1.本发明涉及钻床技术领域,具体为一种智能化内冷却式课桌生产用钻床。
背景技术:
2.钻床指主要用钻头在工件上加工孔的机床。通常钻头旋转为主运动,钻头轴向移动为进给运动。钻床结构简单,加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪孔,铰孔或进行攻丝等加工。加工过程中工件不动,让刀具移动,将刀具中心对正孔中心,并使刀具转动(主运动)。钻床的特点是工件固定不动,刀具做旋转运动,课桌常用木质材料制成,课桌板需要进行打孔工作,便于后续课桌安装,在钻孔时针对木质不同需要进行不同的钻孔方式。
3.现有的钻床在加工课桌时无法进行智能化冷却,导致课桌板出现质量问题,而且冷却效果较差,影响课桌板的质量,因此,设计可智能化冷却和冷却效果好的一种智能化内冷却式课桌生产用钻床是很有必要的。
技术实现要素:
4.本发明的目的在于提供一种智能化内冷却式课桌生产用钻床,以解决上述背景技术中提出的问题。
5.为了解决上述技术问题,本发明提供如下技术方案:一种智能化内冷却式课桌生产用钻床,包括钻床和智能冷却系统,其特征在于:所述钻床包括支架,所述支架上方固定安装有加工机构,所述加工机构后侧下方固定安装有刀具套,所述刀具套下方固定安装有转速感应器,所述支架右侧固定安装有控制器,所述支架中间上方固定安装有工作台,所述工作台上方固定安装有进给机构,所述进给机构后侧固定安装有电机,所述进给机构上方固定安装有伸缩板,所述伸缩板上方前后两侧均固定安装有冷却腔,所述冷却腔上方内壁固定安装有冷凝器,所述冷却腔左侧内壁固定安装有防滑器,所述防滑器分别与外部防滑剂、冷却腔外壁管道连接,所述智能冷却系统分别与控制器、电机、转速感应器、冷凝器、防滑器、加工机构电连接。
6.根据上述技术方案,所述支架前侧固定安装有气泵,前侧所述冷却腔上方固定安装有喷管,所述喷管与气泵管道连接,所述冷却腔内壁底部固定安装有气缸,所述伸缩板中间上方均匀固定安装有吸盘柱,所述气缸与吸盘柱管道连接,所述智能冷却系统分别与气泵、气缸电连接。
7.根据上述技术方案,所述智能冷却系统包括检测模块、处理模块、数据传输模块、数据接收模块、计算模块和控制模块,所述检测模块分别与处理模块、转速感应器、数据传输模块电连接,所述数据接收模块分别与计算模块、数据传输模块电连接,所述计算模块与控制模块电连接,所述控制模块分别与电机、防滑器、冷凝器、气缸电连接;
8.所述检测模块用于通过转速感应器对刀具空转的转速和加工时的转速进行感应,对感应的速度进行计算,得出刀具加工木料时的速差比,并将数据传输出去,所述处理模块
用于根据检测得出的刀具加工木料时的速差比对该装置进行辅助控制,所述数据传输模块用于将检测到的数据传输出去,所述数据接收模块用于对传输出来的数据进行接收,所述计算模块用于通过接收到的数据进行自动计算得出结果,所述控制模块用于根据计算得出的结果分别对电机、防滑器、冷凝器、气缸进行控制。
9.根据上述技术方案,所述处理模块包括数据收集模块、换算模块和驱动模块,所述数据收集模块与检测模块电连接,所述数据收集模块与换算模块电连接,所述换算模块与驱动模块电连接,所述驱动模块与气泵、控制器、加工机构电连接;
10.所述数据收集模块用于根据检测模块检测出的刀具加工木料时的速差比对该数据进行收集,所述换算模块用于根据收集的数据进行换算,得出后续对结构的驱动数据,所述驱动模块用于根据换算得出的结果对气泵、控制器、加工机构的运行方式进行控制。
11.根据上述技术方案,所述智能冷却系统包括以下运行步骤:
