1.本发明涉及污泥处理领域,特别是一种污泥减量系统和旁流式原位污泥减量污水处理系统及工艺。
背景技术:
2.活性污泥法是污水处理厂处理污水最常用的方式之一,随着我国污水处理厂逐年增加,污泥的产量也逐年增加,从2007年的568.84万吨增加至2019年的1303.24万吨,增加了1.29倍。污泥处理处置一直是制约污水处理厂效率的主要因素之一,此外,污泥的处理处置费用较高,因此,解决污泥问题迫在眉睫。现有污泥处理方式均存在一定的缺点,例如固化法往往需要投加很多化学药剂,容易造成二次污染,而处置方式带来的危害更大,比如污泥填埋需要占用大量土地,并且长时间之后存在渗漏的风险,焚烧方式又容易产生各种有毒有害气体。a20工艺作为我国现有污水处理厂运用最为广泛的工艺之一,存在很多的优势,包括:操作简单,并且具有良好的脱氮除磷效果等,但是改工艺也会产生大量的剩余污泥,增加运营费用。本发明从这源头减量出发,结合污泥处理处置以及a20工艺的缺点,应用解偶联以及溶胞减量的原理,在对出水不影响的情况下,尽量降低运营费用的同时,减少了污泥的产生,做到了污泥的减量化。
3.污泥处理方式包括减量化和稳定化,处置方式包括无害化和资源化。其中减量化包括总量减少和体积减小两个方面,总量减少包括原位污泥减量计算以及异位污泥减量技术等,体积减小包括污泥脱水技术、污泥浓缩技术等。稳定化包括厌氧发酵、好氧消化、石灰稳定、干化等。无害化包括卫生填埋、土地利用、焚烧等。资源化包括建材利用等。
4.原位污泥减量技术是指:在污水处理过程中对污泥总量减少的工艺,主要分为溶胞
ꢀ‑
隐形生长、解偶联代谢、内源代谢、微生物捕食等四种污泥减量技术。
5.溶胞-隐形生长技术是指:微生物细胞衰亡后,胞内物质(含碳有机物及营养物质) 通过溶胞释放到系统中,一部分被活细胞增长的再利用,另一部分作为呼吸代谢产物被释放从而实现污泥减量的过程。
6.解偶联代谢技术是指:不影响污水中污染物去除效果的基础下,通过解偶联作用将用于细胞合成的能量降低,减少污泥产量。
7.公开号为cn 108439719a的专利中公开了一种污水处理工艺,通过沉砂池、厌氧池、缺氧池、好氧池和二沉池对污水进行处理,同时采用污泥浓缩、厌氧系统使得剩余污泥量的减少,通过污泥浓缩使得、剩余污泥量的减少,通过厌氧工艺把cod污染物转换为有用的沼气。但是该专利中仅通过污泥浓缩对污泥进行处理,污泥的减量化有限。且目前处理的污水c/n比较低,污水处理过程中还需额外添加碳源,增加成本。
8.公开号为cn105366899b的专利中公开了一种臭氧厌氧铁还原联用污泥减量的芬顿氧化工艺。其工艺过程为:将芬顿氧化产生的部分含铁污泥首先通过臭氧氧化处理,将含铁污泥中难降解有机物初步分解为小分子易降解有机物,然后再进入厌氧铁还原反应器;
在厌氧铁还原反应器中进一步改善污泥中有机成分的可降解性,同时在厌氧铁还原菌的作用下完成芬顿含铁污泥中fe
3
转变为fe
2
的过程;最后将含fe
2
反应后的固液产物全部回用至芬顿氧化工艺前端,以部分替代芬顿氧化工艺中投加的fe
2
,同时实现系统污泥减量。该专利中仅通过臭氧-厌氧实现污泥的减量排放,污泥的减量效果有待提升。由于该专利仅针对含铁量较大的工业废水,对于常规条件下的生活废水不能提供很大fe
3
的情况下,处理效果不能达到预期,同时需要投加额外的芬顿试剂。
技术实现要素:
9.本发明所要解决的技术问题是,针对现有技术不足,提供了一种污泥减量系统,通过溶胞-隐形生长技术和解偶联代谢技术相结合,提升污泥的减量效果。
