1.本实用新型属于银杏叶提取物生产的技术领域,涉及一种银杏酮酯片的自动包装系统。
背景技术:
2.银杏叶作为银杏树的树叶,具有很高的药用价值,对改善脑功能障碍、动脉硬化、高血压、眩晕、耳鸣、头痛、老年痴呆、记忆力减退等有明显效果,其防病、治病、健身的价值在明代李时珍的《本草纲目》中早有记载,是目前世界公认的治、防心脑血管疾病最理想的药物成份。
3.中医学上使用银杏叶提取物制成制剂,作为临床实际使用的药物,可用于治疗冠心病和心脑缺血性疾病,具有非常良好的疗效,市场需求大。银杏酮酯是我国自主研发的新一代银杏叶提取物产品,已获得原国家二类新药,主要用于治疗心脑血管疾病及神经系统疾病。目前,针对银杏酮酯的生产,多环节人工操作繁琐,缺乏自动化生产流程。例如银杏酮酯片在包装过程中,缺乏自动化包装装置。因此,有必要对现有生产环节进行改进。
技术实现要素:
4.鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种银杏酮酯片的自动包装系统,用于解决现有技术中缺乏对银杏酮酯片进行自动化包装的装置的问题。
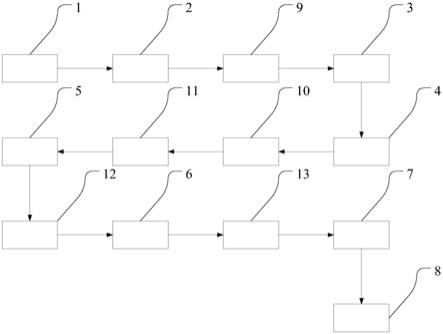
5.为实现上述目的及其他相关目的,本实用新型提供一种银杏酮酯片的自动包装系统,沿包装进行方向依次设有理瓶单元、数粒单元、旋盖单元、封口单元、第一贴标单元、缓冲转盘、装盒单元、裹包单元、第二贴标单元;所述理瓶单元、数粒单元、旋盖单元、封口单元、第一贴标单元之间经第一传送带相连接,所述装盒单元、裹包单元之间经第二传送带相连接,所述缓冲转盘分别与所述第一传送带、第二传送带相连接;所述裹包单元还外接有第三传送带,所述第二贴标单元设于所述第三传送带的一侧;所述封口单元与第一贴标单元之间的第一传送带上还沿包装进行方向依次设有封口检测器、对冲平台。
6.优选地,所述数粒单元与旋盖单元之间的第一传送带上还设有第一检重秤。
7.优选地,所述装盒单元与裹包单元之间的第二传送带上还设有第二检重秤。
8.优选地,所述理瓶单元上设有理瓶进口和理瓶出口;所述数粒单元上设有进瓶口、落料口和出瓶口;所述旋盖单元上设有旋盖进口和旋盖出口;所述封口单元上设有封口进口和封口出口;所述第一贴标单元上设有第一贴标进口和第一贴标出口;所述理瓶出口与进瓶口、出瓶口与旋盖进口、旋盖出口与封口进口、封口出口与第一贴标进口、第一贴标出口与缓冲转盘之间分别传输有第一传送带,所述落料口位于数粒单元内第一传送带的正上方。
9.优选地,所述装盒单元上设有装盒进口和装盒出口;所述裹包单元上设有裹包进口和裹包出口;所述装盒进口与缓冲转盘、装盒出口与裹包进口之间分别传输有第二传送带。
10.优选地,所述缓冲转盘的直径为1000-1500mm。
11.优选地,所述数粒单元上设有第一拍照检测器。
12.优选地,所述封口单元上设有热成像检测器。
13.优选地,所述第二贴标单元上设有第二拍照检测器。
14.如上所述,本实用新型提供的一种银杏酮酯片的自动包装系统,具有以下有益效果:
15.(1)本实用新型提供的一种银杏酮酯片的自动包装系统,不存在缺粒或多粒的现象,没有不属于银杏酮酯片的其他物质混入塑料瓶内造成污染,瓶盖保证旋紧,从而保证产品的密封性。
16.(2)本实用新型提供的一种银杏酮酯片的自动包装系统,塑料瓶标签和小盒上的三期显示清楚,小盒内的产品外观质量完好、没有残缺。
17.(3)本实用新型提供的一种银杏酮酯片的自动包装系统,使用方便,操作简单,自动化程度高,非常值得推广应用。
附图说明
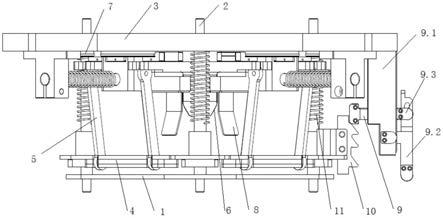
18.图1显示为本实用新型的一种银杏酮酯片的自动包装系统中理瓶单元至数粒单元的具体结构流程图。
19.图2显示为本实用新型的一种银杏酮酯片的自动包装系统中数粒单元至第一检重秤的具体结构流程图。
20.图3显示为本实用新型的一种银杏酮酯片的自动包装系统中第一检重秤至封口检测器的具体结构流程图。
21.图4显示为本实用新型的一种银杏酮酯片的自动包装系统中封口检测器至第一贴标单元的具体结构流程图。
22.图5显示为本实用新型的一种银杏酮酯片的自动包装系统中第一贴标单元至第二检重秤的具体结构流程图。