12.s1、操作人员将需要加工的课桌板安置在冷却腔之间,刀具则插入刀具套内,刀具套将刀具固定,再手动控制进给机构运行,进给机构带动伸缩板缩短,从而带动冷却腔将课桌板夹住,这时操作人员再开启控制器,控制器通过电驱动控制智能冷却系统运行;
13.s2、智能冷却系统通过电驱动控制加工机构和转速感应器运行,加工机构运行带动刀具套转动从而带动刀具转动,开始进行加工工作,当刀具碰到课桌板上表面时,课桌板的木料硬度不同,刀具受到反作用力转速发生变化,这时转速感应器对空转的转速和加工时的转速进行感应;
14.s3、转速感应器测到两种转速的数据后,通过扫描模块对感应器的数据进行计算,得到刀具加工木料时的速差比,其中,v
差
为刀具加工木料时的速差比,v
总
为刀具转动时空转的转速,v
加
为刀具加工过程中受到木料反作用力时的刀具转速,再将刀具加工木料时的速差比同时传输到处理模块和数据传输模块中;
15.s4、数据传输模块再将数据传输出去,传输出去的数据被数据接收模块所接收,接收到的数据通过电传输从数据接收模块传递到计算模块中,计算模块对得到的数据进行自动计算得出结果,并将结果输入进控制模块中;
16.s5、控制模块通过电驱动控制电机和冷凝器同时运行,并根据刀具加工木料时的速差比驱动电机的运行时间,电机运行时间改变带动冷却腔对课桌板的夹紧力度发生变化;
17.s6、同时冷凝器根据刀具加工木料时的速差比改变自身运行功率,从而改变对加工过程中课桌板的冷却温度发生改变,当刀具加工木料时的速差比极大时,进入s7,当刀具加工木料时的速差比极小时,进入s8,当刀具加工木料时的速差比等于零时,进入s11;
18.s7、控制模块驱动电机的运行时间到达系统设定的最高值,刀具加工木料时的速差比持续增大,控制模块再驱动防滑器运行,防滑器从外部抽取防滑剂注入到课桌板和冷却腔之间,对课桌板实施防滑工作,并根据刀具加工木料时的速差比改变防滑剂输出量,同时根据冷凝器温度持续降低使电机超过系统设定值,与冷凝器的降温进行配合;
19.s8、控制模块驱动电机反向转动,使冷却腔松开,并驱动气缸运行,气缸运行对吸盘柱内部进行气体抽取,吸盘柱对课桌板底部进行吸附,同时吸盘柱对课桌板进行支撑,根据加工木料时的速差比变化使气缸运行时长改变,从而改变对课桌板的吸附时间长短;
20.s9、数据收集模块对数据进行收集,并将数据传输到换算模块内,换算模块对数据进行换算得出结果,并将结果输入到驱动模块中;
21.s10、驱动模块根据换算结果对气泵进行控制,改变喷管喷气的强度,同时当加工木料时的速差比越小时,使气泵呈间歇式运行,根据加工木料时的速差比降低增大气泵运行间隔时间;
22.s11、刀具加工木料时的速差比等于零表示刀具停止转动,这时需要对课桌板和刀具进行保护,驱动模块驱动控制器停止运行,使系统停止运行,并驱动加工机构运行,加工机构将刀具退回至原位;
23.s12、课桌板加工完毕后,则驱动控制器停止运行,智能冷却系统停止运行,如需继续加工则重复s1至s11。
24.根据上述技术方案,所述s1至s6中,通过转速感应器测得的刀具空转的转速和加工时的转速,并对两个数据进行换算成加工木料时的速差比,从而对电机和冷凝器进行控制,当30%<v
差
≤40%时,表示加工木料时的速差比较低,这时的课桌板较软,控制模块驱动电机运行时间较小,并驱动冷凝器运行功率较低,当40%<v
差
≤50%时,表示加工木料时的速差比较正常,控制模块驱动电机运行时间较正常,并驱动冷凝器运行功率较正常,当50%<v
差
≤60%时,表示加工木料时的速差比较大,这时的课桌板较硬,控制模块驱动电机运行时间较大,并驱动冷凝器运行功率较大。
