1.本发明属于覆铜箔层压板的技术领域,具体涉及一种耐辐射抗老化覆铜箔层压板及其制备方法。
背景技术:
2.随着科技的发展,特别是国防科研、放射医学和原子能工业的迅速发展,各种射线的使用日益广泛,各种射线和在自然界普遍存在的紫外线等都会对电子设备中的覆铜板产生影响。当受到长期各种电子辐射和光线照射时,会破坏覆铜板的表面和板芯内部结构,出现变黄、纱裂、分层等现象,从而降低覆铜板的性能和使用寿命。基于此,迫切需要研制出一种对各种射线辐射耐受能力强的覆铜箔层压板。
技术实现要素:
3.本发明针对上述现有技术存在的不足,提供一种耐辐射抗老化覆铜箔层压板及其制备方法,制得的产品具有优异的耐辐射抗老化性能,能在各种长期存在辐射的环境中保持性能稳定,不变色老化,不变性,不分层。
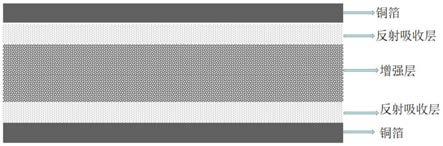
4.本发明的第一个目的在于,提供一种耐辐射抗老化覆铜箔层压板,按顺序叠配,依次包括:铜箔、外层反射吸收层、中间性能增强层、外层反射吸收层和铜箔,所述的外层反射吸收层和中间性能增强层的树脂胶液中均采用双酚a型氰酸酯树脂、含氟改性线性聚氨酯和抗uv环氧树脂三种树脂为主体。
5.采用上述方案的有益效果是:本发明的覆铜箔层压板通过外层反射吸收层可反射隔离吸收60%以上的各种射线和90%以上的紫外线,从而保护中间性能增强层,使得本发明制得的产品具有优异的耐辐射抗老化性能,能在各种长期存在辐射的环境中保持性能稳定,不变色老化,不变性,不分层。以双酚a型氰酸酯树脂、含氟改性线性聚氨酯和抗uv环氧树脂三种树脂为主体,再添加不同填料和其他物质,维持了层间的树脂匹配性,有效地保证了覆铜板整体性的统一和性能的提升。
6.进一步,所述的中间性能增强层为2~4层。
7.本发明的第二个目的在于,提供上述耐辐射抗老化覆铜箔层压板的制备方法,包括如下步骤:
8.(1)树脂胶液的配制:
9.(ⅰ)外层反射吸收层树脂胶液的配制,包括如下步骤:常温下加入50~70份溶剂,加入5~10份酚醛树脂搅拌溶解透明后,以重量份数计,将90~110份氰酸酯树脂、30~50份含氟改性线性聚氨酯、30~50份抗uv环氧树脂加入搅拌均匀,再加入25~35份硫酸钡、15~25份钛白粉打浆乳化,使填料和树脂混合均匀,最后加入0.06~0.13份固化剂,搅拌1.5~3h备用;
10.(ⅱ)中间性能增强层树脂胶液的配制,包括如下步骤:以重量份数计,常温下加入40~60份溶剂,加入4~7份酚醛树脂搅拌溶解透明后,将90~110份氰酸酯树脂、10~15份
含氟改性线性聚氨酯、10~15份抗uv环氧树脂加入搅拌均匀,再加入40~60份球型硅微粉和20~30份十溴二苯乙烷打浆乳化,使填料和树脂混合均匀,最后加入0.06~0.13份固化剂,搅拌1.5~3h备用;
11.(2)半固化片的制备:将电子级玻璃布分别浸渍外层反射吸收层树脂胶液和中间性能增强层树脂胶液后,在150~200℃条件下烘烤200~320s,冷却后获得相应的外层反射吸收层和中间性能增强层的半固化片,并裁成所需尺寸;
12.(3)叠料:按顺序叠配,铜箔*1-外层反射吸收层*1-中间性能增强层*(2~4)层-外层反射吸收层*1-铜箔*1;
13.(4)压制:在叠配好的板材上下各覆有钢板,将叠配好的板材在温度为170~220℃、压力为1.5~5.5mpa的条件下压制90~150min。
14.采用上述方案的有益效果是:经过各层玻璃纤维半固化片的制备、叠配和压制成型步骤制得的覆铜箔层压板具有高的光线反射率和辐射吸收性,具有优异的耐辐射抗老化的板材性能。
15.进一步,步骤(ⅰ)和(ⅱ)中,所述的氰酸酯树脂为双酚a型氰酸酯树脂;所述的溶剂选用二甲基甲酰胺、甲苯、丁酮、丙酮、丙二醇单甲醚、二甲苯、甲醇中的三种或四种以上的混合;所述的酚醛树脂选用110~130g/eq的线性酚醛树脂;所述的固化剂选用2-甲基咪唑、2-乙基-4-甲基咪唑中的一种或两种。
