1.本发明属于智能自动化制造工艺装备技术领域,涉及一种无人机机身数控加工工艺装备。
背景技术:
2.xf101项目的研发来源于对俄引进项目。主要由光电装置保护头罩、弹身中舱、尾舱、前弹翼、后弹翼、垂直尾翼和折叠态自脱落卡箍约束装置组成。其中,弹身中舱内容纳各类测量控制和数据记录设备、燃油箱、电池,中舱上部安装发动机,是产品中的最重要组件。
3.产品中的头罩壳体、中舱壳体、尾舱壳体均由复合材料制成。其中头罩壳体长约200mm长,由半径100mm的半球体加长度100mm的圆柱体组成,中舱壳体为直径200mm,长约820mm的圆柱体,尾舱壳体长约260mm,由半径100mm的圆柱体加圆锥体组成。为了保证三个部分的精准连接组合以及容纳各类设备,需要对这三部分进行各类安装孔位的加工。根据统计,头罩壳体有一类孔共10个,尾舱壳体有一类孔共15个孔,中舱壳体有16类孔共计219个,加上两个异形开口。由于孔的种类和数量繁多,就提高复合材料制品的合格率,保证精度来说不利于在加工壳体的过程中在模具里制作,因此需要在壳体通过模具成型完工后进行二次再加工,经检验合格后最终成为可以进行装配的成品。
4.在该项目研制的初始阶段,上述各类孔位的加工均通过人工依据图纸划线测量做标记点,再使用手持电动工具进行加工的方式进行。为了人工划线的准确度,需要先设计复合材料组件的夹持工装,设计各类基准面,将工件准确放置到位,利用基准面进行划线。夹持工装设计的是否合理直接影响划线精度,需要非常有设计和实践经验的人才能完成。划线完成后,为了手工加工的准确性,还需要设计各类辅助加工工装,以保证各类孔位的垂直度,平行度,异形开口的准确度等要求。这些工作都非常繁琐,费时费力,对于经验不足的人还无法达到理想的使用效果。因此,上述的二次加工过程存在诸多缺陷。首先是在研制阶段,设计的各类工装可能会因为方案的变动而不再适合使用,造成资源浪费。其次是需要设计的工装和辅助装置的种类繁多,不利于定型后的批量生产,无形中也加重了人员的操作负担。再有就是人工划线和手工加工带来因人而异的不确定性,每个人的技能水平不一致而导致加工准确度的不确定性,最终导致效率低下,严重时会造成废件的产生,影响项目的进展。
技术实现要素:
5.(一)发明目的
6.本发明的目的是:提供一种无人机机身数控加工工艺装备,实现产品弹身中舱、头罩和尾舱的自动化打孔,极大地提升工作效率,并为下一步的产能提升和产线建设积累了思路和经验。
7.(二)技术方案
8.为了解决上述技术问题,本发明提供一种无人机机身数控加工工艺装备,其包括
加工平台基座和安装在其上的三轴数控加工平台,三轴数控加工平台包括横向移动的x轴、垂直于x轴方向且在竖直面内旋转的y轴以及垂直于x轴且在竖直面上下移动的z轴,z轴上安装刀具电机。
9.其中,所述x轴、y轴和z轴的驱动均采用步进电机。
10.其中,所述加工平台基座选用转运车。
11.其中,所述三轴数控加工平台包括平行弹身的x轴导轨组件、垂直弹身的z轴刀具组件以及绕x轴旋转的中控转台组件。
12.其中,所述x轴导轨组件包括两根光滑导轨限制自由度,一根丝杠连接步进电机实现刀具的沿x轴运动;z轴刀具组件包括机构支撑板固定电钻,用步进电机对电钻实现控制;中控转台组件由一侧的转台安装板固定分度盘,另一侧的尾舱定位座固定尾舱,实现弹身的旋转定位。
13.其中,所述x轴横向移动时,采用步进电机搭配精密滚珠丝杠作为驱动形式。
14.其中,所述y轴垂直旋转时,采用中空步进电机减速转台,搭配固定基座作为y轴。
