1.本实用新型涉及自动化设备的技术领域,尤其涉及一种端面侧铣设备。
背景技术:
2.随着现代工业的发展,cnc作为机加工行业高精密自动化通用设备广泛普及使用于加工领域。cnc的加工精度高,具有稳定的加工质量,可进行多坐标的联动,能加工形状复杂的零件。当加工零件改变时,一般只需要更改数控程序,可节省生产准备时间;机床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3-5倍);机床自动化程度高,可以减轻劳动强度;对操作人员的素质要求较高,对维修人员的技术要求更高。几大知名品牌cnc设备市场价均在50万以上,因此综合采购、操作人员投入、维护等需要投入很高成本。
3.随着工业化的高度发展,现今市场上机加工成本已日趋透明化,而且技术型人力成本不断增长,行业内的竞争也日益激烈,降低人工成本竞相角逐。对于大尺寸产品加工,小型cnc机台无法满足单工序完成加工,需要多次装夹操作,分段加工,造成产能低下,无法满足生产要求,而如果换用大型cnc机台,投入成本高,成本回收慢,无法应对快速更新换代的产品市场,迫切需要开发针对型、低成本、高度自动化、操作简易化的设备,根据不同加工要求灵活应对生产,取代高成本、多人工投入通用型设备,有效利用现有高精密设备,做复杂、非其他设备能替代的加工,以达到高效资源配置,低成本投入,提高生产竞争力。
4.现有技术缺点如下:大尺寸显示器后壳边框的长度为1200mm-1900mm,由于产品组装四边拼接要求,需要端面特征拼接间隙达到0.1mm,对端面特征加工精度要求高。当产品主要特征在产品长方向端面时,对于立式cnc数控机床,需要将将产品竖放装夹,主轴正面铣削加工。产品竖放装夹对工装加工非常不稳定,加工过程中很容易震动摇晃,无法实现产品要求加工精度。对机床z轴行程要求大于2000mm,小型立式cnc数控机床无法满足加工要求,需要大型龙门cnc机床,设备投入成本太高,用于此类产品的加工,量产期内都无法收回成本,且属于大马拉小车,资源浪费。
5.可见,现有技术中至少存在以下缺陷:现有的螺丝组装流程效率低。
6.因此,有必要提供一种技术手段以解决上述缺陷。
技术实现要素:
7.本实用新型的目的在于克服现有技术之缺陷,提供一种端面侧铣设备,以解决现有技术中现有的螺丝组装流程效率低的问题。
8.本实用新型是这样实现的,一种端面侧铣设备,包括:
9.机架,用于安装各零件;
10.产品固定组件,用于固定产品;所述产品固定组件设置于所述机架上;
11.x轴移动组件,用于安装y轴移动组件;所述x轴移动组件设置于所述机架上;
12.y轴移动组件,用于安装z轴移动组件;所述y轴移动组件设置于所述x轴移动组件
上;
13.z轴移动组件,用于安装侧铣组件;所述z轴移动组件设置于所述y轴移动组件上;
14.侧铣组件,用于侧铣产品;所述侧铣组件设置于所述z轴移动组件上;
15.控制组件,用于控制各零件;所述控制组件设置于所述机架上,且分别与所述产品固定组件、所述x轴移动组件、所述y轴移动组件、所述z轴移动组件和所述侧铣组件连接;
16.电源,用于为各零件供电;所述电源设置于所述机架上,且分别与所述产品固定组件、所述x轴移动组件、所述y轴移动组件、所述z轴移动组件、所述侧铣组件和所述控制组件连接。
17.优选地,所述产品固定组件包括:安装座、移动座和推进气缸,其中,所述安装座和所述推进气缸设置于所述机架上,所述移动座与所述推进气缸连接,且与所述安装座相对设置。
18.优选地,所述产品固定组件还包括:支架,所述支架设置于所述机架上,所述安装座支撑于所述支架上。
19.优选地,所述x轴移动组件包括:x轴导轨、x轴运动板、x轴滚珠丝杆、x轴滑套和x轴伺服电机,其中,所述x轴导轨设置于所述机架上,所述x轴运动板滑动设置于所述x轴导轨上,所述x轴伺服电机设置于所述机架上,且与所述x轴滚珠丝杆连接,所述x轴滑套套设于所述x轴滚珠丝杆上,且与所述x轴运动板连接,所述y轴移动组件设置于所述x轴运动板上。
20.优选地,所述x轴运动板底部设置有x轴导槽,所述x轴导轨对应插入所述x轴导槽中。
