1.本实用新型涉及单晶硅片生产技术领域,特别是一种单晶坩埚脱模用切割装置。
背景技术:
2.目前,单晶硅棒拉制完成后,石英坩埚报废,需要从碳碳坩埚内部取出。
3.在硅棒拉制过程的高温条件下,石英坩埚发生瘫软,在自身重量和内部硅熔体重量的压迫下软化形变后,贴合于碳碳坩埚内部,在后续冷却过程中,由于石英坩埚热膨胀系数很低,冷却收缩不明显,而碳碳坩埚热膨胀系数较高,冷却收缩明显,导致冷却后石英坩埚紧箍于碳碳坩埚内部,难以取出,特别是石英坩埚中下部区域,壁厚较大与碳碳坩埚紧密贴合,难以通过破坏取出。
4.常规的处理方法是人工敲击石英坩埚,使碳碳坩埚内部的石英坩埚发生碎裂,通过不断去除碎裂石英坩埚片最终实现石英坩埚从碳碳坩埚中分离的目的,但是,整个操作过程效率较低劳动强度大,敲击震动强烈,大大加速碳碳坩埚老化破损,因而亟需自动化设备解决此问题。
5.值得注意的是敲击脱模操作,除了直接的物理撞击导致碳碳坩埚损伤外,另一个导致碳碳坩埚老化的原因是在敲击过程,氧会通过撞击变形形成的微缝隙进入碳碳坩埚纤维,导致碳碳坩埚氧化风蚀损坏。
技术实现要素:
6.本实用新型所要解决的技术问题是针对现有技术的不足,提供一种自动、连续式的的单晶坩埚脱模用切割装置。
7.本实用新型所要解决的技术问题是通过以下的技术方案来实现的。本实用新型是一种单晶坩埚脱模用切割装置,该装置包括机体,在机体上安装有电弧或电火花发生装置、切割装置以及用于控制切割装置进行横向、竖向或斜竖运动对单晶坩埚中的石英坩埚进行切割的电控系统;
8.电弧或电火花发生装置用于在切割装置的锯片和石英坩埚外层的碳碳坩埚之间产生的电弧或电火花,电控系统将电弧或电火花发生装置产生的电弧或电火花作为控制信号对切割装置的锯片和碳碳坩埚之间的间距进行控制,在石英坩埚上切割出剩余厚度可控的沟槽而避免切割到碳碳坩埚。
9.本实用新型所要解决的技术问题还可以通过以下的技术方案来进一步实现,对于以上所述的单晶坩埚脱模用切割装置,在机体上还安装有用于对单晶坩埚进行夹紧或翻转的机械手臂和用于对切割产生的粉尘进行处理的除尘装置。
10.本实用新型所要解决的技术问题还可以通过以下的技术方案来进一步实现,对于以上所述的单晶坩埚脱模用切割装置,将切割装置的锯片、碳碳坩埚作为电弧或电火花发生装置的放电电极。
11.本实用新型所要解决的技术问题还可以通过以下的技术方案来进一步实现,对于
以上所述的单晶坩埚脱模用切割装置,切割装置中驱动锯片的电机通过绝缘材质的皮带将动力传递给切割装置的锯片,以避免锯片和驱动锯片的电机之间发生通路。
12.本实用新型所要解决的技术问题还可以通过以下的技术方案来进一步实现,对于以上所述的单晶坩埚脱模用切割装置,电控系统通过电弧或电火花的放电电压对切割开槽剩下石英坩埚的壁厚进行控制。
13.与现有技术相比,本实用新型的有益效果:
14.1、本技术使用旋转的金刚石锯片对石英坩埚进行切割开槽,切割开槽后石英坩埚剩余壁厚小于0.8mm,石英坩埚可顺利从碳碳坩埚内部脱模去除;
15.2、使用程序化电控系统控制金刚石锯片的运动轨迹,切割过程锯片可采用间断式切割方式作业,有利于锯片降温,也可以尽可能保障剩余坩埚壁厚;
16.3. 使用电弧或电火花信号作为判断金刚石锯片与外层碳碳坩埚最小间距的信号源,可以控制锯片切割剩余厚度,不会切割到碳碳坩埚;
17.4、本技术采用程序化自动切割,避免人工敲击,可降低人工劳动强度,也可避免人工敲击对碳碳坩埚造成的不可控损伤。
附图说明
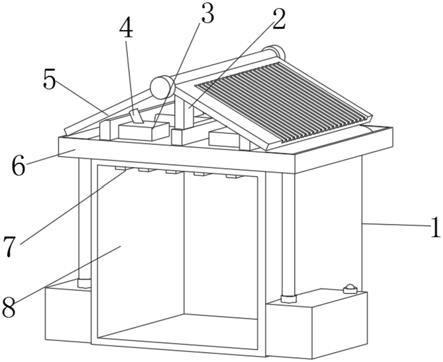
18.图1为本实用新型的一种结构示意图。
具体实施方式
19.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
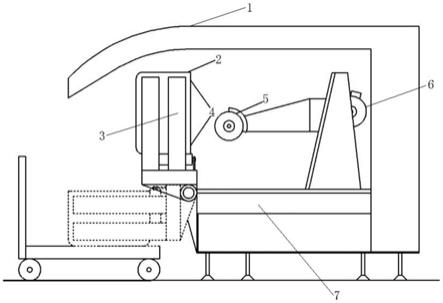