15.其中,所述z轴垂直上下移动时,采用步进电机,搭配小直径精密滚珠丝杠,在z轴的丝杠传动螺母上固定安装刀具电机的基座,该基座由两根垂直且互相平行的光轴导轨进行限位。
16.其中,所述x轴驱动选用57型步进电机,y轴驱动选择自带60型步进电机的交叉滚子轴承转台,z轴驱动选用42型步进电机。
17.加工工艺装备还包括:钻机,通过运动控制器控制继电器的磁铁通断,进而控制触点接合和断开,控制钻机的启动和停止。
18.(三)有益效果
19.上述技术方案所提供的无人机机身数控加工工艺装备,完成了工艺装备的方案设计和图纸化工作,完成了首次设备装配调试和试加工,完成了控制和结构优化,解决了加工过程中发现的各种问题,最终顺利完成本次研究,装配调试完成两台精度达到产品加工要求的数字化装备,编制了装备的使用说明书,编制了加工工艺,培训了本项目研究团队所有成员,完成了既定目标。
附图说明
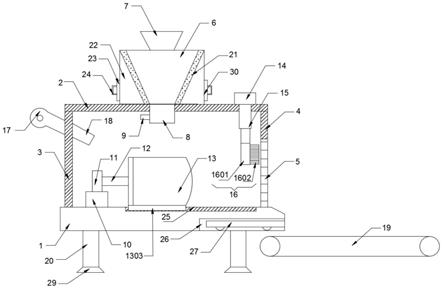
20.图1为转运车外形图。
21.图2为x轴驱动结构形式。
22.图3为y轴驱动结构形式。
23.图4为z轴支撑、垂直移动和钻机结构形式。
24.图5为电气设计原理图。
25.图6为弹身打孔检验报告.
具体实施方式
26.为使本发明的目的、内容和优点更加清楚,下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。
27.参照图1至图6所示,本实施例无人机机身数控加工工艺装备的设计方案如下。
28.1、机械结构方案
29.考虑到xf101产品复合材料组件主要是圆柱体形式,因此,三轴加工可满足要求。基本组成为横向移动的x轴,垂直于x轴方向,在竖直面内旋转的y轴以及垂直于x轴,在竖直面上下移动的z轴。z轴上安装刀具电机,形成三轴数控加工平台。三个轴的驱动均采用步进电机。
30.加工平台基座:
31.考虑到现有的控制舱产品转运车的尺寸、形状和结构强度基本满足本项目的要求,因此选择其作为加工平台的基座,根据设计方案加工出各类设备和机械结构的安装位置后使用。其形式和尺寸如图1所示。
32.横向移动x轴:
33.采用步进电机搭配精密滚珠丝杠作为驱动形式。采用直径20毫米的两根光轴直线导轨上下安装,作为横向移动机构的支撑和限位结构,上下导轨配套的的滚珠直线轴承上安装有z轴的部分支撑结构件,如图2所示。
34.垂直旋转y轴:
35.采用中空步进电机减速转台,搭配固定基座作为y轴,如图3所示。
36.垂直上下移动z轴:
37.z轴也采用步进电机,搭配小直径精密滚珠丝杠组成。在z轴的丝杠传动螺母上固定有安装刀具电机的基座。该基座由两根垂直且互相平行的光轴导轨进行限位。这些机械和电气结构组成z轴,如图4所示。
38.钻机:
39.考虑到复合材料组件没有大直径的打孔需要以及设备长时间工作的散热等可靠性问题,采用无刷电机,搭配小型精密钻夹头作为最后的切削机构。同时,由于工件上有两处较大的异形开口,需要类似雕刻的加工,因此,无刷电机选取可调速的高速高功率型。一般打孔时可调至中低速,开异形口时调至高度运行。
40.综上,本实施例加工工艺装备以现有的转运车为基座,将整套工艺装备安装在转运车上。整套设备分平行弹身的x轴导轨组件、垂直弹身的z轴刀具组件以及绕x轴旋转的中控转台组件。x轴导轨组件由两根光滑导轨限制自由度,一根丝杠连接步进电机实现刀具的沿x轴运动;z轴刀具组件由机构支撑板固定电钻,用步进电机对电钻实现控制;绕x轴旋转的中控转台组件由一侧的转台安装板固定分度盘,另一侧的尾舱定位座固定尾舱,实现弹身的旋转定位。