23.图6显示为本实用新型的一种银杏酮酯片的自动包装系统中第二检重秤至第二贴标单元的具体结构流程图。
24.图7显示为本实用新型的一种银杏酮酯片的自动包装系统的整体流程图。
25.附图标记
[0026]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
理瓶单元
[0027]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
数粒单元
[0028]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
旋盖单元
[0029]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
封口单元
[0030]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一贴标单元
[0031]6ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
装盒单元
[0032]7ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
裹包单元
[0033]8ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二贴标单元
[0034]9ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一检重秤
[0035]
10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
封口检测器
[0036]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对冲平台
[0037]
12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
缓冲转盘
[0038]
13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二检重秤
[0039]
14
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一传送带
[0040]
15
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二传送带
[0041]
16
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三传送带
具体实施方式
[0042]
以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
[0043]
请参阅图1至图7。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
[0044]
本实用新型提供一种银杏酮酯片的自动包装系统,如图1-7所示,沿包装进行方向依次设有理瓶单元1、数粒单元2、旋盖单元3、封口单元4、第一贴标单元5、缓冲转盘12、装盒单元6、裹包单元7、第二贴标单元8;所述理瓶单元1、数粒单元2、旋盖单元3、封口单元4、第一贴标单元5之间经第一传送带14相连接,所述装盒单元6、裹包单元7之间经第二传送带15相连接,所述缓冲转盘12分别与所述第一传送带14、第二传送带15相连接;所述裹包单元7还外接有第三传送带16,所述第二贴标单元8设于所述第三传送带16的一侧;所述封口单元4与第一贴标单元5之间的第一传送带14上还沿包装进行方向依次设有封口检测器10、对冲平台1。
[0045]
在上述银杏酮酯片的自动包装系统中,如图1-6所示,所述第一传送带14、第二传送带15、第三传送带16均为常规使用的带式输送机。所述传送带的输送带可以是橡胶带或皮带。用于银杏酮酯产品的输送。所述传送带的框架结构材质为不锈钢。
[0046]