25.根据上述技术方案,所述s6和s7中,当加工木料时的速差比极大时,控制模块驱动电机的运行时长瞬间增大但不超过系统设定值,同时释放防滑剂,根据加工木料时的速差比改变防滑剂排放量,当70%≥v
差
>60%时,表示加工木料时的速差比极大,这时控制模块驱动电机运行时间瞬间增大,直至达到系统设定值停止运行,之后再排放防滑剂,使防滑剂进入冷却腔和课桌板之间,并在冷凝器温度继续降低时,使电机继续根据温度变化进行运行,两者相互配合运行,当v
差
>70%时,表示加工木料时的速差比过大,电机带动冷却腔运行到极限位置,驱动模块控制防滑剂排放量增大。
26.根据上述技术方案,所述s6和s8中,当30%≥v
差
>20%时,表示加工木料时的速差比极小,这时驱动模块控制电机停止运行,并驱动气缸运行,气缸运行带动吸盘柱对课桌板底部进行吸附,同时驱动冷凝器进行间歇式运行,当20%≥m
布
时,表示加工木料时的速差比过小,这时加工木料时的速差比越小,气缸运行时长越短,并驱动冷凝器间歇运行时间增大。
27.根据上述技术方案,所述s9和s10中,驱动模块根据换算结果对气泵进行控制,从而对课桌板表面的木屑和钻孔内的木屑进行及时清理,p
气
=v
差
*p
系
,其中,p
气
为气泵的运行功率,p
系
为单个单位的加工木料时的速差比下气泵的运行功率大小,当加工木料时的速差比越大,气泵的运行功率越大,同时当30%<v
差
≤40%时,驱动模块控制气泵呈间歇式运行,加工木料时的速差比越小,气泵间歇运行时间越长。
28.根据上述技术方案,所述s6和s11中,当v
差
=0%时,表示刀具出现停止转动和空转的运行状态,这时课桌板无法被继续加工,驱动模块驱动控制器停止运行,并驱动加工机构使刀具抬起,防止刀具停止转动时钻床内部机构被卡住,防止损坏钻床,并避免空转现象无法被及时发现导致损耗加工能源,对该钻床实施保护工作和提高加工效率。
29.与现有技术相比,本发明所达到的有益效果是:本发明,通过设置钻床和智能冷却
系统,实现智能化冷却加工,使冷却效果较好。
附图说明
30.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
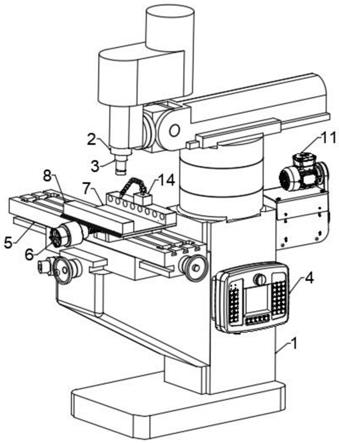
31.图1是本发明的整体结构示意图;
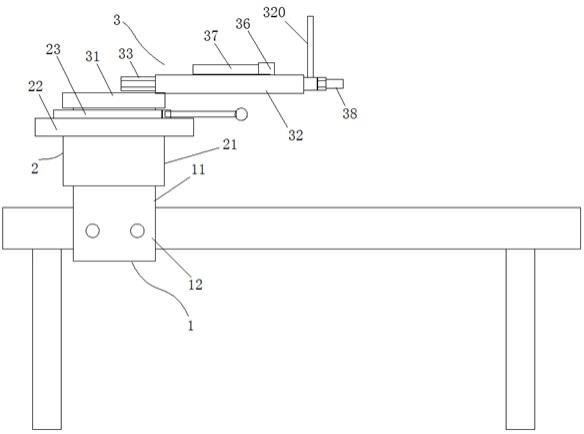
32.图2是本发明的课桌板夹紧结构示意图;
33.图3是本发明的喷管与气泵管道连接方式示意图;
34.图4是本发明的气缸与吸盘柱连接方式示意图;
35.图5是本发明的冷却腔内部结构平面示意图;
36.图6是本发明的智能冷却系统流程示意图;
37.图中:1、支架;2、刀具套;3、转速感应器;4、控制器;5、工作台;6、电机;7、伸缩板;8、冷却腔;9、冷凝器;10、防滑器;11、气泵;12、气缸;13、吸盘柱;14、喷管。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.