41.2、电气结构方案
42.步进电机选型:
43.x轴驱动选用57型步进电机,力矩20公斤厘米。经丝杠螺母传动副放大移动力矩后,满足x轴驱动的力矩要求。步进电机基本步距角加上驱动器细分后,可分为2000步,也就是2000个脉冲旋转一圈。搭配螺距为5毫米的精密滚珠丝杠,一个脉冲可驱动丝杠螺母副移动2.5微米,精度非常高。
44.y轴驱动选择自带60型步进电机的交叉滚子轴承转台。步进电机的驱动力矩达到25公斤厘米。交叉滚子轴承可实现转台的无间隙转动,也可大大提高转台的径向承载力。本项目中选择的转台,步进电机基本步距角加上驱动器细分后,可分为1000步,也就是1000个
脉冲旋转一圈。转台的减速比为1:18,也就是18000个脉冲旋转一圈。一个脉冲可驱动转台旋转0.02
°
,精度非常高,径向承载力达到了50公斤,完全满足本项目的要求。
45.z轴驱动选用42型步进电机,力矩10公斤厘米。步进电机基本步距角加上驱动器细分后,也分为1000步,也就是1000个脉冲旋转一圈。搭配螺距为2毫米的精密滚珠丝杠,一个脉冲可驱动丝杠螺母副移动2微米,定位精度非常高。
46.步进电机运动控制器:
47.根据加工平台的基本设计结构,选择三轴控制的运动控制器。同时考虑到中舱壳体需要进行异形开口的加工,控制器需要在驱动芯片中支持直线和圆弧插补功能。另外,控制器应能和计算机进行通讯,方便在计算机上编辑加工程序后下载以及在计算机上进行控制器的各类设置后下传。
48.按照这样的选型原则在市面上进行选型,经过较长时间的对比和试验,最终确定一款可满足本项目需要的三轴步进电机运动控制器。
49.钻机控制:
50.钻机由于选择了较大功率的类型,因此在控制中接入了一个触点电流为15a的大功率继电器作为中间设备使用。运动控制器控制继电器的磁铁通断,进而控制触点接合和断开,控制钻机的启动和停止。
51.电气设计原理如图5所示。
52.3、加工程序方案
53.根据主要技术指标的要求,加工程序的编辑要做到输入即所得。即要对无数控装置编程经验的人经过简单培训既能掌握。加工程序编辑过程中,经常输入的就是移动的距离,转动的角度这两类。针对这两类输入,项目团队和运动控制器生产商充分协作,以最简单有效的命令形式和输入形式将编程方式固化,最终形成输入即所得的加工程序编辑模式。例如,需要x轴以2000毫米每分钟的速度相对原点正向移动20mm,则可选取相对运动命令,在x轴一栏填入20,在速度一栏填入2000,即可完成这一运动控制的编辑。其他命令类似。如果x轴从坐标20正向再移动20mm,则可以选择相对运动命令,输入20和速度值,则x轴将再正向移动20mm。也可以选择绝对运命令,输入40和速度,则x轴将运动到坐标40处,也是从坐标20处再移动20mm。这样编辑的好处是无需换算,无需公式编辑,输入即所得。对于斜线加工,只需要输入起点和终点的坐标,输入一个速度,则控制器将根据坐标自动分配給某两个轴合适的速度,使最终加工出的是一根斜线。对于圆弧加工,则只需输入圆弧起点、终点坐标、圆弧半径和走刀速度,顺圆半径输入正值,逆圆半径输入负值即可。
54.为验证数控打孔装备的可靠性,选用2台无人机产品弹身打孔数据作对比。经有关人员检验,数控打孔装置精度基本满足需求,具有一定的可靠性,检验过程记录表如图6所示。
55.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。