10.本发明还提供了一种旁流式原位污泥减量污水处理系统及工艺,使污泥减量,并进一步补充污水处理系统中的碳源,提高污水处理工艺的效率,降低污水处理成本。
11.为解决上述技术问题,本发明所采用的技术方案是:一种污泥减量系统,包括臭氧处理池,所述臭氧处理池开设有进料口,所述臭氧处理池的出料口与厌氧处理池的污泥进口连通,所述厌氧处理池开设有污泥孔,所述臭氧处理池包括污泥仓、使所述污泥仓处于密封状态的密封盖,所述污泥仓中安装有第一搅拌组件,所述污泥仓与臭氧发生器连通。
12.本技术的臭氧处理池整个反应室采用密闭设计,密闭设计将保证给污泥细胞一个压强,使更容易破裂,胞外聚合物更容易崩解,经臭氧处理,污泥胞外聚合物发生崩解,细胞发生破壁现象,另一方面,臭氧预处理一方面可以减少污泥有机物含量,大分子有机物质在臭氧的高效氧化作用下分解成小分子物质,甚至进一步氧化成为二氧化碳和水,此外,臭氧处理可以对污泥中的有害病毒进行灭菌,提高污泥稳定化效率。
13.污泥在厌氧的条件下作用,胞外聚合物更加松散,同时将臭氧处理之后的污泥中的大分子进一步分解成为小分子物质,可以在接下来的厌氧池中作为碳源被微生物利用。
14.进一步地,所述第一搅拌组件包括竖直安装于所述污泥仓内部的转轴,带动所述转轴转动的驱动装置,所述转轴上安装有搅拌桨,所述转轴和所述搅拌桨均为中空结构,所述搅拌桨上开设有气孔,所述转轴底部与所述臭氧发生器连通。臭氧发生器产生的臭氧通过转轴底部进入转轴内部,并依次输送至各个搅拌桨,并从气孔中排出。第一搅拌组件使污泥充分被搅拌,并与气孔中排出的臭氧充分发生反应。
15.进一步地,所述厌氧处理池包括仓体、设于所述仓体内部的第二搅拌组件、与所述仓体相对的两面上分别开设有氮气孔和单向排气孔,所述氮气孔与氮气发生器连通。氮气孔与氮气源连接,氮气将臭氧处理池中产生的二氧化碳以及带出的臭氧等气体从单向排气孔中吹出,使厌氧处理池中保持绝对的厌氧状态。
16.进一步地,所述第二搅拌组件包括横杆和安装于所述横杆上的转轮组件,所述第二搅拌组件安装于所述氮气孔和所述单向排气孔之间,且所述氮气孔和所述单向排气孔的连线与所述横杆垂直。通过从氮气孔中吹出的氮气吹动第二搅拌组件转动,加快厌氧反应,第二搅拌组件不需要动力源,可以节约能源。
17.进一步地,所述转轮组件包括平行设置的转轮,以及两端分别与相邻所述转轮连接的氮气冲击挡条。氮气孔中吹出的氮气冲击挡条,使转轮绕横杆旋转。
18.本发明还公开了一种旁流式原位污泥减量污水处理系统,包括依次连通的沉砂
池、初沉池、厌氧池、缺氧池、好氧池和二沉池,所述二沉池的出料口与所述的污泥减量系统中所述臭氧处理池的进料口连通,所述厌氧处理池的所述污泥孔与所述厌氧池连通。污泥进入臭氧处理池,经臭氧处理之后的污泥进入厌氧处理池,经厌氧处理的污泥在接下来的厌氧池中作为碳源被微生物利用。对于碳氮比低的污水,无需额外再添加碳源。
19.进一步地,所述的旁流式原位污泥减量污水处理系统还包括污泥浓缩池,所述污泥浓缩池的进料口分别与所述初沉池的出料口、所述二沉池的出料口连通。多余的污泥经过污泥浓缩池压缩之后进入污泥脱水间处理。
20.进一步地,所述的旁流式原位污泥减量污水处理系统还包括依次连通的高效沉淀池、反硝化滤池和紫外消毒池,所述二沉池的出水口与所述高效沉淀池的进水口连通。
21.本发明还公开了一种基于旁流式原位污泥减量污水处理系统的处理工艺,包括以下步骤:
22.s1、污水进入a2o工艺处理,污泥从所述二沉池排出,部分污泥进入所述臭氧处理池中;
23.s2、部分污泥在所述臭氧处理池中进行溶胞-隐形生长反应和解偶联代谢反应,通入臭氧的总量与所述臭氧处理池中污泥总处理量之间的关系为200~300mgo3/gvss污泥,臭氧输入压力为10psi,流量为150g/min;
24.s3、s2中反应后的产物进入所述厌氧处理池反应,氮气输入压力100psi/6.89bar,流量为80l/min;
25.s4、s3中反应后的产物进入所述厌氧池。
26.进一步地,s2中间歇通入臭氧,间隔的周期为1-2分钟,间歇通臭氧,在可以达到适合的臭氧浓度要求前提下,相比连续通臭氧可以节约成本。
27.与现有技术相比,本发明所具有的有益效果为:本发明是在原有a2o工艺的基础上,旁流污泥减量工艺,利用解偶联的原理,从源头降低污泥的产生量,同时,臭氧处理池的加入,可以减低tss(污泥混合物悬浮固体浓度)的产量,亦可以使胞外聚合物发生崩解,细胞破壁,因为该过程没有添加任何化学药剂,且处理过程中产生的臭氧会在下一步厌氧反应中被氮气吹走,不会对后续反应造成不利的影响。污泥在后续的厌氧过程中,通过氮气的“赶气”作用,将体系中产生的二氧化碳等分离体系,做到真正意义上的厌氧,而完全厌氧状态对污泥大分子有机物质的分解效率远远高于缺氧。经过厌氧处理之后的污泥,可以作为碳源回流至厌氧池,提高污水处理工艺的效率,大大的降低污水处理厂的运营费用。
附图说明
28.图1为本发明一实施例中污泥减量系统的结构示意图。
29.图2为本发明一实施例中污泥减量系统的臭氧处理池的结构示意图。
30.图3为图2的俯视图。
31.图4为本发明一实施例中污泥减量系统的厌氧处理池的结构示意图。
32.图5为图4的左视图。
33.图6为图4的俯视图。
34.图7为本发明一实施例中旁流式原位污泥减量污水处理系统的结构示意图。
35.图8为某污水处理厂实际2019年进水水质图。
36.图9为污泥经臭氧处理后的有机成分的含量。
具体实施方式
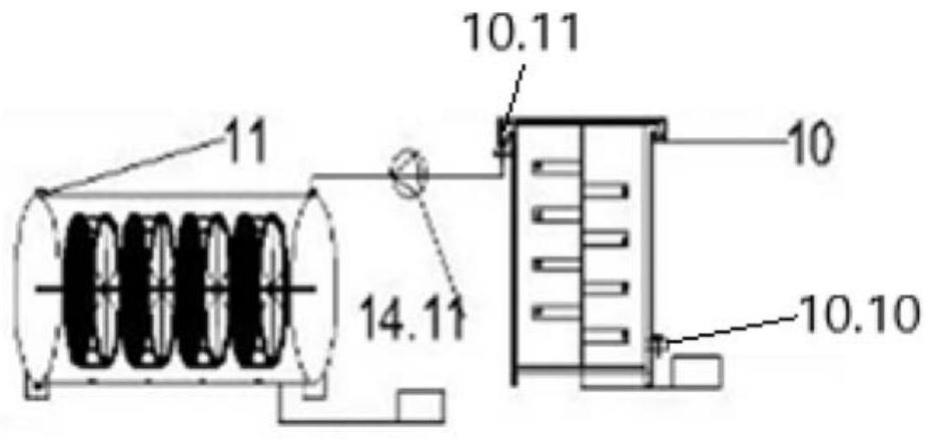
37.如图7所示,本发明中沉砂池1、初沉池2、厌氧池3、缺氧池4、好氧池5、二沉池6、高效沉淀池7、反硝化滤池8、紫外消毒池9、污泥浓缩池12、污泥脱水间13为a2o工艺常见处理池,它们之间通过管道连接,在泵的作用下,将污水或者污泥从一个反应池运往另一个反应池。除此之外的臭氧处理池10、厌氧处理池11为新增减量工艺。
38.如图1-图3所示,臭氧处理池10为密闭圆柱结构,由8个部件构成,分别是密封盖10.1、转轴、搅拌桨10.3、气孔10.4、进泥阀门10.5、臭氧管与转轴连接处10.6、污泥仓10.7、出泥阀门10.8、臭氧发生器10.9;污泥由泵从二沉池6经管道进入污泥仓10.7,由进泥阀门10.5控制流量,臭氧发生器10.9产生臭氧,经管道流入臭氧管与转轴连接处10.6,臭氧进入转轴,再从气孔10.4流出,带动搅拌桨10.3转动,这样就可以对污泥进行均匀地搅拌以及臭氧处理。
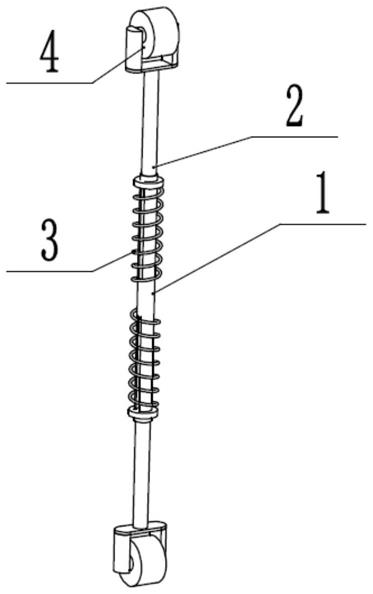