16.进一步,步骤(ⅰ)中,所述的硫酸钡选用纳米级的硫酸钡填料。
17.进一步,步骤(2)中,所述的外层反射吸收层半固化片的基本参数为含胶量:55%~65%,胶化时间:80~110s,流动性:15%~28%,均匀性≤1.0%;所述的中间性能增强层半固化片的基本参数为含胶量:58%~70%,胶化时间:80~110s,流动性:13%~22%,均匀性≤1.0%。
18.进一步,步骤(4)中,先将叠配好的板材在温度为170~190℃、压力为1.5~2.5mpa之间压制30~60min,然后升温至保温范围200~220℃、保压范围3.5~5.5mpa,保温保压时间不少于60min。
19.与现有技术相比,本发明的有益效果是:本发明提供的覆铜箔层压板,既满足了覆铜板在性能上的需求,各项性能均能达到国标标准,且具有优异的耐辐射抗老化性能,能在各种长期存在辐射的环境中保持性能稳定,不变色老化,不变性,不分层。
附图说明
20.图1为本技术实施例覆铜箔层压板的整体结构示意图。
具体实施方式
21.以下结合实例对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围,具体实施方式中所述的份为重量份。
22.实施例1
23.一种耐辐射抗老化覆铜箔层压板的制备方法,包括如下步骤:
24.(1)树脂胶液的配制:
25.(ⅰ)外层反射吸收层树脂胶液的配制,包括如下步骤:常温下加入50份溶剂(其中,
甲苯20份、丁酮20份、丙二醇单甲醚10份),加入5份120g/eq的线性酚醛树脂搅拌溶解透明后,将100份双酚a型氰酸酯树脂、30份含氟改性线性聚氨酯、30份抗uv环氧树脂加入搅拌均匀,再加入25份硫酸钡(纳米级)、15份钛白粉打浆乳化,使填料和树脂混合均匀,最后加入0.06份2-甲基咪唑,搅拌2h备用;
26.(ⅱ)中间性能增强层树脂胶液的配制,包括如下步骤:常温下加入40份溶剂(其中,甲苯15份、丁酮15份、丙二醇单甲醚10份),加入4份120g/eq的线性酚醛树脂搅拌溶解透明后,将100份双酚a型氰酸酯树脂、10份含氟改性线性聚氨酯、10份抗uv环氧树脂加入搅拌均匀,再加入40份球型硅微粉和20份十溴二苯乙烷打浆乳化,使填料和树脂混合均匀,最后加入0.06份2-甲基咪唑,搅拌2h备用;
27.(2)半固化片的制备:将电子级玻璃布经立式上胶机浸胶槽分别浸渍外层反射吸收层树脂胶液和中间性能增强层树脂胶液后,进入温度在170℃的烘箱内烘烤270s,冷却后获得相应的外层反射吸收层和中间性能增强层的半固化片,并经裁切机裁成所需尺寸;
28.(3)叠料:按图1所示顺序叠配,18μm铜箔*1-外层反射吸收层*1-中间性能增强层*2层-外层反射吸收层*1-18μm铜箔*1;
29.(4)压制:在叠配好的板材上下各覆一块钢板,将叠配好的板材送入真空压机,在温度为170℃、压力为1.5mpa之间压制30min,然后升温至保温范围210℃、保压范围4.5mpa,保温保压时间90min。
30.其中,实施例1中步骤(2)制得的半固化片指标如表1所示。
31.表1
[0032][0033]
实施例2
[0034]
一种耐辐射抗老化覆铜箔层压板的制备方法,包括如下步骤:
[0035]
(1)树脂胶液的配制:
[0036]
(ⅰ)外层反射吸收层树脂胶液的配制,包括如下步骤:常温下加入60份溶剂(其中,甲苯20份、丁酮20份、丙二醇单甲醚20份),加入8份120g/eq的线性酚醛树脂搅拌溶解透明后,将100份双酚a型氰酸酯树脂、40份含氟改性线性聚氨酯、40份抗uv环氧树脂加入搅拌均匀,再加入30份硫酸钡(纳米级)、20份钛白粉打浆乳化,使填料和树脂混合均匀,最后加入0.1份2-甲基咪唑,搅拌2h备用;
