1.本实用新型涉及一种翅片管双头倒角机,属于翅片管加工领域。
背景技术:
2.翅片管在加工时需要对翅片管的两端进行倒角,倒角常采用倒角机实现的,现有技术中的倒角机在使用时,采用小型设备加工费时费力,效率低下,且无法针对不同长度的翅片管进行倒角加工,适用范围小。
技术实现要素:
3.本实用新型的目的在于克服现有技术中存在的上述不足,而提供一种结构设计合理的翅片管双头倒角机。
4.本实用新型解决上述问题所采用的技术方案是:该翅片管双头倒角机,其结构特点在于:包括送料机构、倒角机构和取料机构,所述取料机构安装在倒角机构上、且送料机构和倒角机构均与取料机构配合;所述倒角机构包括倒角机架、导向轮、倒角底板、轴向压紧气缸、液压同步夹具、轴向定位气缸、倒角机头、倒角机刀盘主轴和倒角气缸,所述导向轮和倒角底板均安装在倒角机架上,所述轴向压紧气缸、液压同步夹具、轴向定位气缸、倒角机头、倒角机刀盘主轴和倒角气缸均安装在倒角底板上,所述轴向压紧气缸与轴向定位气缸配合,所述轴向定位气缸与液压同步夹具配合,所述倒角机头与倒角机刀盘主轴连接,所述倒角气缸用于控制倒角机刀盘主轴进、退刀。
5.进一步地,所述倒角机构还包括倒角滑轨和长度调节丝杆,所述倒角底板通过倒角滑轨安装在倒角机架上、且倒角底板与长度调节丝杆连接,所述倒角机架上安装有出料架。
6.进一步地,所述倒角机架上设置有一次倒角工位和二次倒角工位,在一次倒角工位和二次倒角工位分别对翅片管的两端倒角。
7.进一步地,所述一次倒角工位和二次倒角工位分别设置有两个液压同步夹具,两个液压同步夹具分别位于翅片管的两端。
8.进一步地,所述二次倒角工位的倒角底板通过倒角滑轨安装在倒角机架上。
9.进一步地,所述一次倒角工位的一个液压同步夹具、轴向定位气缸、倒角机头、倒角机刀盘主轴和倒角气缸均安装在一次倒角工位的倒角底板上,所述一次倒角工位的轴向压紧气缸和另一个液压同步夹具均安装在二次倒角工位的倒角底板;所述二次倒角工位的一个液压同步夹具、轴向定位气缸、倒角机头、倒角机刀盘主轴和倒角气缸均安装在二次倒角工位的倒角底板上,所述二次倒角工位的轴向压紧气缸和另一个液压同步夹具均安装在一次倒角工位的倒角底板。
10.进一步地,所述取料机构包括取料机架、取料横梁、取料平移滑轨、取料平移滑板、取料平移气缸、取料升降滑轨、取料升降滑板、取料升降气缸和取料气动手指,所述取料机架安装在倒角机架上,所述取料横梁安装在取料机架上,所述取料平移滑板通过取料平移
滑轨安装在取料横梁上,所述取料平移气缸安装在取料横梁上、且取料平移气缸与取料平移滑板连接,所述取料升降滑板通过取料升降滑轨安装在取料平移滑板上,所述取料升降气缸安装在取料平移滑板上、且取料升降气缸与取料升降滑板连接,所述取料气动手指安装在取料升降滑板上。
11.进一步地,所述送料机构包括送料机架、送料主轴、送料链轮、送料链条、送料v型块、传动链条和传动减速电机,所述送料主轴安装在送料机架上,所述送料链轮安装在送料主轴上,所述送料链条与送料链轮啮合,所述送料v型块安装在送料链条上,所述送料主轴与传动减速电机通过传动链条传动。
12.进一步地,所述送料机架上安装送料侧挡板,所述送料机架上设置有等待工位。
13.进一步地,所述送料主轴的数量为两根,两根送料主轴分别为主动送料主轴和从动送料主轴,所述主动送料主轴与传动减速电机通过传动链条传动。
14.相比现有技术,本实用新型具有以下优点:使用该翅片管双头倒角机后,刀具的使用寿命提高了至少6倍,产量提高了3倍,且产品质量相当稳定。
15.在对翅片管倒角前,可根据翅片管的长度对二次倒角工位的倒角底板的位置进行调节,调节时通过长度调节丝杆控制倒角底板在倒角滑轨上移动,进而可实现两个倒角底板的之间的距离调节,以适用于多种规格的翅片管进行倒角加工。