请参阅图1-6,本发明提供技术方案:一种智能化内冷却式课桌生产用钻床,包括钻床和智能冷却系统,钻床包括支架1,支架1上方固定安装有加工机构,加工机构后侧下方固定安装有刀具套2,刀具套2下方固定安装有转速感应器3,支架1右侧固定安装有控制器4,支架1中间上方固定安装有工作台5,工作台5上方固定安装有进给机构,进给机构后侧固定安装有电机6,进给机构上方固定安装有伸缩板7,伸缩板7上方前后两侧均固定安装有冷却腔8,冷却腔8上方内壁固定安装有冷凝器9,冷却腔8左侧内壁固定安装有防滑器10,防滑器10分别与外部防滑剂、冷却腔8外壁管道连接,智能冷却系统分别与控制器4、电机6、转速感应器3、冷凝器9、防滑器10、加工机构电连接,操作人员将需要加工的课桌板安置在冷却腔8之间,刀具则插入刀具套2内,刀具套2将刀具固定,再手动控制进给机构运行,进给机构带动伸缩板7缩短,从而带动冷却腔8将课桌板夹住,这时操作人员再开启控制器4,控制器4通过电驱动控制智能冷却系统运行,智能冷却系统通过电驱动控制加工机构和转速感应器3运行,加工机构运行带动刀具套2转动从而带动刀具转动,开始进行加工工作,当刀具碰到课桌板上表面时,课桌板的木料硬度不同,刀具受到反作用力转速发生变化,这时转速感应器3对空转的转速和加工时的转速进行感应,判断出木料的硬度大小,这时再通过电驱动控制电机6运行,电机6带动进给机构运行,从而使冷却腔8改变对课桌板的夹紧力度,同时通过电驱动控制冷凝器9运行,改变冷凝器9的运行功率,改变冷却温度,并控制防滑器10运行,防滑器将防滑剂通过管道注入到冷却腔8外壁,对课桌板进行防滑处理,实现智能化冷却加工,使冷却效果较好;
40.支架1前侧固定安装有气泵11,前侧冷却腔8上方固定安装有喷管14,喷管14与气泵11管道连接,冷却腔8内壁底部固定安装有气缸12,伸缩板7中间上方均匀固定安装有吸
盘柱13,气缸12与吸盘柱13管道连接,智能冷却系统分别与气泵11、气缸12电连接,通过上述步骤,智能冷却系统运行,加工工作开始进行,通过电驱动控制气泵11运行,气泵11将气体导入喷管14内,再从喷管14中喷出,对加工的木屑进行处理,同时通过电驱动控制气缸12运行,气缸12将吸盘柱13内气体抽取出来,吸盘柱13上端开设有吸盘,吸盘对课桌板底部进行吸附,对课桌板起到稳固作用;
41.智能冷却系统包括检测模块、处理模块、数据传输模块、数据接收模块、计算模块和控制模块,检测模块分别与处理模块、转速感应器3、数据传输模块电连接,数据接收模块分别与计算模块、数据传输模块电连接,计算模块与控制模块电连接,控制模块分别与电机6、防滑器10、冷凝器9、气缸12电连接;
42.检测模块用于通过转速感应器3对刀具空转的转速和加工时的转速进行感应,对感应的速度进行计算,得出刀具加工木料时的速差比,并将数据传输出去,处理模块用于根据检测得出的刀具加工木料时的速差比对该装置进行辅助控制,数据传输模块用于将检测到的数据传输出去,数据接收模块用于对传输出来的数据进行接收,计算模块用于通过接收到的数据进行自动计算得出结果,控制模块用于根据计算得出的结果分别对电机6、防滑器10、冷凝器9、气缸12进行控制;
43.处理模块包括数据收集模块、换算模块和驱动模块,数据收集模块与检测模块电连接,数据收集模块与换算模块电连接,换算模块与驱动模块电连接,驱动模块与气泵11、控制器4、加工机构电连接;
44.数据收集模块用于根据检测模块检测出的刀具加工木料时的速差比对该数据进行收集,换算模块用于根据收集的数据进行换算,得出后续对结构的驱动数据,驱动模块用于根据换算得出的结果对气泵11、控制器4、加工机构的运行方式进行控制;
45.智能冷却系统包括以下运行步骤:
46.s1、操作人员将需要加工的课桌板安置在冷却腔8之间,刀具则插入刀具套2内,刀具套2将刀具固定,再手动控制进给机构运行,进给机构带动伸缩板7缩短,从而带动冷却腔8将课桌板夹住,这时操作人员再开启控制器4,控制器4通过电驱动控制智能冷却系统运行;