39.如图4-图6所示,厌氧处理池11密闭圆柱结构,由9个部件构成,分别是:污泥进口11.8、横杆11.1、转轮11.2,转轮与横杆之间的轴承11.4,挡条11.3,支撑条11.5、氮气经过氮气发生器11.10、氮气孔11.6,排气孔11.7排除,污泥孔11.9,臭氧处理池 10作用的污泥经泵14.11作用进入厌氧处理池11,污泥经过污泥进口11.8进入污泥处理仓,污泥仓内有横杆11.1固定在仓内,横杆上有四个均匀排列的转轮11.2,转轮与横杆之间有轴承11.4,转轮上均匀分布挡条11.3,同时转轮11.2侧边有支撑条11.5。氮气经过氮气发生器11.10产生之后经过管道运至氮气孔11.6,氮气孔上的氮气冲击挡条11.3,使转轮11.2绕横杆11.1旋转,污泥中的多余气体通过排气孔11.7排除,气孔上有盖,防止外部气体进入。经厌氧处理之后的污泥经污泥孔11.9流出,在泵14.12的作用下进入厌氧池3。
40.本发明提供了一种旁流式原位污泥减量污水处理工艺,该工艺实在原有a2o工艺的基础上进行改进,包括沉砂池1、初沉池2、厌氧池3、缺氧池4、好氧池5、二沉池6、高效沉淀池7、反硝化滤池8、紫外消毒池9、臭氧处理池10、厌氧处理池11、污泥浓缩池 12、污泥脱水间13;
41.城市污水经格栅将大颗粒无机物收集处理之后进入沉砂池1处理、经泵14.1作用之后污水进入初沉池2,初沉池将其中的初沉污泥与污水分离,初沉污泥经泵14.16进入污泥浓缩池12,污水经泵14.2作用进入厌氧池3,经厌氧处理之后的污泥经泵14.3的作用进入缺氧池4,经缺氧池4处理之后的污水经泵14.4进入好氧池5,经好氧处理之后的污水经泵14.5进入沉淀池6,在沉淀池6的作用下,污水和二沉污泥分离,污水经泵14.6作用进入高效沉淀池池7,之后污水经泵14.7进入反硝化滤池8,经反硝化滤池作用之后的污水经泵14.8进入紫外消毒池9,经消毒之后的污水,达标之后就可以外排;沉淀池6分离出来的二沉污泥一部分经过泵14.14作用直接进入厌氧池3,另一部分污泥经过泵14.10作用进入臭氧处理池10,经臭氧处理之后的污泥在泵14.11的作用下进入厌氧处理池11,经厌氧处理的污泥在泵14.12的作用下进入厌氧池3。二沉池不经回流的剩余污泥经泵14.15的作用和初沉池产生的污泥一起进入污泥浓缩池12,之后在泵 14.18的作用下进入污泥脱水间13,污泥经脱水处理之后就可以外运。
42.臭氧处理池10:污泥经泵14.10作用流入臭氧处理池10,底部有臭氧发生器10.9,
产生的臭氧由管道流进反应器,之后臭氧经过搅拌桨10.3上的气孔10.4高速流出,气孔10.4在桨一端,臭气产生之后推动搅拌桨10.3转动,对污泥进行均质作用。臭氧处理池出口端连接厌氧处理池11,由管道连接,由泵14.11提供动力,为控制流量设置阀。
43.经臭氧处理池10作用的污泥经泵14.11作用进入厌氧处理池11,污泥经过污泥进口11.8进入污泥处理仓,污泥仓内有横杆11.1固定在仓内,横杆上有四个均匀排列的转轮11.2,转轮与横杆之间有轴承11.4,转轮上均匀分布挡条11.3,同时转轮11.2侧边有支撑条11.5。氮气经过氮气发生器11.10产生之后经过管道运至氮气孔11.6,氮气孔上的氮气冲击挡条11.3,使转轮11.2绕横杆11.1旋转,污泥中的多余气体通过排气孔 11.7排除,气孔上有盖,防止外部气体进入。经厌氧处理之后的污泥经污泥孔11.9流出,在泵14.12的作用下进入厌氧池3。污泥在厌氧的条件下作用,胞外聚合物更加松散,同时将臭氧处理之后的污泥中的大分子进一步分解成为小分子物质,可以在接下来的厌氧池3中作为碳源被微生物利用。
44.具体实施例