在上述银杏酮酯片的自动包装系统中,如图1所示,所述数粒单元2与旋盖单元3之间的第一传送带14上还设有第一检重秤9。
[0047]
在上述银杏酮酯片的自动包装系统中,如图5、6所示,所述装盒单元6与裹包单元7之间的第二传送带15上还设有第二检重秤13。
[0048]
上述第一检重秤9、第二检重秤13均为常规使用的称重检重秤。
[0049]
所述第一检重秤9能够对装瓶的银杏酮酯片进行在线称重,通过重量差异确定瓶子内银杏酮酯片的数量是多一片或少一片,避免缺粒或多粒的现象产生。
[0050]
同理,所述第二检重秤13能够对装盒的银杏酮酯片进行在线称重,通过重量差异确定盒子内产品、标签、说明书等是否有遗漏。
[0051]
在上述银杏酮酯片的自动包装系统中,所述理瓶单元1上设有理瓶进口和理瓶出
口;所述数粒单元2上设有进瓶口、落料口和出瓶口;所述旋盖单元3上设有旋盖进口和旋盖出口;所述封口单元4上设有封口进口和封口出口;所述第一贴标单元5上设有第一贴标进口和第一贴标出口;所述理瓶出口与进瓶口、出瓶口与旋盖进口、旋盖出口与封口进口、封口出口与第一贴标进口、第一贴标出口与缓冲转盘12之间分别传输有第一传送带14,所述落料口位于数粒单元2内第一传送带14的正上方。从而实现银杏酮酯片自动进行装瓶、旋盖、封口、贴标等步骤。
[0052]
在上述银杏酮酯片的自动包装系统中,所述装盒单元6上设有装盒进口和装盒出口;所述裹包单元上设有裹包进口和裹包出口;所述装盒进口与缓冲转盘12、装盒出口与裹包进口之间分别传输有第二传送带15。从而实现银杏酮酯片自动进行装盒、裹包等步骤。
[0053]
在上述银杏酮酯片的自动包装系统中,如图1所示,所述理瓶单元1为常规使用的理瓶机。具体来说,所述理瓶单元1为广州珐玛珈公司生产的pu-25c高速理瓶机。
[0054]
上述理瓶单元1用于人工将瓶子加入储瓶仓进行存放,储瓶仓的瓶子将自动定量及以设定的速度提升至转盘,转盘通过高速旋转把瓶子按指定方向供出,并通过蹼轮清除不规范瓶子,分瓶机构按指定速度把转盘供出的瓶子逐个送入理瓶部分,理瓶部分通过两边的输送带夹持住瓶子输送到输送机的工作面上,输送的过程中通过翻瓶机构和静电消除、吸尘机构,完成翻转和静电消除、吸尘的瓶子通过传送带以指定的方向和指定的速度逐个理出;电控系统通过各部分的传感器进行实时监控反馈,实现全自动化操作要求。
[0055]
在上述银杏酮酯片的自动包装系统中,如图1、2所示,所述数粒单元2为常规使用的数粒机。具体来说,所述数粒单元2为广州珐玛珈公司生产的pp-12mc模块化数粒机。
[0056]
上述数粒单元2用于工作时把药粒倒入顶部料斗,通过适当调整初级、中级和末级振动送料器,使料斗内堆状的药粒逐渐沿着振动槽板变成连续不断的条状直线状态并下滑至落料口。药粒逐粒跌落并通过检测通道,采用光电效应的原理将药粒下落时通过红外线动态扫描传感器所产生的工作信号输入到高速微处理器(mcu),通过电子和机械的配合实现计数功能。
[0057]
在上述银杏酮酯片的自动包装系统中,如图3所示,所述旋盖单元3为常规使用的旋盖机。具体来说,所述旋盖单元3为广州珐玛珈公司生产的pcr-1506旋转式旋盖机。
[0058]
上述旋盖单元3用于为已经装入物料的瓶体,被输送带送入进瓶螺杆机构,然后准确地进入进瓶星轮;同时瓶盖由提升机从储盖仓提升到理盖机构,并自动把瓶盖按指定方向理出,送入瓶盖滑道并进入输盖星轮,通过主机凸轮机构上各个旋盖轴(6个)的旋盖头抓盖后,随着旋盖轴的下降,逐渐将瓶盖放置到瓶口上并进入主星轮进行旋盖。旋好盖的瓶体通过出瓶星轮,再输送到传送带上。经检测剔除机构检测无误(无盖、无铝箔或旋盖不良)后,进入到下一工序。
[0059]
在上述银杏酮酯片的自动包装系统中,如图3所示,所述封口单元4为常规使用的封口机。具体来说,所述封口单元4为super seal公司生产的ss100封口机。
[0060]
上述封口单元4用于将已经旋盖完成的瓶体,被传送带送入封口机下方,通过电磁的方式对瓶盖内的铝箔进行加热,使铝箔与瓶口平面达到密封的效果。
[0061]
在上述银杏酮酯片的自动包装系统中,如图4所示,所述第一贴标单元5为常规使用的圆瓶贴标机。具体来说,所述第一贴标单元5为广州珐玛珈公司生产的plb-1120p立式圆瓶贴标机。