21.优选地,所述y轴移动组件包括:y轴导轨、y轴运动板、y轴滚珠丝杆、y轴滑套和y轴伺服电机,其中,所述y轴导轨设置于所述x轴运动板上,所述y轴运动板滑动设置于所述y轴导轨上,所述y轴伺服电机设置于所述机架上,且与所述y轴滚珠丝杆连接,所述y轴滑套套设于所述y轴滚珠丝杆上,且与所述y轴运动板连接,所述z轴移动组件设置于所述y轴运动板上。
22.优选地,所述y轴运动板底部设置有y轴导槽,所述y轴导轨对应插入所述y轴导槽中。
23.优选地,所述z轴移动组件包括:z轴导轨、z轴运动板、z轴滚珠丝杆、z轴滑套和z轴伺服电机,其中,所述z轴导轨设置于所述y轴运动板上,所述z轴运动板滑动设置于所述z轴导轨上,所述z轴伺服电机设置于所述机架上,且与所述z轴滚珠丝杆连接,所述z轴滑套套设于所述z轴滚珠丝杆上,且与所述z轴运动板连接,所述侧铣组件设置于所述z轴运动板上。
24.优选地,所述z轴运动板底部设置有z轴导槽,所述z轴导轨对应插入所述z轴导槽中。
25.优选地,所述侧铣组件包括:铣刀和切削电机,所述切削电机设置于所述z轴移动组件的z轴运动板上,所述铣刀与所述切削电机连接。
26.本技术提供的一种端面侧铣设备具有如下有益效果:
27.(1)采用模组化设计,批量型制作成本低,精度稳定可靠,互换性强,便于灵活应对,可根据生产要求快速组合出满足要求的专用加工设备;
28.(2)可替代大型cnc 加工设备,通过改变主轴安装方式,将主轴由垂直xoy平面方
向安装改为平行xoy平面且yoz平面方向安装,既保证产品水平放置,夹具工装的稳定性,也满足了产品侧边铣削的工艺要求;
29.(3)节省设备成本,有效提升良率和效率,提升市场竞争力。
附图说明
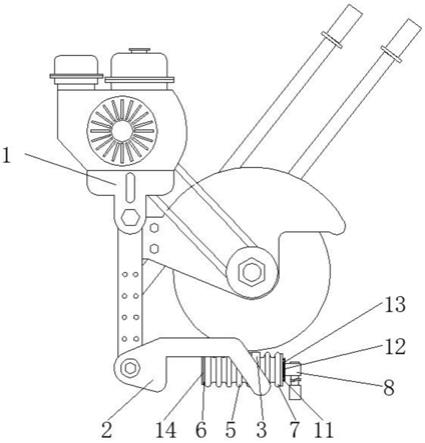
30.图1为本实用新型实施例的一种端面侧铣设备的示意图;
31.图2为本实用新型实施例的一种端面侧铣设备的示意图。
具体实施方式
32.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
33.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者可能同时存在居中元件。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
34.请参阅图1-2,在本技术实施例中,一种端面侧铣设备,包括:
35.机架100,用于安装各零件;
36.产品固定组件200,用于固定产品;所述产品固定组件200设置于所述机架100上;
37.x轴移动组件300,用于安装y轴移动组件400;所述x轴移动组件300设置于所述机架100上;
38.y轴移动组件400,用于安装z轴移动组件500;所述y轴移动组件400设置于所述x轴移动组件300上;
39.z轴移动组件500,用于安装侧铣组件600;所述z轴移动组件500设置于所述y轴移动组件400上;
40.侧铣组件600,用于侧铣产品;所述侧铣组件600设置于所述z轴移动组件500上;
41.控制组件,用于控制各零件;所述控制组件设置于所述机架100上,且分别与所述产品固定组件200、所述x轴移动组件300、所述y轴移动组件400、所述z轴移动组件500和所述侧铣组件600连接;
42.电源,用于为各零件供电;所述电源设置于所述机架100上,且分别与所述产品固定组件200、所述x轴移动组件300、所述y轴移动组件400、所述z轴移动组件500、所述侧铣组件600和所述控制组件连接。
43.当使用此端面侧铣设备时,预先通过产品固定组件200固定产品,然后通过控制组件控制x轴移动组件300、y轴移动组件400和z轴移动组件500,最终使侧铣组件600靠近产品,然后侧铣组件600对产品进行切削。
44.在本技术实施例中,所述产品固定组件200包括:安装座201、移动座202和推进气缸203,其中,所述安装座201和所述推进气缸203设置于所述机架100上,所述移动座202与所述推进气缸203连接,且与所述安装座201相对设置。