附图说明
16.图1是本实用新型实施例的翅片管双头倒角机的立体结构示意图。
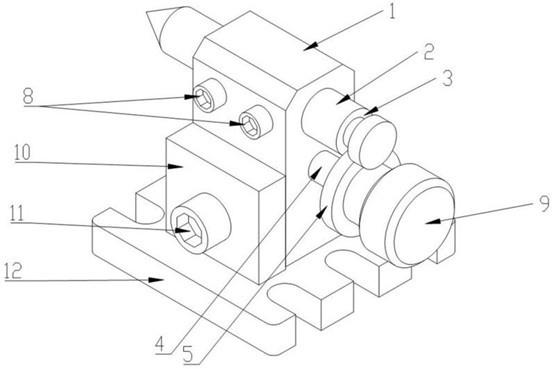
17.图2是图1中的a部放大结构示意图。
18.图3是本实用新型实施例的翅片管双头倒角机的左视结构示意图。
19.图4是本实用新型实施例的倒角机构的立体结构示意图。
20.图5是本实用新型实施例的倒角机构的俯视结构示意图。
21.图6是本实用新型实施例的送料机构的立体结构示意图。
22.图7是本实用新型实施例的送料机构的左视结构示意图。
23.图中:送料机构1、倒角机构2、取料机构3、翅片管4、等待工位5、一次倒角工位6、二次倒角工位7、
24.送料机架11、送料主轴12、送料链轮13、送料链条14、送料v型块15、送料侧挡板16、传动链条17、传动减速电机18、
25.倒角机架21、导向轮22、倒角底板23、倒角滑轨24、长度调节丝杆25、轴向压紧气缸26、液压同步夹具27、轴向定位气缸28、倒角机头29、倒角机刀盘主轴210、倒角气缸211、出料架212、
26.取料机架31、取料横梁32、取料平移滑轨33、取料平移滑板34、取料平移气缸35、取料升降滑轨36、取料升降滑板37、取料升降气缸38、取料气动手指39。
具体实施方式
27.下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
28.实施例。
29.参见图1至图7所示,须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容能涵盖的范围内。同时,本说明书中若有引用如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
30.本实施例中的翅片管双头倒角机,包括送料机构1、倒角机构2和取料机构3,取料机构3安装在倒角机构2上、且送料机构1和倒角机构2均与取料机构3配合。
31.本实施例中的倒角机构2包括倒角机架21、导向轮22、倒角底板23、倒角滑轨24、长度调节丝杆25、轴向压紧气缸26、液压同步夹具27、轴向定位气缸28、倒角机头29、倒角机刀盘主轴210和倒角气缸211,倒角机架21上安装有出料架212;其中液压同步夹具27为现有技术,其可定心夹紧,每个工位在翅片管4的前后两点夹紧,轴向压紧气缸26可以保证翅片管4的轴向定位的可靠性。
32.本实施例中的导向轮22安装在倒角机架21上,倒角底板23通过倒角滑轨24安装在倒角机架21上、且倒角底板23与长度调节丝杆25连接,轴向压紧气缸26、液压同步夹具27、轴向定位气缸28、倒角机头29、倒角机刀盘主轴210和倒角气缸211均安装在倒角底板23上,轴向压紧气缸26与轴向定位气缸28配合,轴向定位气缸28与液压同步夹具27配合,倒角机头29与倒角机刀盘主轴210连接,倒角气缸211用于控制倒角机刀盘主轴210进、退刀。
33.本实施例中的倒角机架21上设置有一次倒角工位6和二次倒角工位7,在一次倒角工位6和二次倒角工位7分别对翅片管4的两端倒角,一次倒角工位6和二次倒角工位7分别设置有两个液压同步夹具27,两个液压同步夹具27分别位于翅片管4的两端,二次倒角工位7的倒角底板23通过倒角滑轨24安装在倒角机架21上。
34.本实施例中的一次倒角工位6的一个液压同步夹具27、轴向定位气缸28、倒角机头29、倒角机刀盘主轴210和倒角气缸211均安装在一次倒角工位6的倒角底板23上,一次倒角工位6的轴向压紧气缸26和另一个液压同步夹具27均安装在二次倒角工位7的倒角底板23。