[0062]
上述第一贴标单元5用于将被贴标瓶子进入传送带,经过分瓶轮分瓶后以一定间距排列,由输送带向前运送;到达测物电眼时,测物电眼感应到瓶子的瞬间即给送标器发出出标信号,瓶子经过出标板处被贴上标签,同时卷瓶带转动瓶子将标签卷贴在瓶子圆周面上,底纸回卷。当测标电眼检测到标签尽头后即给送标器发出停止出标信号,贴标完成。
[0063]
在上述银杏酮酯片的自动包装系统中,如图5所示,所述装盒单元6为常规使用的装盒机。具体来说,所述装盒单元6为广州珐玛珈公司生产的pbc-20连续式装盒机。
[0064]
上述装盒单元6用于将人工或自动把产品放置于传送带上,传送带上的电眼若检测到有产品出现,即发送信号,将盒胚自料位处取出送进定位输盒带上,并在下降的过程中预开盒。再纸盒被送至装盒工位。同时,说明书来到说明书塞入装置处,当产品来到传送带末端时,说明书被推入已成型的纸盒中。随后纸盒经过处工位进行盒舌打码。同时,已装产品及说明书的纸盒进入齿状纸盒输送装置中,处折舌装置完成一系列折舌动作,直至最后封盒。另外,装盒机出口配有纸盒剔除装置,用来检测和剔除不合格产品。
[0065]
在上述银杏酮酯片的自动包装系统中,如图6所示,所述裹包单元7为常规使用的裹包机。具体来说,所述裹包单元7为青岛万邦公司生产的bf450-g型三维裹包机。
[0066]
上述裹包单元7用于将被包装吴进行自动整理,设备自动送膜,设备自动封合,采用聚内烯透明膜自动包裹,从而完成包装。
[0067]
在上述银杏酮酯片的自动包装系统中,如图6所示,所述第二贴标单元8为常规使用的监管码贴标机。具体来说,所述第二贴标单元8为广州珐玛珈公司生产的plb-4120s中包监管码贴标机。
[0068]
上述第二贴标单元8用于裹包后通过传送带进入赋码线体,进行一级码批量采集。合格后进入人工装大箱环节,不合格自动剔除(稍后集中处理)。即时打印贴标机打印耳机码自动贴于三维包装一侧。手工装箱并使用扫描枪读取二级码,达到指定数量打印条码并进行关联,手工贴于大箱侧面。对关联关系文件进行导出上传中国药品电子监管网,接下来进行出入库环节操作,采用手持终端对出库的药品大箱条码进行扫描识读,同样在出库扫描后。
[0069]
在上述银杏酮酯片的自动包装系统中,如图3、4所示,所述封口检测器10为常规使用的封口检测器。具体来说,所述封口检测器10为广州珐玛珈公司生产的psi-20封口检测器。
[0070]
上述封口检测器10用于登入后可选择设定检测瓶子尺寸,同一种瓶子只须输入一次系统将会记录起来方便日后点选运作,系统提供自动分析数据功能,方便用户设定好坏瓶的条件,条件设定好后即可进行瓶口检测,检测后系统将提供检测数据的记录查询,以便日后数据分析查询。
[0071]
在上述银杏酮酯片的自动包装系统中,如图4所示,所述对冲平台11为常规使用的生产过程中的缓冲装置。具体来说,所述对冲平台11为广州珐玛珈公司生产的puc-1210对冲平台。
[0072]
上述对冲平台11用于在马达提供动力,两条传送带相对运动(整线输送带在中间),保证整线生产的连续性,起缓冲作用。
[0073]
在上述银杏酮酯片的自动包装系统中,如图5所示,所述缓冲转盘12为常规使用的生产过程中的缓冲装置。具体来说,所述缓冲转盘12为广州珐玛珈公司生产的put-12缓冲
转盘。
[0074]
上述缓冲转盘用于为物料由人工放到上料平台后由推板推入转盘,转盘上的物料随转盘转动的同时在固定挡瓶片的作用下向转盘外围移动,规则地整齐地导出到第二传送带15上。
[0075]
在上述银杏酮酯片的自动包装系统中,所述缓冲转盘12的直径为1000-1500mm,优选为1200mm。
[0076]
在上述银杏酮酯片的自动包装系统中,所述数粒单元2上设有第一拍照检测器。所述第一拍照检测器为常规使用的拍照检测器。
[0077]
具体来说,所述第一拍照检测器为广州珐玛珈公司生产的无型号型拍照检测器。
[0078]
能够对进入药瓶的产品进行不间断拍照检测,保证进入药瓶的产品不存在不合格的现象。
[0079]
