1.本实用新型涉及锂电池制造设备技术领域,尤其涉及一种用来辅助柔性料带入料的入料装置。
背景技术:
2.有些柔性料带在作为原材料从上一工位入料到下一工位时需要确保其能够平稳入料。
3.例如,目前锂电池生产过程中,需要通过卷绕机将正极片料带、负极片料带和隔膜料带卷绕形成电芯,在料带入料到卷针前,由于柔性料带较薄,容易卷曲,导致柔性料带不能正常入料到卷针,进而影响生产效率。
4.现有技术中柔性料带入料到达卷针之前无组件控制,易发生弯折,导致料带不能够正常入料到卷针。
技术实现要素:
5.本实用新型的目的在于提供一种卷绕前控制料带走向的入料装置。
6.为实现上述目的,本实用新型的入料装置,包括吹气固定件、设置在吹气固定件的多个吹气孔及至少一进气通道,所述至少一进气通道设置于吹气固定件内,多个所述吹气孔沿着进气通道排列并与进气通道相连通,所述吹气固定件朝向料带的一面为第一表面,多个所述吹气孔形成在第一表面,所述进气通道与进气装置相连接通过所述吹气孔向料带吹气,所述吹气固定件的下方设置有底座,所述底座的靠近吹气孔的一端设置有引导辊。
7.在本实用新型的一实施例中,所述吹气固定件不同于第一表面的任一面为第二表面,所述至少一进气通道在第二表面形成至少一进气口。
8.在本实用新型的一实施例中,所述吹气固定件与底座通过腰形孔相连接。
9.在本实用新型的一实施例中,所述吹气固定件的下表面靠近吹气孔的一端设置有避位槽,以容纳引导辊的上弧面。
10.在本实用新型的一实施例中,所述第一表面沿柔性料带入料方向延伸,且与引导辊的外表面相切。
11.在本实用新型的一实施例中,所述进气通道包括第一进气通道,所述第一进气通道的每个吹气孔均包括第一吹气孔和/或第二吹气孔,所述第二吹气孔均朝向柔性料带入料方向。
12.在本实用新型的一实施例中,所述进气通道还包括第二进气通道,所述第二进气通道的每个吹气孔均包括第三吹气孔和/或第四吹气孔,所述第四吹气孔均朝向柔性料带入料方向。
13.在本实用新型的一实施例中,所述第一表面与下表面形成一朝向柔性料带入料方向的第三表面,所述第二吹气孔形成在第三表面。
14.在本实用新型的一实施例中,所述吹气固定件上方设有至少一固定座、设置在固
定座内的离子风棒,所述固定座内设有第一通孔,与第一通孔相连通的多个第二通孔,所述离子风棒设置在第一通孔内。
15.在本实用新型的一实施例中,所述固定座与吹气固定件通过螺丝相连接,所述离子风棒直接或者间接向着柔性料带吹气。
16.综上所述,本实用新型的柔性带材入料装置通过吹气固定件控制料带走向,并将料带导入下一工位,避免料带发生弯折等现象,料带导入更加流畅。
附图说明
17.图1为本实用新型第一实施例的结构示意图;
18.图2为图1所示实施例的剖视图;
19.图3为本实用新型第二实施例的结构示意图;
20.图4为图3所示实施例的剖视图;
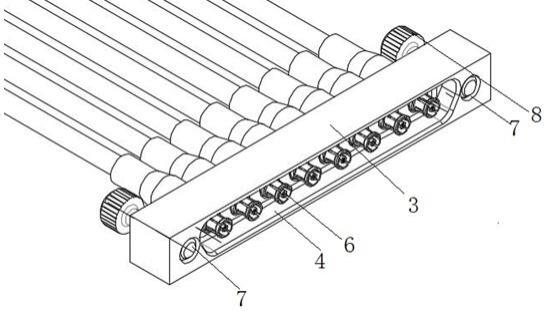
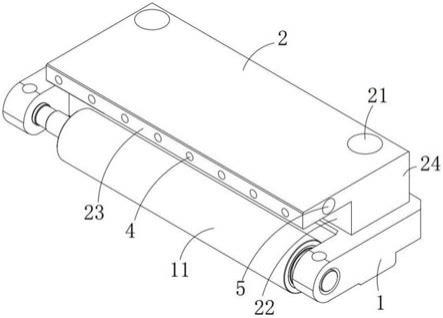
21.图5是本实用新型第三实施例的结构示意图;
22.图6是图5所示实施例的剖视图。
23.图中,1、底座;11、引导辊;12、螺纹孔;
24.2、吹气固定件;21、腰形孔;22、避位槽;23、第一表面;24、第二表面;25、第三表面;26、弧形凹槽;
25.3、进气通道;31、第一进气通道;32、第二进气通道;
26.4、吹气孔;41、第一吹气孔;42、第二吹气孔;43、第三吹气孔;44、第四吹气孔;
27.5、进气口;51、第一进气口;52、第二进气口;
28.6、固定座;61、第一通孔;62、离子风棒;63、第二通孔。
具体实施方式
29.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
30.本实用新型的柔性带材入料装置是对柔性料带进行控制,辅助料带从上一工位平整的入料至下一工位。由于料带是柔性带材,容易卷曲,在入料时,不容易入料至下一工位。在以下实施例中,柔性带材入料装置用于将柔性料带从送料组件平稳地送料至切刀组件,防止料带朝向柔性带材入料装置卷曲不能正常入料。在其他实施例中,柔性带材入料装置也可以配合其他工位工作。