45.污水经格栅处理,将较大的悬浮物包括木屑、果皮等截留之后,将污泥送至沉砂池 1,沉砂池去除比重较大的无机颗粒之后由泵14.1作用,将污水送至初沉池2,初沉池将处理一部分悬浮物质,经初沉池处理的污水在泵14.2的作用下进入a2o工艺,厌氧池3溶解氧控制在0,它的主功能是释放磷,同时对部分有机物进行氨化,经泵14.3作用后污水进入缺氧池,它的溶解氧控制在0.5mg/l之下,它的首要功能是脱氮,硝态氮是通过内循环由好氧反应器送来的,循环的混合液量较大,一般为200%,混合液从缺氧池4经泵14.4作用进入好氧池5,好氧池的溶解氧大于等于2mg/l,它的作用是去除bod,对污水进行硝化作用以及吸收磷等,之后的污水经泵14.5的作用下进入二沉池6进行固液分离,污水再进入下一反应器高效沉淀池池7,之后污水经泵14.7进入反硝化滤池8,经反硝化滤池作用之后的污水经泵14.8进入紫外消毒池9,经消毒之后的污水,达标之后就可以外排。二沉池6分离的污泥分为三个部分,一部分直接从二沉池6回流至厌氧池 3,第二部分作为剩余污泥进入污泥浓缩池12,最后一部分连接臭氧处理池10,由管道连接,根据臭氧处理池的处理量,由泵14.10提供动力从污泥二沉池向臭氧处理池输送污泥,为控制流量设置阀10.5,当臭氧处理池污泥达到饱和时关闭阀10.5。在臭氧处理池10中污泥体积达到饱和时,开启臭氧发生器,臭氧通过臭氧进气孔流入罐体,采用间歇式方式通入臭氧,开启臭氧发生器一分钟,然后关闭臭氧发生器,每批次污泥处理 12h,通入流量为根据进样污泥mlvss调整,根据200~300mgo3/gvss污泥计算。
46.污泥回流比为100%,其中50%由泵14.14直接回流至厌氧池3,另外50%则先经过泵14.10流入臭氧处理池10。
47.一般来说,理论上污水处理碳氮比为100:5,但是实际上污水处理往往达不到这个值,如图8所示,根据某污水处理厂实际2019年实际进水水质可以看出,其cod:tp 的值大约在7:1,远远低于100:5,其污水处理厂设计规模2万t/d,实际运行规模1.6万t/d,需要投加乙酸钠碳源100kg~200kg/d。
48.当一批污泥处理完成之后,从出口流出,臭氧处理池出口端连接厌氧处理池11,由管道连接,由泵14.11提供动力,为控制流量设置阀10.8。经臭氧破胞处理的污泥在泵 14.12的作用下进入厌氧处理池11,氮气发生器11.10一直开启,通过氮气孔11.6对着转轮
11.2上的挡条11.3鼓气,带动其转动,它的作用,一方面是保证污泥的厌氧状态,另一部份是使污泥均匀厌氧。
49.取某污水处理厂回流段污泥进行摇瓶试验,根据时间结果可以得出,臭氧对污泥破胞有很好的作用,即使反应很短的时间也可以达到良好的效果,如图9所示,在反应达到120分钟的时候,上清液中toc的含量相比没有经过臭氧处理增加了约12倍。其他主要有机成分,包括蛋白质、腐殖酸、多糖和dna的含量也显著增加。
50.以某设计规模2万t/d,实际运行规模1.6万t/d的污水处理厂为例,该污水处理厂每天产生含水率80%的15t,绝干重为3t,含水率80%污泥处理费用大概410元/t,包括运费以及最终处置费用(该污水处理厂采用的最终处置方式是水泥窑协同焚烧),总计每天处理费用6150元。采用本技术,大概可以降低20%的污泥产量,绝干污泥产量为2.4t/d,也就是含水率80%的污泥12t,费用为4920元,每天处理费用下降20%,该费用还不包括pam药剂减少量、污泥脱水机能耗等。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。