上述第一拍照检测器通过设置该产品的二值化,放入上位机内做对照品使用,软件会实时快速的分析拍照出来的药品和对照品是否一致,如果发现不一致,则启动剔除装置,根据计算一次剔除3瓶,以保证不合格品100%被剔除出来,避免存在有不属于该产品的其他物质混入塑料瓶内造成污染。
[0080]
在上述银杏酮酯片的自动包装系统中,所述封口单元4上设有热成像检测器。所述热成像检测器为常规使用的热成像检测器。具体来说,所述热成像检测器为广州珐玛珈公司生产的电磁封口热成像检测器。
[0081]
上述热成像检测器用于检测塑瓶的封口情况,保证通过封口的塑瓶处于密封状态。以避免如果旋盖不紧或歪盖,会造成铝箔封口不严密,这样放在瓶子里面的物料就不能处于一种密封的状态,如果存储环境再不合格的话,瓶子里面的产品会吸潮,造成产品质量出现问题,促使产品的有效期缩短。采用热成像检测器对瓶盖封口进行检测,首先,塑料瓶旋盖完成后,需要经过电磁封口完成热封,瓶盖内的铝箔通过电磁封口机的电磁加热与塑料瓶瓶口达到密封,这个过程中会产生一定的热量,而且这个热量不会再极短的时间内消失。可以根据热量对产品进行检测,瓶子经过热成像检测仪,将瓶盖上的热量模拟计算出瓶盖的热封情况形成一个圆形的图案,仪器可以根据不同的热量呈现出不一样颜色,如果发现该圆形图案被热量所覆盖,则说明该产品加热时间过长;如果成像出来的圆形存在缺角现象,则说明该产品热封没有封好。从而有效判断瓶盖是否旋紧。
[0082]
在上述银杏酮酯片的自动包装系统中,所述第二贴标单元8上设有第二拍照检测器。所述第二拍照检测器为常规使用的拍照检测器。具体来说,所述第二拍照检测器为广州珐玛珈公司生产的无型号型拍照检测器。
[0083]
上述第二贴标单元8由于塑料瓶标签和小盒上的三期,传统的三期打印采用的是电加热钢字色带打印的形式,由于钢字比较小,极易出现错误,而且数字的顺序也会偶尔出现错误,更换三期会浪费一定的时间。第二拍照检测器采用了视觉检测的手段,对三期进行实时拍照检测,由于设备属于间歇式的运行模式,我们设定它在停的一瞬间对标签进行拍照检测,通过照片与系统里面输入的三期进行对比,出现三期不对、三期不明显、三期歪斜等外观不合格现象均能够被视觉检测检测出来,随之准确的完成剔除工作。
[0084]
下面结合图1-7,说明本实用新型中一种银杏酮酯片的自动包装系统的使用过程。
[0085]
使用者获得如图1-7所示的一种银杏酮酯片的自动包装系统后,通过理瓶单元1整
理瓶子后,将瓶子通过第一传送带14输入数粒单元2,通过数粒单元2计数银杏酮酯片的药粒数量,将一定量的银杏酮酯片药粒输入瓶子中,在输入过程中,通过第一拍照检测器对进入药瓶的产品进行不间断拍照检测,保证进入药瓶的产品不存在不合格的现象。将药瓶通过第一传送带14输入第一检重秤9称重后,输入旋盖单元3给药瓶加盖。加盖药瓶通过第一传送带14输入封口单元4进行封口。封口的加盖药瓶通过热成像检测器检测封口密封性。再通过第一传送带14输入封口检测器10进行瓶口质量检测。然后通过第一传送带14将药瓶经对冲平台11缓冲后,输入第一贴标单元5在药瓶瓶壁上贴标。
[0086]
接着药瓶通过缓冲转盘12后经第二传送带15输入装盒单元6进行装盒,再输入第二检重秤13称重后输入裹包单元7对盒体进行聚内烯透明膜自动包裹,完成外包装。最后,具有外包装的盒体通过第三传送带16时,由第二贴标单元8在第三传送带16一侧对盒体粘贴监管码,并通过第二拍照检测器进行实时拍照检测,剔除贴监管码不合格的产品。
[0087]
上述自动包装机能够实现包装自动化、智能化,通过各检测器在生产过程中进行检测,将不合格的产品进行剔除,取代了以往通过人工去进行在线抽检的情况,检验率达到了100%,能够更好的保证产品的质量。
[0088]
综上所述,本实用新型提供的一种银杏酮酯片的自动包装系统,不存在缺粒或多粒的现象,没有不属于银杏酮酯片的其他物质混入塑料瓶内造成污染,瓶盖保证旋紧,产品外观质量完好、没有残缺,非常值得推广应用。所以,本实用新型有效克服了现有技术中的种种缺点而具高度产业利用价值。
[0089]
上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。