1.本发明涉及锥形罩零件的加工,具体涉及一种旋压加工锥形罩用芯模的快速修理方法。
背景技术:
2.锥形罩是破甲子弹药的重要部件,其是一个空心回转圆锥体零件,其加工质量的壁厚差的精度直接影响产品的作战性能即破甲威力,其精度要求较高。锥形罩零件内表面的表面质量取决于芯模的工作表面,芯模前端锥柄与锥度要求公差只有0.01mm,同轴度要求只有0.01mm,并具有足够的强度。
3.目前,国内企业冲压加工锥形罩的壁厚差为0.06mm,旋压锥形罩壁厚差为0.02mm,旋压工装芯模的精度对锥形罩的尺寸加工起到重要作用,工艺要求芯模的莫氏锥度与车床设备主轴内孔的配合径跳精度0.005mm。因此,合理地修理和调整芯模是一个非常关键的技术。
4.现有芯模的修理方法是将芯模装在万能外圆磨床,用四爪找正,修芯模的莫氏锥度与车床主轴内孔的莫氏锥度保证径跳精度0.005mm,然后通过砂轮进行修磨。将芯模直接安装在主轴上精度却为0.03~0.06mm,而且旋压几千件零件后,在小头沿轴线方向发现有分布均匀的裂纹,对旋压后零件的壁厚差和角度都有着较大的影响。该修理方法芯模的莫氏锥度需要反复修试、装配、调试百分表找正。
技术实现要素:
5.针对现有更换、修理芯模的方法所存在的缺陷,本发明所要解决的技术问题是提供一种旋压加工锥形罩用芯模的快速修理方法,该方法能够快速修理芯模,消除芯模本身机械制造误差和安装误差给零件质量造成的影响,提高锥形罩的加工精度。
6.为解决上述技术问题,本发明所采取的技术方案是:一种旋压加工锥形罩用芯模的快速修理方法,是将万能外圆磨床上的工具模模头直接装在卡盘多刀车床的横刀架上,将芯模安装在卡盘多刀车床的主轴上,并使芯模轴与卡盘多刀车床的主轴同轴,工具模模头在卡盘多刀车床的plc控制器控制下对芯模进行旋压加工,将芯模的的锥角修正为58
°
15
′±5″
。
7.所述工具模模头包括电机,电机输出轴上的主动轮通过皮带与皮带轮连接,皮带轮的转轴上设砂轮,转动的砂轮在卡盘多刀车床上的plc控制器控制下对芯模进行旋压加工。
8.所述芯模采用w18cr4v高速工具钢制造,硬度为60~64hrc,表面粗造度为ra 1.6μm。
9.本发明采用上述技术方案所设计的一种旋压加工锥形罩用芯模的快速修理方法,通过对现有修理芯模的方法加以改进,将现有万能外圆磨床上的工具模模头直接装在卡盘多刀车床的横刀架上,将芯模安装在卡盘多刀车床的主轴上,工具模模头在卡盘多刀车床
的plc控制器控制下对芯模进行旋压加工,芯模装入卡盘多刀车床的主轴孔后用工装磨胎膜锥角一次修成,保证了胎膜与主轴内孔的径跳精度0.005mm,满足关键工序质量控制卡中主要参数即最低工艺精度≤0.02mm的要求。本发明能够快速修理芯模,消除芯模本身机械制造误差和安装误差给零件质量造成的影响,确保了锥形罩的加工精度。
附图说明
10.图1表示本发明锥形罩的结构示意图;
11.图2表示本发明芯模的结构示意图;
12.图3表示本发明尾顶的结构示意图;
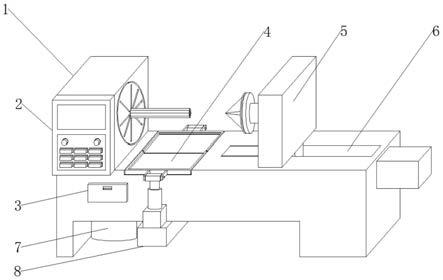
13.图4表示本发明加工装置局部结构示意图。
具体实施方式
14.下面结合附图对本发明一种旋压加工锥形罩用芯模的快速修理方法作具体说明。
15.本发明一种旋压加工锥形罩用芯模的快速修理方法,参见图1至图4,是将万能外圆磨床上的工具模模头直接装在卡盘多刀车床的横刀架上,工具模模头包括设置在卡盘多刀车床上的电机5,电机5输出轴上的主动轮6通过皮带4与设置在卡盘多刀车床上的皮带轮3连接,皮带轮3的转轴上设砂轮2。将芯模1安装在卡盘多刀车床的主轴上,并使芯模轴与卡盘多刀车床的主轴同轴。转动的砂轮2在卡盘多刀车床上的plc控制器控制下对芯模1进行旋压加工,将芯模的的锥角修正为58
