一种电镀锌if钢表面丝斑缺陷的检测方法
技术领域
1.本发明涉及电镀锌钢板技术领域,具体而言,尤其涉及一种电镀锌if钢表面丝斑缺陷的检测方法。
背景技术:
2.电镀锌钢板具有良好的耐蚀性、加工性、涂漆性,在汽车、家电等行业广泛应用。电镀锌钢板是高端汽车和高档家电常用材料。其中电镀锌汽车表面板作为中高档轿车外板的主要用料的使用逐步加大。而且电镀锌汽车面板是禁止存在丝状斑迹缺陷的。丝状斑迹缺陷会造成电镀锌钢板产品质量降级,造成经济损失。
3.目前在检测电镀锌钢板的表面丝状斑迹缺陷时,通常采用宏观判断;微观显微镜测试组织、夹杂物;有条件的会使用扫描电镜检测镀锌板表面缺陷形貌、成分来判断缺陷的形成原因。但是以常规的在线检测和人为宏观判断都不能说明缺陷特征和产生原因。国内生产电镀锌企业在电镀锌丝状斑迹缺陷分析方面没有统一的分析方法,因此发明一种丝斑缺陷检测方法是必要的。
技术实现要素:
4.针对现有技术存在的问题,本发明提供了一种电镀锌if钢表面丝斑缺陷的检测方法,可以全面深入的判断缺陷的来源,从酸洗工序、冷轧工序到电镀锌工序,均可以通过本发明提供的检测方法发现缺陷,进而判明丝状斑迹缺陷产生的原因,再通过调整生产工艺和设备状态,减少此类缺陷的产生,解决生产中急需解决的重要问题,进一步提高本钢电镀锌汽车板的产成率。
5.本发明采用的技术手段如下:
6.一种电镀锌if钢表面丝斑缺陷的检测方法,具体包括以下步骤:
7.s1:人工标明样品的缺陷位置;
8.s2:分别截取缺陷位置和正常部位的样品;
9.s3:将缺陷位置和正常部位的样品共同放在盛有无水酒精的容器中,将容器放入超声波中清洗30分钟到60分钟;
10.s4:取出缺陷位置和正常部位的样品在冷风状态下吹干;
11.s5:在体式显微镜或光学显微镜下观察缺陷位置形貌,并拍照记录;通过观察可以对缺陷位置和正常部位的宏观形貌特征进行对比分析;
12.s6:在扫描电子显微镜中分析缺陷位置的微观形貌,从低倍数逐渐提高至高倍数,对缺陷位置和正常部位的微观形貌特征进行对比分析,并分别进行拍照记录;
13.s7:对缺陷位置和正常部位的样品分别进行能谱仪的成分定性与半定量对比分析。
14.进一步地,还包括s8:将缺陷位置和正常部位样品从扫描电子显微镜中取出后放入稀释的盐酸溶液中,将缺陷位置和正常部位样品表面的耐指纹膜和锌层去除,暴露出电
镀锌钢板的基板,重复步骤s3至步骤s7进行宏观形貌及微观形貌的对比分析。
15.进一步地,s8中去除缺陷位置和正常部位样品的锌层后,采用电解抛光法对缺陷位置和正常部位的形貌特征及成分进行对比分析。
16.进一步地,还包括s8:采用辉光光谱仪剥离缺陷位置和正常部位样品表面的锌层,重复步骤s3至步骤s7进行宏观形貌及微观形貌的对比分析。
17.进一步地,还包括s8:将缺陷位置样品横向截取10mm
×
10mm的样品,并将缺陷位置样品表面使用铝箔或者铜箔保护后对缺陷位置进行磨制,经过抛光后在扫描电子显微镜下进行微观形貌及成分分析。
18.较现有技术相比,本发明具有以下优点:
19.1、本发明提供的电镀锌if钢表面丝斑缺陷的检测方法,在分析丝状斑迹缺陷的过程中,能够在不同时间生产的产品上以相同的检测手段保证检测的一致性;能够在相同的测试条件下完成丝状斑迹缺陷的分析工作、在对比丝状斑迹缺陷与正常部位的比较中找到差异的存在。
20.2、本发明提供的电镀锌if钢表面丝斑缺陷的检测方法,形貌分析记录的过程是由宏观到微观逐渐的深入分析形貌的变化过程;同时,形貌与成分并重,配合分析,能够得到形貌和成分的统一对比。
21.3、针对不同工艺下产生的丝状斑迹缺陷,本发明提供的电镀锌if钢表面丝斑缺陷的检测方法都能够有效的检测缺陷。
22.4、本发明提供的电镀锌if钢表面丝斑缺陷的检测方法,对不同样品采用相同的检测方法避免了检测过程中动态变化对结果的干扰,提高了检测分析的效率和效果;辉光光谱仪制样可以减少样品的污染和外来物质的干扰;电解抛光的制样方式可以揭示冷轧表面的原始缺陷;截面分析直观且准确;最终成品与基板的比较分析能够得到两个工序状态下的产品质量评定。
23.基于上述理由本发明可在电镀锌钢板领域广泛推广。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
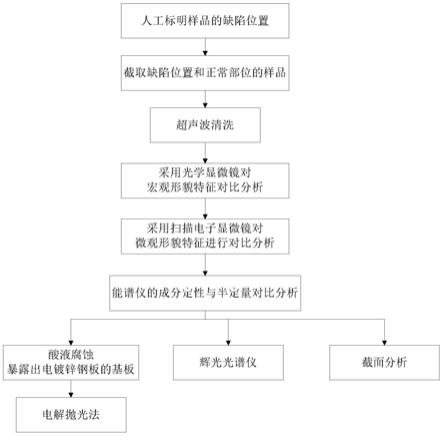
25.图1为本发明所述电镀锌if钢表面丝斑缺陷的检测方法流程图。
26.图2为缺陷位置宏观形貌。
27.图3为缺陷位置微观形貌。
28.图4为缺陷位置微观成分结果图。