35.本实施例中的二次倒角工位7的一个液压同步夹具27、轴向定位气缸28、倒角机头29、倒角机刀盘主轴210和倒角气缸211均安装在二次倒角工位7的倒角底板23上,二次倒角工位7的轴向压紧气缸26和另一个液压同步夹具27均安装在一次倒角工位6的倒角底板23。
36.本实施例中的取料机构3包括取料机架31、取料横梁32、取料平移滑轨33、取料平移滑板34、取料平移气缸35、取料升降滑轨36、取料升降滑板37、取料升降气缸38和取料气动手指39。
37.本实施例中的取料机架31安装在倒角机架21上,取料横梁32安装在取料机架31上,取料平移滑板34通过取料平移滑轨33安装在取料横梁32上,取料平移气缸35安装在取料横梁32上、且取料平移气缸35与取料平移滑板34连接,取料升降滑板37通过取料升降滑轨36安装在取料平移滑板34上,取料升降气缸38安装在取料平移滑板34上、且取料升降气缸38与取料升降滑板37连接,取料气动手指39安装在取料升降滑板37上。
38.本实施例中的送料机构1包括送料机架11、送料主轴12、送料链轮13、送料链条14、
送料v型块15、传动链条17和传动减速电机18,送料机架11上安装送料侧挡板16,送料机架11上设置有等待工位5。
39.本实施例中的送料主轴12安装在送料机架11上,送料链轮13安装在送料主轴12上,送料链条14与送料链轮13啮合,送料v型块15安装在送料链条14上,送料主轴12与传动减速电机18通过传动链条17传动,也就是说送料主轴12的数量为两根,两根送料主轴12分别为主动送料主轴和从动送料主轴,主动送料主轴与传动减速电机18通过传动链条17传动。
40.具体的说,该翅片管双头倒角机的工作流程如下:
41.1. 将需倒角的翅片管4排放到送料v型块15上;
42.2. 按启动后传动减速电机18通过传动链条17带动送料链条14、送料v型块15运动,使排放在送料v型块15上的翅片管4向倒角机构2方向运动;
43.3. 当有翅片管4进入等待工位5时,通过传感器控制传动减速电机18停止运行;
44.4. 取料升降气缸38下行,通过取料气动手指39夹取等待工位5的翅片管4,在此同时轴向定位气缸28伸出,提供翅片管4的轴向粗定位;
45.5. 取料升降气缸38上行,上行到位后取料平移气缸35推动夹紧的翅片管4行至一次倒角工位6的上方,在此同时传动减速电机18运行,进行送料,送料到位后传动减速电机18停止运行;
46.6. 取料升降气缸38下行;下行到位后取料气动手指39松开,将翅片管4放入一次倒角工位6的导向轮22内;
47.7. 轴向压紧气缸26伸出,使翅片管4的需倒角的端面和轴向定位气缸28的轴向定位块可靠的贴合,保证定位的准确;
48.8. 液压同步夹具27夹紧翅片管4;
49.9. 轴向定位气缸28退回;
50.10. 倒角机头29控制倒角机刀盘主轴210旋转、并通过倒角气缸211向翅片管4进刀,同时冷却润滑泵运行,进行倒角;
51.11.倒角完毕,倒角气缸211控制倒角机刀盘主轴210退回,倒角机电机及冷却润滑泵关闭,液压同步夹具27松开;
52.12.在倒角的同时,取料气动手指39通过取料升降气缸38及取料平移气缸35的配合,退回原位,等待下一次的工位间的送料;
53.13.倒角完毕后,重复4~12步的动作,持续不断的将需要倒角的翅片管4从送料机构1的送料v型块15,通过等待工位5
‑‑‑‑‑
一次倒角工位6
‑‑‑‑‑
二次倒角工位7
‑‑‑‑‑
出料架212,完成整个的倒角流程。
54.此外,需要说明的是,本说明书中所描述的具体实施例,其零、部件的形状、所取名称等可以不同,本说明书中所描述的以上内容仅仅是对本实用新型结构所作的举例说明。凡依据本实用新型专利构思所述的构造、特征及原理所做的等效变化或者简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。