[0037]
(ⅱ)中间性能增强层树脂胶液的配制,包括如下步骤:常温下加入45份溶剂(其中,甲苯15份、丁酮15份、丙二醇单甲醚15份),加入5.5份120g/eq的线性酚醛树脂搅拌溶解透明后,将100份双酚a型氰酸酯树脂、13份含氟改性线性聚氨酯、13份抗uv环氧树脂加入搅拌均匀,再加入50份球型硅微粉和25份十溴二苯乙烷打浆乳化,使填料和树脂混合均匀,最
后加入0.1份2-甲基咪唑,搅拌2h备用;
[0038]
(2)半固化片的制备:将电子级玻璃布经立式上胶机浸胶槽分别浸渍外层反射吸收层树脂胶液和中间性能增强层树脂胶液后,进入温度在180℃的烘箱内烘烤250s,冷却后获得相应的外层反射吸收层和中间性能增强层的半固化片,并经裁切机裁成所需尺寸;
[0039]
(3)叠料:按顺序叠配,18μm铜箔*1-外层反射吸收层*1-中间性能增强层*3层-外层反射吸收层*1-18μm铜箔*1;
[0040]
(4)压制:在叠配好的板材上下各覆一块钢板,将叠配好的板材送入真空压机,在温度为170℃、压力为2mpa之间压制30min,然后升温至保温范围210℃、保压范围5.0mpa,保温保压时间90min。
[0041]
其中,实施例2中步骤(2)制得的半固化片指标如表2所示。
[0042]
表2
[0043][0044]
实施例3
[0045]
一种耐辐射抗老化覆铜箔层压板的制备方法,包括如下步骤:
[0046]
(1)树脂胶液的配制:
[0047]
(ⅰ)外层反射吸收层树脂胶液的配制,包括如下步骤:常温下加入70份溶剂(其中,二甲苯30份、丁酮20份、二甲基甲酰胺20份),加入10份120g/eq的线性酚醛树脂搅拌溶解透明后,将100份双酚a型氰酸酯树脂、50份含氟改性线性聚氨酯、50份抗uv环氧树脂加入搅拌均匀,再加入35份硫酸钡(纳米级)、25份钛白粉打浆乳化,使填料和树脂混合均匀,最后加入0.13份2-甲基咪唑,搅拌2h备用;
[0048]
(ⅱ)中间性能增强层树脂胶液的配制,包括如下步骤:常温下加入60份溶剂(其中,二甲苯30份、丁酮15份、二甲基甲酰胺15份),加入7份120g/eq的线性酚醛树脂搅拌溶解透明后,将100份双酚a型氰酸酯树脂、15份含氟改性线性聚氨酯、15份抗uv环氧树脂加入搅拌均匀,再加入60份球型硅微粉和30份十溴二苯乙烷打浆乳化,使填料和树脂混合均匀,最后加入0.13份2-甲基咪唑,搅拌2h备用;
[0049]
(2)半固化片的制备:将电子级玻璃布经立式上胶机浸胶槽分别浸渍外层反射吸收层树脂胶液和中间性能增强层树脂胶液后,进入温度在200℃的烘箱内烘烤200s,冷却后获得相应的外层反射吸收层和中间性能增强层的半固化片,并经裁切机裁成所需尺寸;
[0050]
(3)叠料:按顺序叠配,18μm铜箔*1-外层反射吸收层*1-中间性能增强层*4层-外层反射吸收层*1-18μm铜箔*1;
[0051]
(4)压制:在叠配好的板材上下各覆一块钢板,将叠配好的板材送入真空压机,在温度为170℃、压力为2mpa之间压制30min,然后升温至保温范围200℃、保压范围4.5mpa,保
温保压时间120min。
[0052]
其中,实施例3中步骤(2)制得的半固化片指标如表3所示。
[0053]
表3
[0054][0055]
对比例
[0056]
一种覆铜箔层压板的制备方法,包括如下步骤:
[0057]
(1)树脂胶液的配制:
[0058]
