弯折部102外,还可覆盖与弯折部102相邻的部分显示部100和延伸部104,此时凹凸结构可以仅对应弯折部102设置。
32.请一并参阅图1和图6,图6为本技术压合装置一实施方式的结构示意图,该压合装置2包括压合治具20和固化治具22。其中,压合治具20包括治具本体200,且治具本体200的
一侧表面为凹凸表面,凹凸表面用于与覆盖屏体10弯折部102的未完全固化的保护胶12压合,以将保护胶12内部的气泡排出以及将保护胶12内的孔隙填满,以使得保护胶12背离弯折部102一侧表面形成与凹凸表面相匹配的凹凸结构(图1中未标示)。固化治具22用于在保护胶12表面形成凹凸结构后使保护胶12完全固化。在本实施例中,固化治具22可以在压合治具20移除后使用。且当保护胶12为紫外固化胶时,该固化治具22可以为紫外光固化治具;当保护胶12为热固化胶或常温固化胶时,该固化治具22可以为热固化治具;即具体固化治具22的种类是由保护胶12的种类所决定的。上述整个压合装置2的结构较为简单,且成本较低。
33.可选地,在本实施例中,压合治具20压合保护胶12后,虽然保护胶12未完全固化,但其也能在压合治具20移除后保持形状。较佳地,在压合治具20压合保护胶12时,保护胶12具有50%-60%的固化率。该固化率的设置一方面可以使得压合治具20压合保护胶12后,保护胶12的形状保持较好;另一方面可以使得压合治具20在压合保护胶12时,保护胶12具有一定的流动性,保护胶12内气泡能够被排出,且保护胶12内的孔隙可以被填满。
34.在一个实施方式中,请继续参阅图6,压合治具20还包括防粘涂层202,防粘涂层202可以覆盖治具本体200的凹凸表面。该防粘涂层202的引入可以降低压合治具20压合结束后移走时粘走保护胶12的概率,以降低保护胶12出现厚度异常的概率。可选地,防粘涂层202的材质可以为聚四氟乙烯、有机硅等。
35.进一步,防粘涂层202的厚度为5微米-10微米;例如,6微米、8微米等。一般而言,若防粘涂层202的厚度较薄,那么随着使用时间的延长,防粘涂层202破损的概率增大;而若防粘涂层202的厚度过厚,则会使得防粘涂层202与治具本体200之间的附着力负荷增大,防粘涂层202与治具本体200之间容易出现脱离等现象。故综合考虑设计出了如上厚度范围内的防粘涂层202,在保证寿命的情况下降低与治具本体200之间脱离的概率。
36.此外,防粘涂层202中具有多个第一孔洞(图未示),治具本体200中具有多个第二孔洞(图未示),且至少部分第一孔洞与第二孔洞连通。可选地,在本实施例中,所有第一孔洞与第二孔洞连通。上述第一孔洞和第二孔洞的尺寸可以为微米级别或纳米级别。上述连通的第一孔洞和第二孔洞的设计方式可以使得在压合时保护胶12内的气泡通过第一孔洞和第二孔洞排出,以提高气泡排出效率。可选地,在本实施例中,治具本体200的材质可以为碳化硅等,治具本体200中的多个第二孔洞可以形成多个通道,且每个通道可以与外界连通;此时至少部分第一孔洞与通道连通,以进一步将气泡排出。另外,由于防粘涂层202的存在,防粘涂层202的表面张力可以使得保护胶12在压合过程中不会进入第二孔洞,以降低第二孔洞被堵塞的概率。
37.下面从制备方法的角度对本技术做进一步说明。请参阅图7,图7为本技术显示面板的制备方法一实施方式的流程示意图,该制备方法包括:
38.s101:提供屏体10,屏体10包括依次连接的显示部100、可弯折部106和延伸部104,且可弯折部106包括相背设置的第一表面1060和第二表面(图未示)。
39.具体地,请参阅图8a,图8a为图7中步骤s101对应的一实施方式的结构示意图。在本实施例中,上述步骤s101中的屏体10为弯折前的屏体10,且屏体10中的可弯折部106在弯折后形成上述实施例中所提及的弯折部102。
40.s102:至少在第一表面1060和/或第二表面1062上设置未完全固化的保护胶12,并
利用具有凹凸表面的压合治具20在保护胶12背离可弯折部106一侧进行压合,且在移除压合治具20后利用固化治具22使保护胶12完全固化。
41.具体地,请参阅图8b,图8b为图7中步骤s102中设置未完全固化的保护胶一实施方式的结构示意图。在本实施例中,可以利用点胶装置在可弯折部106的第一表面1060和第二表面1062上分别设置未完全固化的保护胶12。当然,在其他实施例中,也可利用点胶装置在可弯折部106的第一表面1060上设置未完全固化的保护胶12,或者在可弯折部106的第二表面1062上设置未完全固化的保护胶12。
42.当需要在可弯折部106的第一表面1060和第二表面1062上均形成具有凹凸结构的保护胶12时(如图3中结构所示),可以先利用点胶装置在其中一个表面形成未完全固化的保护胶12,然后利用压合治具20在该保护胶12背离可弯折部106一侧进行压合,且在移除压合治具20后利用固化治具22使该保护胶12完全固化;接着利用点胶装置在另一个表面形成未完全固化的保护胶12,然后利用压合治具20在该保护胶12背离可弯折部106一侧进行压合,且在移除压合治具20后利用固化治具22使该保护胶12完全固化。当然,在其他实施例中,当未完全固化的保护胶12的形状维持较好时,也可先利用点胶装置分别在第一表面1060和第二表面1062上形成保护胶12,然后利用压合治具20分别对位于第一表面1060和第二表面1062上的保护胶12进行压合处理;最后利用固化治具22对位于第一表面1060和第二表面1062上的保护胶12进行统一固化处理。
43.此外,在点胶过程中,保护胶12涂覆的厚度可以稍大于所设定的保护胶12的厚度。通过设定压合治具20的行程以使得最终保护胶12的厚度符合要求。此时,多余的保护胶12可以从压合治具20的边缘溢出到屏体10的两侧(如图8a中虚线框所示位置),后续在切割屏体10边缘时可以一并切割去除。
44.s103:弯折可弯折部106,以使得显示部100和延伸部104相对且间隔设置,且第二表面面向显示部100和延伸部104之间的间隔。
45.具体地,最终步骤s103所形成的结构如图1或图2中所示,此时可弯折部106形成图1和图2中的弯折部102。
46.以上所述仅为本技术的实施例,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本技术的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。