29.图5为缺陷位置样品基板图。
30.图6为缺陷位置样品基板成分分析结果图。
31.图7为缺陷位置样品截面成分分析结果图。
具体实施方式
32.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
33.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
35.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当清楚,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员己知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。在这里示出和讨论的所有示例中,任向具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
36.在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制:方位词“内、外”是指相对于各部件本身的轮廓的内外。
37.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其位器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
38.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本发明保护范围的限制。
39.实施例1
40.如图1所示,本发明提供了一种电镀锌if钢表面丝斑缺陷的检测方法,具体包括以
下步骤:
41.s1:由于丝状斑迹缺陷宏观表现细微,人工标明样品的缺陷位置;
42.s2:分别截取缺陷位置和正常部位的样品,尺寸以方便分析为准;
43.s3:将缺陷位置和正常部位的样品共同放在盛有无水酒精的容器中,将容器放入超声波中清洗30分钟到60分钟;
44.s4:取出缺陷位置和正常部位的样品在冷风状态下吹干;
45.s5:在体式显微镜或光学显微镜下观察缺陷位置形貌,并拍照记录;通过观察可以对缺陷位置和正常部位的宏观形貌特征进行对比分析;
46.s6:在扫描电子显微镜中分析缺陷位置的微观形貌,从低倍数逐渐提高至高倍数,对缺陷位置和正常部位的微观形貌特征进行对比分析,并分别进行拍照记录;
47.s7:对缺陷位置和正常部位的样品分别进行能谱仪的成分定性与半定量对比分析。
48.进一步地,还包括s8:将缺陷位置和正常部位样品从扫描电子显微镜中取出后放入稀释的盐酸溶液中,将缺陷位置和正常部位样品表面的耐指纹膜和锌层去除,暴露出电镀锌钢板的基板,重复步骤s3至步骤s7进行宏观形貌及微观形貌的对比分析。
49.进一步地,s8中去除缺陷位置和正常部位样品的锌层后,采用电解抛光法对缺陷位置和正常部位的形貌特征及成分进行对比分析。
50.进一步地,还包括s8:采用辉光光谱仪剥离缺陷位置和正常部位样品表面的锌层,重复步骤s3至步骤s7进行宏观形貌及微观形貌的对比分析。
51.进一步地,还包括s8:将缺陷位置样品横向截取10mm
×
10mm的样品,并将缺陷位置样品表面使用铝箔或者铜箔保护后对缺陷位置进行磨制,经过抛光后在扫描电子显微镜下进行微观形貌及成分分析。
52.采用本发明所述的检测方法对冷扎原板表面丝斑缺陷进行检测,在光学显微镜下的丝状斑迹宏观形貌如图2所示,在扫描电镜下的微观形貌如图3所示。
53.采用能谱仪对缺陷位置样品进行成分分析的检测结果如图4和表1所示。
54.表1缺陷位置样品成分分析结果
[0055][0056]
将缺陷位置样品放入稀释的盐酸溶液中,去除表面的耐指纹膜和锌层后暴露出电镀锌钢板的基板,如图5所示,对基板进行成分分析结果如图6及表2所示。
[0057]
表2缺陷位置样品基板成分分析结果
[0058][0059]
将缺陷位置样品横向截取10mm
×
10mm的样品,磨制后在扫描电子显微镜下进行微观形貌及成分分析的结果如图7所示,经过上述分析,可以发现,在丝状斑迹缺陷位置都分析到o元素,根据图7可以直接判断缺陷位置存在氧化铁,从而能够分析出丝状斑迹缺陷的引起原因。
[0060]
将本发明所述的检测方法应用于丝状斑迹缺陷样品和非缺陷样品上进行多次的分析测试,还能够在形貌特征和成分上找到其中的规律性。
[0061]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。