(ⅰ)外层反射吸收层树脂胶液的配制,包括如下步骤:常温下加入60份溶剂(其中,丙酮20份、丁酮20份、二甲基甲酰胺20份),加入10份120g/eq的线性酚醛树脂搅拌溶解透明后,将100份脂环族缩水甘油酯型环氧树脂、30份低溴环氧树脂、40份抗uv环氧树脂加入搅拌均匀,再加入15份硅微粉、20份硫酸钡(纳米级)、25份钛白粉打浆乳化,使填料和树脂混合均匀,最后加入0.15份2-甲基咪唑,搅拌2h备用;
[0059]
(ⅱ)中间性能增强层树脂胶液的配制,包括如下步骤:常温下加入60份溶剂(其中,丙酮15份、丁酮30份、二甲基甲酰胺15份),加入7份120g/eq的线性酚醛树脂搅拌溶解透明后,将100份脂环族缩水甘油酯型环氧树脂、15份低溴环氧树脂、15份抗uv环氧树脂加入搅拌均匀,再加入15份钛白粉、20份球型硅微粉、20份十溴二苯乙烷打浆乳化,使填料和树脂混合均匀,最后加入0.12份2-甲基咪唑,搅拌2h备用;
[0060]
(2)半固化片的制备:将电子级玻璃布经立式上胶机浸胶槽分别浸渍外层反射吸收层树脂胶液和中间性能增强层树脂胶液后,进入温度在175℃的烘箱内烘烤290s,冷却后获得相应的外层反射吸收层和中间性能增强层的半固化片,并经裁切机裁成所需尺寸;
[0061]
(3)叠料:按顺序叠配,18μm铜箔*1-外层反射吸收层*1-中间性能增强层*4层-外层反射吸收层*1-18μm铜箔*1;
[0062]
(4)压制:在叠配好的板材上下各覆一块钢板,将叠配好的板材送入真空压机,在温度为170℃、压力为2.3mpa之间压制35min,然后升温至保温范围200℃、保压范围4.5mpa,保温保压时间90min。
[0063]
其中,对比例中步骤(2)制得的半固化片指标如表4所示。
[0064]
表4
[0065][0066]
测试方法说明:
[0067]
(1)折射率:gb t 16863-1997;
[0068]
(2)射线屏蔽率:gb 16363-1996;
[0069]
(3)剥离强度(n/mm):gb/t 4722-2017-7.2.1;
[0070]
(4)阻燃性:gb/t 4722-2017-6.4.1;
[0071]
(5)t288(tma):gb/t 4722-2017-6.11;
[0072]
(6)tg(dsc):gb/t 4722-2017-6.7.1;
[0073]
(7)介电常数(1mhz):gb/t 4722-2017-8.5;
[0074]
(8)介电损耗(1mhz):gb/t 4722-2017-8.5;
[0075]
(9)吸水率(%):gb/t 4722-20179.2。
[0076]
各实施例与对比例的测试实验数据如表5所示。
[0077]
表5各实施例与对比例的测试实验数据
[0078]
测试项目实施例结果范围实施例1实施例2实施例3对比例折射率(%)≥9093.192.693.582.7射线屏蔽率(%)≥6061.864.36735剥离强度(n/mm)≥1.101.151.181.231.17阻燃性fv-0fv-0fv-0fv-0fv-0t288(min)》60》60》60》60》60tg(dsc,℃)≥170174.3175.4172.1157.3介电常数(1mhz)≤5.44.53.94.25.0介电损耗(1mhz)≤0.0350.0230.0260.0240.031吸水率(%)≤0.350.150.140.150.26
[0079]
通过对比表5中的测试实验数据可以看出,本发明的实施例制备的覆铜箔层压板,既满足了覆铜板在性能上的需求,各项性能均能达到国标标准。与对比例相比,本发明的实施例制备的覆铜箔层压板,具有很高的折射率和射线屏蔽率,具有优异的耐辐射、抗老化性能,能在各种长期存在辐射的环境中保持性能稳定,不变色老化,不变性,不分层。
[0080]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。