31.图1、2是本实用新型第一实施例的结构示意图。在本实施例中,柔性带材入料装置包括一大致呈长方体形状的底座1,底座1一端转动连接有引导辊11,与引导辊11相对的一端加工有上下贯通的螺纹孔12。引导辊11可以转动从而引导料带的自由端完成入料。底座1上方设有吹气固定件2,吹气固定件2沿引导辊11轴向方向的长度大于引导辊11的长度,能够完全覆盖料带的宽度并控制不同宽度的料带入料。吹气固定件2加工有腰形孔21,腰形孔21与底座1上的螺纹孔12对齐,并通过螺丝连接,从而实现二者固定,并方便调整吹气固定件2与料带之间的距离。
32.吹气固定件2靠近料带一侧的下方加工有避位槽22,用于容纳引导辊11的上弧面,引导辊11在入料转动时不会受到吹气固定件2的影响,并且底座1与吹气固定件2装配更加
紧凑,缩短了入料装置的高度,进而缩短了料带前端自由悬垂的长度,减少料带发生卷曲褶皱的距离。
33.吹气固定件2靠近料带的一面为第一表面23,本实施例的第一表面23与水平面相垂直,在其他实施例中也可以与水平面成其他角度。在吹气固定件2内设置有一进气通道3和多个吹气孔4,多个吹气孔4均与进气通道3相连通。进气通道3与引导辊11的轴向方向相平行。多个吹气孔4沿着进气通道3分布,在第一表面23形成一排吹气孔4,这些吹气孔4与引导辊11的轴向方向相平行,均匀的吹动料带,防止料带轴向方向两侧受力不均而翻转褶皱。进气通道3在吹气固定件2的第二表面24形成进气口5,本实施例的第二表面24为吹气固定件2的侧表面,也可以为其他表面,根据各部件的位置关系合理设置进气口5的位置。进气口5外接吹气装置(图未示),吹气装置通过进气通道3、多个吹气孔4向料带吹气。
34.本实施例中,入料装置工作过程为:
35.料带在切刀切断后,进入引导辊11前,送料组件将料带的端部送料至吹气固定件2,料带的端部容易朝着吹气固定件2卷曲,影响料带入料。吹气装置通过进气口5向进气通道3、吹气孔4吹气,吹气孔4均匀分布在第一表面23,吹动料带,防止料带卷曲,使料带平稳入料。
36.如图3、图4所示,是本实用新型的第二实施例,该实施例在第一实施例的基础上进行了改良。
37.在该实施例中,吹气固定件2的第一表面23沿料带的入料方向延伸,并且第一表面23沿着料带入料方向的延伸面与引导辊11前端相切,对料带的入料起着导向的作用。
38.避位槽22将第一表面23的底部形成一第三表面25,第三表面25朝向柔性料带的入料方向。
39.吹气固定件2内的进气通道3设置为一个:第一进气通道31。第一进气通道31在第二表面24形成第一进气口51。每个吹气孔4均设置为两个,分别在第一表面23和第三表面25形成一排第一吹气孔41和一排第二吹气孔42。第一吹气孔41均匀排列,可以均匀的吹起料带,防止料带向着吹气固定件2卷曲;第二吹气孔42均匀排列,防止料带的端部因卷曲而误插入避位槽22内,辅助料带入料,入料效果更好。
40.当料带的自由端已经卷曲到吹气固定件2上方时,吹气固定件2不能控制料带。本实施例在吹气固定件2上方通过螺丝固定连接有一固定座6,固定座6设置有第一通孔61,第一通孔61内设置有离子风棒62,固定座6靠近料带一侧的表面设置有多个第二通孔63,第一通孔61与每个第二通孔63相连通,离子风棒62通过一固定座6固定在吹气固定件2的上方,延长吹气固定件2在入料方向的吹气长度。离子风棒62的吹气孔朝向料带,露在外部的离子风棒62的吹气孔直接向料带吹气,位于第一通孔61内的离子风棒62的吹气孔通过第二通孔63向料带吹气,既可以防止吹气固定件2上方的料带卷曲又可以消除静电。
41.在其他实施例中,为了使离子风棒62吹气时更稳定,离子风棒也可以通过多个固定座6固定在吹气固定件2上。
42.相对于第一实施例,本实施例的优点在于:第一表面23沿料带入料方向延伸,并且延长面与引导辊11相切,可以对料带的入料进行精确导向,沿着第一表面23入料到引导辊11;每个吹气孔4均分为两条,第一吹气孔41朝着料带表面吹气防止料带卷曲,第二吹气孔42顺着料带入料方向吹气,辅助料带入料,避免料带误插入避位槽22;在吹气固定件2上方
