1.本实用新型涉及门套线加工设备技术领域,特别涉及一种门套线合页孔及锁孔加工设备的加工平台。
背景技术:
2.门套在建筑材料中的解释为:是指门里外两个门框,也直接称作门框,其主要的作用是固定门扇和保护墙角、装饰等。常用在装修装潢过程中,用来保护门免受刮伤、腐蚀、破损、脏污等。
3.在门套线的生产加工中,需要加工出用于安装合页的孔或者加工出用于安装门锁的锁孔,目前已有的对门套线孔的加工方法,大部分用手工来对木门进行加工,或者采用半自动设备来加工,均需要人工对门套线进行定位夹紧后再通过切割机或半自动设备上的主轴进行加工,无法达到门套线物料的自动送料装夹,造成了加工效率低,人工劳动强度大的问题。
技术实现要素:
4.针对上述问题,本实用新型要解决的技术问题提供一种门套线合页孔及锁孔加工设备的加工平台,以解决现有技术中对门套线的送料装夹需要人工参与,加工效率低,人工劳动强度大的问题。
5.为了解决上述问题,本实用新型的技术方案为:
6.一种门套线合页孔及锁孔加工设备的加工平台,包括:工作平台,所述工作平台上设有沿所述工作平台长度方向设置的物料输送机构和侧压紧机构;挡料定位装置,对称设置在所述物料输送机构的前后两端;顶出机构,与所述侧压紧机构朝向相对的设置在所述工作平台上端的侧边沿。
7.进一步地,所述物料输送机构包括安装架、传动机构和提升连接装置,所述提升连接装置沿所述工作平台长度方向间隔且对称连接在所述工作平台上,所述安装架通过所述提升连接装置与所述工作平台相连,所述安装架上设有沿其长度方向纵向间隔设置的运送辊轴,所述传动机构通过传动皮带与所述运送辊轴相连。
8.进一步地,所述提升连接装置包括提升气缸连接板和设置在所述提升气缸连接板上的提升气缸,所述提升气缸连接板上端与所述工作平台相连,所述提升气缸的输出端与所述安装架底部相连。
9.进一步地,所述传动机构包括传动电机和轴承安装座,所述传动电机通过连接板设置在所述安装架下方一端,所述轴承安装座间隔排列设置在安装架下方一侧,所述轴承安装座上连接有传动杆,所述传动杆一端与所述传动电机通过皮带传动连接,所述传动杆通过皮带与所述运送辊轴传动连接
10.进一步地,所述挡料定位装置包括连接固定板,滑动固定板和挡料板,所述连接固定板上端与所述工作平台上端相连,所述连接固定板的下端向所述工作平台的下方延伸,
所述连接固定板的下端设有第一挡料气缸,所述滑动固定板滑动连接在所述连接固定板的前侧,所述滑动固定板上设有第二挡料气缸,所述滑动固定板的下端与所述第一挡料气缸的输出端相连,所述挡料板与所述滑动固定板上端滑动连接,所述挡料板的后端与所述第二挡料气缸的输出端相连。
11.进一步地,所述顶出机构沿所述工作平台的长度方向纵向间隔设置在所述工作平台上端的侧边沿,所述顶出机构包括顶出气缸、调节块和抵块,所述抵块水平设置在所述工作平台上,所述调节块垂直设置在所述工作平台上并位于所述抵块后侧,所述顶出气缸位于所述调节块之间,所述顶出气缸的输出端高于所述抵块的上端面。
12.进一步地,所述侧压紧机构包括沿所述工作平台长度方向纵向间隔设置的无杆气缸,所述无杆气缸的滑动座上设有侧压滑轮。
13.进一步地,所述工作平台底部设有机架,所述机架上位于所述顶出机构一侧设有用于连接加工机构直线导轨。
14.采用上述技术方案,通过物料运输机构对门套线可进行自动送料,挡料定位装置可对门套线进行自动定位,侧压紧机构可对定位后的门套线从侧边向顶出机构压紧实现自动装夹,方便加工机构主轴对门套线进行加工,加工完成后通过顶出机构将门套线送回物料运输机构进行运输落料,使得实现对门套线的自动化进料、定位、装夹和出料,降低人工劳动强度,提高加工效率。
附图说明
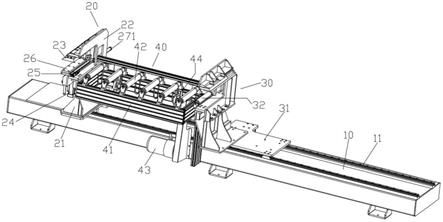
15.图1为本实用新型的结构示意图;
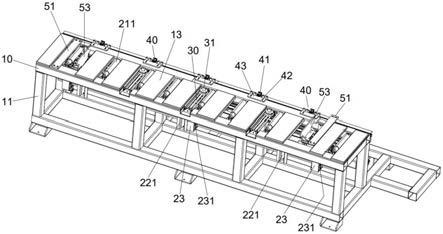
16.图2为本实用新型另一视角的结构示意图;
17.图3为本实用新型中安装架的结构示意图;
18.图4为本实用新型中挡料定位装置的结构示意图;
19.图中,10-工作平台;11-机架;12-直线导轨;13-面板;20-物料输送机构;21-安装架;211-运送辊轴;22-传动电机;221-轴承安装座;222-传动杆;23-提升气缸连接板;231-提升气缸;30-无杆气缸;31-侧压滑轮;40-顶出机构;41-顶出气缸;42-调节块;43-抵块;50-挡料定位装置;51-连接固定板;52-滑动固定板;53-挡料板;54-第一挡料气缸;55-第二挡料气缸。