45.在本技术实施例中,推进气缸203控制移动座202靠近安装座201夹紧产品,或者远离安装座201而释放产品。
46.在本技术实施例中,所述产品固定组件200还包括:支架204,所述支架204设置于所述机架100上,所述安装座201支撑于所述支架204上。
47.在本技术实施例中,支架204用于支撑安装座201。
48.在本技术实施例中,所述x轴移动组件300包括:x轴导轨301、x轴运动板302、x轴滚珠丝杆303、x轴滑套和x轴伺服电机304,其中,所述x轴导轨301设置于所述机架100上,所述x轴运动板302滑动设置于所述x轴导轨301上,所述x轴伺服电机304设置于所述机架100上,且与所述x轴滚珠丝杆303连接,所述x轴滑套套设于所述x轴滚珠丝杆303上,且与所述x轴运动板302连接,所述y轴移动组件400设置于所述x轴运动板302上。
49.在本技术实施例中,x轴伺服电机304控制x轴滚珠丝杆303转动并驱动x轴滑套沿自身方向运动,并带动x轴运动板302在x轴导轨301上运动。
50.在本技术实施例中,所述x轴运动板302底部设置有x轴导槽,所述x轴导轨301对应插入所述x轴导槽中。
51.在本技术实施例中,x轴导槽与x轴导轨301形状相适配。
52.在本技术实施例中,所述y轴移动组件400包括:y轴导轨401、y轴运动板402、y轴滚珠丝杆403、y轴滑套和y轴伺服电机404,其中,所述y轴导轨401设置于所述x轴运动板302上,所述y轴运动板402滑动设置于所述y轴导轨401上,所述y轴伺服电机404设置于所述机架100上,且与所述y轴滚珠丝杆403连接,所述y轴滑套套设于所述y轴滚珠丝杆403上,且与所述y轴运动板402连接,所述z轴移动组件500设置于所述y轴运动板402上。
53.在本技术实施例中,y轴伺服电机404控制y轴滚珠丝杆403转动并驱动y轴滑套沿自身方向运动,并带动y轴运动板402在y轴导轨401上运动。
54.在本技术实施例中,所述y轴运动板402底部设置有y轴导槽,所述y轴导轨401对应插入所述y轴导槽中。
55.在本技术实施例中,y轴导槽与y轴导轨401形状相适配。
56.在本技术实施例中,所述z轴移动组件500包括:z轴导轨501、z轴运动板502、z轴滚珠丝杆503、z轴滑套和z轴伺服电机504,其中,所述z轴导轨501设置于所述y轴运动板402上,所述z轴运动板502滑动设置于所述z轴导轨501上,所述z轴伺服电机504设置于所述机架100上,且与所述z轴滚珠丝杆503连接,所述z轴滑套套设于所述z轴滚珠丝杆503上,且与所述z轴运动板502连接,所述侧铣组件600设置于所述z轴运动板502上。
57.在本技术实施例中,z轴伺服电机504控制z轴滚珠丝杆503转动并驱动z轴滑套沿自身方向运动,并带动z轴运动板502在z轴导轨501上运动。
58.在本技术实施例中,所述z轴运动板502底部设置有z轴导槽,所述z轴导轨501对应插入所述z轴导槽中。
59.在本技术实施例中,z轴导槽与z轴导轨501形状相适配。
60.在本技术实施例中,所述侧铣组件600包括:铣刀601和切削电机602,所述切削电机602设置于所述z轴移动组件500的z轴运动板502上,所述铣刀601与所述切削电机602连接。
61.在本技术实施例中,切削电机602带动铣刀601转动,并完成对产品的切削。
62.本技术提供的一种端面侧铣设备具有如下有益效果:
63.(1)采用模组化设计,批量型制作成本低,精度稳定可靠,互换性强,便于灵活应
对,可根据生产要求快速组合出满足要求的专用加工设备;
64.(2)可替代大型cnc 加工设备,通过改变主轴安装方式,将主轴由垂直xoy平面方向安装改为平行xoy平面且yoz平面方向安装,既保证产品水平放置,夹具工装的稳定性,也满足了产品侧边铣削的工艺要求;
65.(3)节省设备成本,有效提升良率和效率,提升市场竞争力。
66.以上所述仅为本实用新型较佳的实施例而已,其结构并不限于上述列举的形状,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。