°
15
′±5″
。本发明芯模1采用w18cr4v高速工具钢制造,硬度为60~64hrc,表面粗造度为ra 1.6μm。
16.本发明对芯模的加工修理,可使芯模的尺寸制造精度保证在0.005mm,锥度精确到2
″
。考虑到锥形罩的回弹和沿轴向因零件直径增大而使工艺装置的退让量也随之增大的现象,按锥形罩要求的内角60
°±
15
′
,将芯模的的锥角修正为58
°
15
′±5″
。
17.锥形罩在旋压过程中受很多因素的影响,其中芯模是旋压过程中一个不可缺少的重要变形工具,因为它在工作时芯模的外表面与锥形罩的内表面直接接触,受尾顶力和旋压力的作用,旋压时金属沿芯模的外表面流动,对坯料逐点压下,近似点接触,因此接触面积小,单位压力大,芯模与旋轮之间的间隙和芯模进给量的大小对旋压过程影响很大,与零件的尺寸精度、表面粗造度、旋压力有着密切的关系。
18.锥形罩旋压成形是仿形在车床上加工,使用设备是卡盘多刀车床cp7620-1,即在卡盘多刀车床上配用旋压芯模、旋压尾顶及旋轮件来完成。旋压时,尾顶将金属坯料压紧于车床的芯模端面上,旋轮在液压的作用下一起旋转,工作时旋轮与芯模保持一定的间隙,以一定的压力推动旋轮沿着模板进给使坯料沿轴向逐点一次变形,成为芯模外形相应的零件。旋压是逐点一次旋压成形的,变形率小,工序短,不需中间退火,旋压兼有旋转补偿能力,可有效地克服低转速对侵彻带来的不利影响,从而提高低速旋转破甲弹的侵彻深度,加工出的药型罩具有精度高、壁厚均匀、机械性能均一性好、工艺简化等优点。
19.本发明经试制试用,用本发明快速修理的芯模在加工锥形罩时,锥形罩的壁厚壁厚差圆周方向不大于0.03(z102)。
技术特征:
1.一种旋压加工锥形罩用芯模的快速修理方法,其特征是将万能外圆磨床上的工具模模头直接装在卡盘多刀车床的横刀架上,将芯模安装在卡盘多刀车床的主轴上,并使芯模轴与卡盘多刀车床的主轴同轴,工具模模头在卡盘多刀车床的plc控制器控制下对芯模进行旋压加工,将芯模的的锥角修正为58
°
15
′±5″
。2.根据权利要求1所述的一种旋压加工锥形罩用芯模的快速修理方法,其特征是所述工具模模头包括电机,电机输出轴上的主动轮通过皮带与皮带轮连接,皮带轮的转轴上设砂轮,转动的砂轮在卡盘多刀车床上的plc控制器控制下对芯模进行旋压加工。3.根据权利要求1所述的一种旋压加工锥形罩用芯模的快速修理方法,其特征是所述芯模采用w18cr4v高速工具钢制造,硬度为60~64hrc,表面粗造度为ra 1.6μm。
技术总结
本发明公开了一种旋压加工锥形罩用芯模的快速修理方法,是将万能外圆磨床上的工具模模头直接装在卡盘多刀车床的横刀架上,将芯模安装在卡盘多刀车床的主轴上,并使芯模轴与卡盘多刀车床的主轴同轴,工具模模头在卡盘多刀车床的PLC控制器控制下对芯模进行旋压加工。本发明芯模装入卡盘多刀车床的主轴孔后用工装磨胎膜锥角一次快速修成,消除芯模本身机械制造误差和安装误差给零件质量造成的影响,确保了锥形罩的加工精度。保了锥形罩的加工精度。保了锥形罩的加工精度。
技术研发人员:盛鹏 尹海军 杨松 褚桂芳 张保峰 崔家峰 李玉国 庆朝军
受保护的技术使用者:南阳北方红宇机电制造有限公司
技术研发日:2021.12.06
技术公布日:2022/4/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。