1.本发明涉及粉末冶金技术领域,具体涉及一种带有环状槽的齿轮制备模具。
背景技术:
2.目前,大多数的齿轮大都是采用浇筑成型工艺,而浇筑成型工艺对于规则的齿轮来说具有省时、简单、节约的优点,但是对于不规则的齿轮来说,浇筑成型工艺却不实用,这是因为不规则齿轮在浇筑以后很难实现脱模,而强制脱模易造成不规则部位的损坏。因此,对于不规则的齿轮来说,现在流行的粉末冶金成型技术就比较具有优势。
3.粉末冶金成型是粉末冶金生产中的基本工序之一,目的是将松散的(金属,陶瓷,或其他材料)粉末在模具中通过压力制成具有预定几何形状、尺寸、密实度和强度的半成品,然后通过脱模得到半成品毛坯。该半成品至少还需要经过后序的烧结工序才会变为成品,但是在进行烧结工序时,齿轮的靠近环状槽的锯齿部分容易发生翘起或向内倾斜等现象,尤其对于带有环状槽的不规则齿轮,如钓鱼竿的绕线轮等,锯齿部分发生偏移的现象尤为明显,对于翘起现象还好处理,通过敲击锻打或挤压等操作也可以使其规整,但是对于倾斜等问题却很难得到解决,这就要求在带有环状槽的不规则齿轮的制备过程中要避免出现该类缺陷。因此,需要对齿轮的制备模具结构进行进一步的改进。
技术实现要素:
4.本发明要解决的技术问题是克服现有技术的不足,提供一种带有环状槽的齿轮制备模具,可以有效解决带有环状槽的齿轮制备过程中靠近环状槽的锯齿部分出现的向内倾斜问题,并且方法简单,操作方便,成本较低。
5.为解决上述技术问题,本发明提出的技术方案为:一种带有环状槽的齿轮制备模具,包括模具一和模具二,所述模具一和模具二之间设有环状槽模具,在模具一和模具二之间还活动设有垫圈,所述垫圈设置在环状槽模具位置处的外部,并紧贴环状槽模具设置。
6.本发明提出进一步的技术方案为:所述模具一上设有锯齿部分的模槽,所述模具二上设有非锯齿部分的模槽或锯齿部分的模槽,所述环状槽模具为连接锯齿部分与非锯齿部分的空心管,所述垫圈套设在空心管的内部,垫圈的外径与空心管的内径相同。
7.进一步,所述环状槽模具与非锯齿部分的模槽之间采用可拆卸的方式连接。
8.进一步,所述环状槽模具采用两部分半圆形管拼接而成,两者的拼接方式采用凸起与凹槽的扣合方式连接。
9.进一步,所述垫圈为多块首尾连接形成环状结构的陶瓷片组成。
10.进一步,所述垫圈采用粉末冶金成型工艺制备而成。
11.进一步,所述垫圈在齿轮的烧结过程完成后才从齿轮坯体上去除掉。
12.进一步,所述模具一、模具二和环状槽模具均采用非金属材质制备而成。
13.进一步,所述模具一和模具二只在齿轮的坯体制备时使用,坯体制备完成后,在坯体烧结之前需要先从坯体上去除掉,坯体才可以进行烧结。
14.与现有技术相比,本发明的优点在于:本发明通过在环状槽模具的位置处设置了垫圈,通过垫圈的支撑作用可以使齿轮在制备过程中,有锯齿的一面不容易向环状槽方向倾斜,可保证锯齿在靠近环状槽一侧面的平整性较好,制备完成后,该垫圈也不需要去除,跟随齿轮坯体一起进行烧结过程,烧结完成后,才把垫圈去除,可以有效解决带有环状槽的齿轮的制备过程中靠近环状槽的锯齿部分出现的向内倾斜问题,并且方法简单,操作方便,成本较低。
附图说明
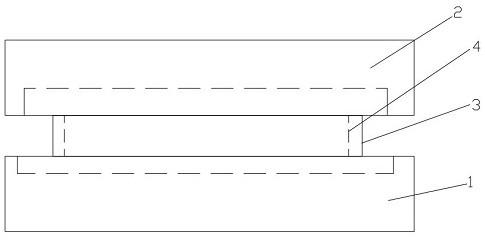
15.图1是本发明实施例1的结构示意图;图2是本发明实施例1中齿轮的结构意图;图3是本发明实施例1中垫圈的结构示意图;图4是本发明实施例1中垫圈与环状槽模具配合的结构示意图。
16.图例说明:1、模具一;2、模具二;3、环状槽模具;4、垫圈;5、齿轮。
具体实施方式
17.为了便于理解本发明,下文将结合说明书附图和较佳的实施例对本发明作更全面、细致地描述,但本发明的保护范围并不限于以下具体的实施例。
18.参见图1-4所示,一种带有环状槽的齿轮制备模具,包括模具一1和模具二2,模具一1和模具二2之间设有环状槽模具3,在模具一1和模具二2之间还活动设有垫圈4,垫圈4设置在环状槽模具3位置处的外部,并紧贴环状槽模具3设置,垫圈4的作用主要是对齿轮5的制备过程中产生支撑作用,具体是对齿轮5的有锯齿部分产生支撑作用。