20.实施例1,参照图1,一种单晶坩埚脱模用切割装置,该装置包括机体7,在机体7上安装有电弧或电火花发生装置、切割装置以及用于控制切割装置进行横向、竖向或斜竖运动对单晶坩埚中的石英坩埚4进行切割的电控系统;切割装置包括锯片5和用于驱动锯片5进行转动的电机6,便于对石英坩埚4进行转动;在机体7上还安装有用于驱动切割装置进行移动的动力装置,如电机、气缸等,方便电控系统通过对动力装置进行控制,进而实现对切割装置进行控制,以更好的对单晶坩埚中的石英坩埚4进行切割操作;
21.电弧或电火花发生装置用于在切割装置的锯片5和石英坩埚4外层的碳碳坩埚2之间产生的电弧或电火花,电控系统将电弧或电火花发生装置产生的电弧或电火花作为控制信号对切割装置的锯片5和碳碳坩埚2之间的间距进行控制,在石英坩埚4上切割出剩余厚度可控的沟槽而避免切割到碳碳坩埚2;电弧或者电火花发生装置上安装有电压检测装置,与电控系统连接,便于电控系统通过电压检测装置对电火花发生装置产生的电弧或电火花进行检测,从而可以根据电弧或电火花对切割厚度进行控制;电弧或者电火花发生装置可采用现有技术技术中的电弧或者电火花发生电路;电控系统包括电控柜,在电控柜内安装有控制器和与控制器配合的元器件,如接触器、继电器等,控制器采用plc控制器;
22.优选的,将切割装置的锯片5、碳碳坩埚2作为电弧或电火花发生装置的放电电极,
便于在锯片5和碳碳坩埚2之间的间距达到预设值时,能够快速产生电弧或者电火花,从而更好的触发电控系统驱动锯片5进行退到操作。
23.在机体7上还安装有用于对单晶坩埚进行夹紧或翻转的机械手臂3和用于对切割产生的粉尘进行处理的除尘装置。机械手臂3用于对待切割的单晶坩埚进行夹紧、翻转操作,优选的,机械手臂3采用现有技术中的坩埚夹持手臂,再具体的为对刀坩埚夹臂;除尘装置用于对切割产生的粉尘进行收集、处理,避免对环境造成污染,在机体7的顶部还可安装防尘罩1,与除尘装置配合,更好的起到防尘、除尘的效果;
24.切割装置中驱动锯片5的电机6通过绝缘材质的皮带将动力传递给切割装置的锯片5,既便于电机6驱动锯片5进行转动,以实现对石英坩埚4进行切割处理,又能够尽可能的避免锯片5和驱动锯片5的电机之间发生通路,保证安全。
25.电控系统通过电弧或电火花的放电电压对切割开槽剩下石英坩埚4的壁厚进行控制,实际应用时,电控系统对电弧或电火花的放电电压进行实时检测,便于通过放电电压实时了解切割开槽剩下石英坩埚4的壁厚,便于及时利用电弧或电火花信号驱动锯片5退刀,避免切割到碳碳坩埚2。
26.实施例2,一种实施例1所述的单晶坩埚脱模用切割装置的使用方法:
27.使用时,先将盛放在推车上的单晶坩埚(内层为需要脱模去除的石英坩埚4,外层为碳碳坩埚2)移动对刀坩埚夹臂中间,然后启动该装置,对刀坩埚夹臂将坩埚夹紧,然后翻转90
°
,接下来切割装置的锯片5对坩埚内层的石英坩埚4进行切割,锯片5上下左右运动,运动过程,在锯片5与碳碳坩埚2内部之间的间距小于0.5-1mm时,锯片5与碳碳坩埚2之间会产生电弧或电火花,电控系统接收到电弧或电火花信号驱动锯片5退刀,完成切割。
28.本技术是针对单晶硅棒拉制生产过程中石英坩埚4难以从碳碳坩埚2中取出的问题而设计的切割装置,能够在石英坩埚4上切出一条或多条沟槽,从而达到石英坩埚4可从碳碳坩埚2内部顺利脱模的效果;值得注意的是,要想将石英坩埚4尽可能顺利地从碳碳坩埚2内部脱模,就要求在石英坩埚4上切割出尽可能深的沟槽,而为了不损伤石英坩埚4外层的碳碳坩埚2,必须精确地控制石英坩埚4的切割剩余厚度,而本技术采用电弧或电火花信号控制锯片5和碳碳坩埚2之间的最小距离,达到在石英坩埚4上切割出剩余厚度可控的沟槽而不会切割到碳碳坩埚2的效果。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。