47.s2、智能冷却系统通过电驱动控制加工机构和转速感应器3运行,加工机构运行带动刀具套2转动从而带动刀具转动,开始进行加工工作,当刀具碰到课桌板上表面时,课桌板的木料硬度不同,刀具受到反作用力转速发生变化,这时转速感应器3对空转的转速和加工时的转速进行感应;
48.s3、转速感应器3测到两种转速的数据后,通过扫描模块对感应器3的数据进行计算,得到刀具加工木料时的速差比,其中,v
差
为刀具加工木料时的速差比,v
总
为刀具转动时空转的转速,v
加
为刀具加工过程中受到木料反作用力时的刀具转速,再将刀具加工木料时的速差比同时传输到处理模块和数据传输模块中;
49.s4、数据传输模块再将数据传输出去,传输出去的数据被数据接收模块所接收,接收到的数据通过电传输从数据接收模块传递到计算模块中,计算模块对得到的数据进行自动计算得出结果,并将结果输入进控制模块中;
50.s5、控制模块通过电驱动控制电机6和冷凝器9同时运行,并根据刀具加工木料时
的速差比驱动电机6的运行时间,电机6运行时间改变带动冷却腔8对课桌板的夹紧力度发生变化;
51.s6、同时冷凝器9根据刀具加工木料时的速差比改变自身运行功率,从而改变对加工过程中课桌板的冷却温度发生改变,当刀具加工木料时的速差比极大时,进入s7,当刀具加工木料时的速差比极小时,进入s8,当刀具加工木料时的速差比等于零时,进入s11;
52.s7、控制模块驱动电机6的运行时间到达系统设定的最高值,刀具加工木料时的速差比持续增大,控制模块再驱动防滑器10运行,防滑器10从外部抽取防滑剂注入到课桌板和冷却腔8之间,对课桌板实施防滑工作,并根据刀具加工木料时的速差比改变防滑剂输出量,同时根据冷凝器9温度持续降低使电机6超过系统设定值,与冷凝器9的降温进行配合;
53.s8、控制模块驱动电机6反向转动,使冷却腔8松开,并驱动气缸12运行,气缸12运行对吸盘柱13内部进行气体抽取,吸盘柱13对课桌板底部进行吸附,同时吸盘柱13对课桌板进行支撑,根据加工木料时的速差比变化使气缸12运行时长改变,从而改变对课桌板的吸附时间长短;
54.s9、数据收集模块对数据进行收集,并将数据传输到换算模块内,换算模块对数据进行换算得出结果,并将结果输入到驱动模块中;
55.s10、驱动模块根据换算结果对气泵11进行控制,改变喷管14喷气的强度,同时当加工木料时的速差比越小时,使气泵11呈间歇式运行,根据加工木料时的速差比降低增大气泵11运行间隔时间;
56.s11、刀具加工木料时的速差比等于零表示刀具停止转动,这时需要对课桌板和刀具进行保护,驱动模块驱动控制器4停止运行,使系统停止运行,并驱动加工机构运行,加工机构将刀具退回至原位;
57.s12、课桌板加工完毕后,则驱动控制器4停止运行,智能冷却系统停止运行,如需继续加工则重复s1至s11;
58.s1至s6中,通过转速感应器3测得的刀具空转的转速和加工时的转速,并对两个数据进行换算成加工木料时的速差比,从而对电机6和冷凝器9进行控制,当30%<v
差
≤40%时,表示加工木料时的速差比较低,这时的课桌板较软,控制模块驱动电机6运行时间较小,并驱动冷凝器9运行功率较低,当40%<v
差
≤50%时,表示加工木料时的速差比较正常,控制模块驱动电机6运行时间较正常,并驱动冷凝器9运行功率较正常,当50%<v
差