设置离子风棒62,延长导向面长度的同时,消除静电,相对于第一实施例的入料效果更好。
43.本实施例中,入料装置工作过程为:
44.料带的自由端在进入引导辊11前,料带沿着吹气固定件2的第一表面23入料至引导辊11,吹气装置通过第一进气口51经过进气通道3、第一吹气孔41、第二吹气孔42向着料带吹气,离子风棒62也向着料带吹气,第一吹气孔41吹起料带,防止料带卷曲,第二吹气孔42对料带施加顺着料带入料方向的作用力,辅助料带入料,防止料带的端部插入避位槽22内,提高料带的入料效率和入料精度,离子风棒62消除相互作用摩擦产生的静电。
45.如图5、图6所示,是本实用新型的第三实施例,该实施例在第二实施例的基础上进行了改良。
46.吹气固定件2的高度限制在引导辊11和前一处理单元(例如切刀组件,用于按操作需要切断料带从而在料带上形成新的自由端)之间。在该实施例中,增加吹气固定件2的高度,增大第一表面23的面积,吹气固定件2的上端与送料组件紧密衔接,使料带的自由端从刚脱离前一处理单元时即被吹气固定件2控制,避免了料带的自由端被卡在吹气固定件2与前一处理单元之间。在第二实施例的基础上,吹气固定件2内增加了第二进气通道32,第二进气通道32靠近前一处理单元设置,位于第一进气通道31的上方,在第二表面24形成了第二进气口52。第二进气通道32的每个吹气孔4均包括两个,分别在第一表面23形成一排第三吹气孔43和一排第四吹气孔44,第四吹气孔44的延伸方向朝向料带入料方向。一排第一吹气孔41和一排第三吹气孔43对着料带吹气,增大了吹气面积,更有效的防止料带卷曲;一排第二吹气孔42和一排第四吹气孔44顺着料带入料方向吹气,控制料带入料的作用力更大,更有效的辅助入料。
47.由于第一表面23沿料带入料方向延伸,吹气固定件2高度增加的情况下,吹气固定件2的上端会延伸至影响腰形孔21固定吹气固定件2的位置,所以,在吹气固定件2的上端部加工有与腰形孔21相对应的弧形凹槽26,不会影响腰形孔21的使用,对吹气固定件2进行固定。
48.本实施例中进气通道3设置为第一进气通道31和第二进气通道32,在其他实施例中也可以根据实际需要设置进气通道3的数量。第一进气通道31和第二进气通道32在第二表面24分别形成第一进气口51和第二进气口52,分别与吹气装置相连接,吹气装置可选择的可以同步或者分别向第一进气口51和第二进气口52吹气,根据需求设置。
49.相对于第二实施例,本实施例的优点在于增加了第一表面23的吹气面积,防止吹气固定件脱离吹气固定件2的控制,防止料带的端部因卷曲而误插入第二实施例中的吹气固定件2与固定座6之间,并不会影响吹气固定件2安装在底座1,相对于第二实施例的入料效果更好。
50.本实施例中,入料装置工作过程为:
51.料带在切刀切断后,进入引导辊11前,料带沿着吹气固定件2的第一表面23入料至引导辊11。吹气装置通过第一进气口51经过第一进气通道31、第一吹气孔41、第二吹气孔42向着料带吹气;通过第二进气口52经过第二进气通道32、第三吹气孔43、第四吹气孔44向着料带吹气。第一吹气孔41、第三吹气孔43吹起料带,使料带沿着第一表面23入料始终保持平整,防止料带卷曲;第二吹气孔42、第四吹气孔44对料带施加顺着料带入料方向的作用力,作用力更强,使料带更容易的进入卷针。
52.在其他实施例中,进气通道3的数量可以设置为多个,每个进气通道3的吹气孔4的数量均可选择的设置一个或者两个,根据实际需求设置。进气通道3的个数、方向不做限制,但需要实现吹气孔4均匀分布在第一表面23,朝着料带均匀吹气,使料带受力均匀,防止料带受力不均而翻转褶皱;并且,吹气孔4的数量与吹气装置的气流量相配合,应该控制在一定的范围内,避免对料带的吹气力度过大,吹飞料带。
53.综上,本实用新型的柔性带材的入料装置能够控制料带的走向,防止料带弯折,控制将料带平稳的导入下一工位。
54.以上实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。