具体实施方式
20.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
21.如图1至图4结合所示,一种门套线合页孔及锁孔加工设备的加工平台,包括工作平台10、挡料定位装置50和顶出机构40。工作平台10上设有沿工作平台10长度方向设置的物料输送机构20和侧压紧机构。其中,物料输送机构20用于对门套线的自动送料,侧压紧机构用于对门套线进行从侧边的自动装夹压紧。另外,工作平台10上还间隔排列设置设有面板13,用于保证在侧压紧机构在对门套线从侧边压紧时的一个水平平整性。
22.挡料定位装置50对称设置在物料输送机构20的前后两端,用于配合侧压紧机构将门套线向顶出机构40方向装夹压紧,顶出机构40与侧压紧机构朝向相对的设置在工作平台10上端的侧边沿,用于对被加工完的门套线进行顶出至物料输送机构20,让门套线通过物料输送机构20自动出料。
23.在本实施例中,物料输送机构20包括安装架21、传动机构和提升连接装置,提升连接装置沿工作平台10长度方向间隔且对称连接在工作平台10上,安装架21通过提升连接装置与工作平台10相连,安装架21上设有沿其长度方向纵向间隔设置的运送辊轴211,通过提升连接装置以带动安装架21在工作平台10上进行上下升降移动,对门套线进行运输的起停,传动机构通过传动皮带与运送辊轴211相连。
24.具体的,提升连接装置包括提升气缸231连接板23和设置在提升气缸231连接板23上的提升气缸231,提升气缸231连接板23上端与工作平台10相连,提升气缸231的输出端与安装架21底部相连。
25.具体的,传动机构包括传动电机22和轴承安装座221,传动电机22通过连接板设置在安装架21下方一端,轴承安装座221间隔排列设置在安装架21下方一侧,轴承安装座221上连接有传动杆222,传动杆222一端与传动电机22通过皮带传动连接,传动杆222通过皮带与运送辊轴211传动连接,以同步带动运输辊轴进行转动对门套线进行移动送料。
26.在本实施例中,挡料定位装置50包括连接固定板51,滑动固定板52和挡料板53,连接固定板51上端与工作平台10上端相连,连接固定板51的下端向工作平台10的下方延伸,连接固定板51的下端设有第一挡料气缸54,滑动固定板52滑动连接在连接固定板51的前侧,滑动固定板52上设有第二挡料气缸55,滑动固定板52的下端与第一挡料气缸54的输出端相连,挡料板53与滑动固定板52上端滑动连接,挡料板53的后端与第二挡料气缸55的输出端相连。通过第一挡料气缸54带动滑动固定板52和挡料板53在工作平台10上上下升降移动,对门套线移动到预定位置后进行阻挡,通过第二挡料气缸55带动挡料板53对门套线的两端进行压紧定位,以方便侧压紧机构将门套线推向顶出机构40进行压紧。
27.在本实施例中,顶出机构40沿工作平台10的长度方向纵向间隔设置在工作平台10上端的侧边沿,顶出机构40包括顶出气缸41、调节块42和抵块43,抵块43水平设置在工作平台10上,调节块42垂直设置在工作平台10上并位于抵块43后侧,顶出气缸41位于调节块42之间,顶出气缸41的输出端高于抵块43的上端面。该顶出气缸41用于将被加工好的门套线物料顶出至物料输送机构20进行运输。另外,抵块43上设有调节孔,通过螺栓可以与抵块43相连,从而对抵块43进行移动调节。
28.在本实施例中,侧压紧机构包括沿工作平台10长度方向纵向间隔设置的无杆气缸30,无杆气缸30的滑动座上设有侧压滑轮31。当门套线被挡料定位装置50挡住前进后,提升连接装置带动安装架21下降,安装架21上的运送辊轴211低于侧压紧机构的上端面,使得门套线物料停留在工作平台10上,此时,无杆气杆动作,带动侧压滑轮31抵住门套线物料向顶出机构40靠近并将门套线物料从两侧夹紧定位。
29.在本实施例中,工作平台10底部设有机架11,机架11上位于顶出机构40一侧设有用于连接加工机构直线导轨12。
30.采用上述技术方案,通过物料运输机构对门套线可进行自动送料,挡料定位装置可对门套线进行自动定位,侧压紧机构可对定位后的门套线从侧边向顶出机构压紧实现自
动装夹,方便加工机构主轴对门套线进行加工,加工完成后通过顶出机构将门套线送回物料运输机构进行运输落料,使得实现对门套线的自动化进料、定位、装夹和出料,降低人工劳动强度,提高加工效率。
31.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。