19.本实施例中,模具一1上设有锯齿部分的模槽,模具二2上设有非锯齿部分的模槽,环状槽模具3为连接锯齿部分与非锯齿部分的空心管,垫圈4套设在空心管的内部,垫圈4的外径与空心管的内径相同,这样在齿轮进行脱模后,环状槽模具3去除后,不需要将垫圈4去除,而且此时垫圈4还与齿轮的环状槽保持亲密的接触,可以有效地对齿轮5的锯齿部分产生有力的支撑作用,垫圈4可以跟随齿轮5的坯体一起进行烧结过程,烧结完成后,才把垫圈4去除,可以有效解决带有环状槽的齿轮5的制备过程中靠近环状槽的锯齿部分出现的向内倾斜问题,并且方法简单,操作方便,成本较低。若是空心管的管壁比较薄的情况下,垫圈4还可以套设在空心管的外部,由于空心管的管壁比较薄,当将空心管去除后,垫圈4与齿轮5的环状槽之间的缝隙也比较小,该缝隙并不会影响垫圈的支撑作用,可以忽略不计。
20.本实施例中,环状槽模具3与非锯齿部分的模槽之间采用可拆卸的方式连接,如粘结、扣合等方式,便于模具的制备及模具的拆除过程。环状槽模3具采用两部分半圆形管拼接而成,方便后期的拆除过程快速、省力进行,也便于垫圈4的放置过程顺利进行,两者的拼接方式采用凸起与凹槽的扣合方式连接,连接的可靠性较高,且连接方便。
21.本实施例中,垫圈4为多块首尾连接形成环状结构的陶瓷片组成,垫圈4至少由两块陶瓷片组成,也可以是三片、四片或更多,陶瓷片的数量与齿轮的半径有关,齿轮的半径越大,陶瓷片的数量可以设置多片,利于垫圈4最后的脱模。垫圈4采用粉末冶金成型工艺制备而成,垫圈一般是先经过烧结成型,然后再进行使用。垫圈4在齿轮5的烧结过程完成后才
从齿轮5的坯体上去除掉,可以在齿轮5的烧结过程中也起到对环状槽一侧或两侧的锯齿部分产生有力的支撑作用。
22.本实施例中,模具一1、模具二2和环状槽模具3均采用非金属材质制备而成,在进行脱模的过程中,如果不容易脱模的情况下,方便可以选择将上述模具破坏掉来进行脱模。模具一1和模具二2只在齿轮5的坯体制备时使用,坯体制备完成后,在坯体烧结之前需要先从坯体上去除掉,坯体才可以进行烧结。
技术特征:
1.一种带有环状槽的齿轮制备模具,包括模具一和模具二,所述模具一和模具二之间设有环状槽模具,其特征在于,在模具一和模具二之间还活动设有垫圈,所述垫圈设置在环状槽模具位置处的外部,并紧贴环状槽模具设置。2.根据权利要求1所述的带有环状槽的齿轮制备模具,其特征在于,所述模具一上设有锯齿部分的模槽,所述模具二上设有非锯齿部分的模槽或锯齿部分的模槽,所述环状槽模具为连接锯齿部分与非锯齿部分的空心管,所述垫圈套设在空心管的内部,垫圈的外径与空心管的内径相同。3.根据权利要求2所述的带有环状槽的齿轮制备模具,其特征在于,所述环状槽模具与非锯齿部分的模槽之间采用可拆卸的方式连接。4.根据权利要求3所述的带有环状槽的齿轮制备模具,其特征在于,所述环状槽模具采用两部分半圆形管拼接而成,两者的拼接方式采用凸起与凹槽的扣合方式连接。5.根据权利要求1-4中任一项所述的带有环状槽的齿轮制备模具,其特征在于,所述垫圈为多块首尾连接形成环状结构的陶瓷片组成。6.根据权利要求5所述的带有环状槽的齿轮制备模具,其特征在于,所述垫圈采用粉末冶金成型工艺制备而成。7.根据权利要求1-4中任一项所述的带有环状槽的齿轮制备模具,其特征在于,所述垫圈在齿轮的烧结过程完成后才从齿轮坯体上去除掉。8.根据权利要求1-4中任一项所述的带有环状槽的齿轮制备模具,其特征在于,所述模具一、模具二和环状槽模具均采用非金属材质制备而成。9.根据权利要求1-4中任一项所述的带有环状槽的齿轮制备模具,其特征在于,所述模具一和模具二只在齿轮的坯体制备时使用,坯体制备完成后,在坯体烧结之前需要先从坯体上去除掉,坯体才可以进行烧结。
技术总结
本发明公开了一种带有环状槽的齿轮制备模具,包括模具一和模具二,所述模具一和模具二之间设有环状槽模具,在模具一和模具二之间还活动设有垫圈,所述垫圈设置在环状槽模具位置处的外部,并紧贴环状槽模具设置。本发明可以有效解决带有环状槽的齿轮制备过程中靠近环状槽的锯齿部分出现的向内倾斜问题,并且方法简单,操作方便,成本较低。成本较低。成本较低。
技术研发人员:杨澜 曾仙逸 曾念 彭晓燕 曾舟山 曹勇辉 曾岱山 曹雄辉 陈晨
受保护的技术使用者:蓝山县金山川粉末冶金有限公司
技术研发日:2021.11.19
技术公布日:2022/4/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。