≤60%时,表示加工木料时的速差比较大,这时的课桌板较硬,控制模块驱动电机6运行时间较大,并驱动冷凝器9运行功率较大,针对加工木料时的速差越大,这时的木料硬度较高,使电机6运行时间增长,从而使冷却腔8加大对课桌板的夹紧力度,避免课桌板受到刀具作用力过大导致课桌板倾斜,防止刀具被折断并损坏课桌板的现象发生,并加大冷凝器9运行功率,使温度降低,避免加工温度过高导致木料受到高温作用被点燃影响加工过程,同时针对加工木料时的速差越小,这时的木料硬度较低,使电机6运行时间缩短,从而使冷却腔8减小对课桌板的夹紧力度,避免课桌板受到夹紧力度过大导致自身被夹断,防止课桌板损坏,防止课桌板侧面被夹出印子影响课桌板表面质量,并降低冷凝器9运行功率,较软的木料加工时不会产生较高的温度,从而降低该装置运行能耗;
59.s6和s7中,当加工木料时的速差比极大时,控制模块驱动电机6的运行时长瞬间增大但不超过系统设定值,同时释放防滑剂,根据加工木料时的速差比改变防滑剂排放量,当
70%≥v
差
>60%时,表示加工木料时的速差比极大,这时控制模块驱动电机6运行时间瞬间增大,直至达到系统设定值停止运行,之后再排放防滑剂,使防滑剂进入冷却腔8和课桌板之间,并在冷凝器9温度继续降低时,使电机6继续根据温度变化进行运行,两者相互配合运行,当v
差
>70%时,表示加工木料时的速差比过大,电机6带动冷却腔8运行到极限位置,驱动模块控制防滑剂排放量增大,针对加工木料时的速差比极大,使电机6瞬间运行后停止,冷却腔8对课桌板进行大力夹紧工作,并避免夹紧力度过大导致课桌板变形弯曲影响生产质量,并排放防滑剂避免课桌板受力过大出现打滑现象,冷凝器9温度降低,使课桌板受到热胀冷缩影响向内收缩,从而使电机6继续配合运行,使课桌板在加工过程中能够始终被充分夹紧,针对加工木料时的速差比过大,则加大防滑剂排放量,充分对课桌板进行稳固工作,使加工过程更为安全高效;
60.s6和s8中,当30%≥v
差
>20%时,表示加工木料时的速差比极小,这时驱动模块控制电机6停止运行,并驱动气缸12运行,气缸12运行带动吸盘柱13对课桌板底部进行吸附,同时驱动冷凝器9进行间歇式运行,当20%≥m
布
时,表示加工木料时的速差比过小,这时加工木料时的速差比越小,气缸12运行时长越短,并驱动冷凝器9间歇运行时间增大,针对加工木料时的速差比极小,使电机6停止运行,冷却腔8停止对课桌板的夹紧工作,防止极软的木料被夹坏,同时吸盘柱13对课桌板进行吸附和支撑,避免课桌板掉落无法被加工到的现象发生,同时将课桌板进行稳固,防止课桌板在加工时剧烈晃动影响加工质量,并且使冷凝器9进行间歇运行,避免课桌板被持续冷却,较软的木料木质疏松,极容易受冷缩回,避免课桌板受到持续冷却形变影响加工精度,同时针对加工木料时的速差比持续减小,木料过软时钻孔过程较快,吸盘柱13对课桌板底部的吸附时间缩短,避免课桌板被加工完毕后操作人员无法快速取下,在大批量加工时使生产速度加快,提高加工效率,并且使冷凝器9进行间歇运行时间增长,这时的课桌板无需进行强力冷却,进一步降低钻床的运行能耗,节省加工成本;
61.s9和s10中,驱动模块根据换算结果对气泵11进行控制,从而对课桌板表面的木屑和钻孔内的木屑进行及时清理,p
气
=v
差
*p
系
,其中,p
气
为气泵11的运行功率,p
系
为单个单位的加工木料时的速差比下气泵11的运行功率大小,当加工木料时的速差比越大,气泵11的运行功率越大,同时当30%<v
差
≤40%时,驱动模块控制气泵11呈间歇式运行,加工木料时的速差比越小,气泵11间歇运行时间越长,针对加工木料时的速差比越大,加大气泵11的运行功率,使喷管14对课桌板上表面和孔内进行大强度的吹气工作,使木屑被充分排出,避免木屑排屑困难导致刀具受损影响加工过程,针对加工木料时的速差比越小,降低气泵11的运行功率,使喷管14对课桌板上表面和孔内的吹气强度降低,保证吹下木屑的同时减少该钻床的运行能耗,同时在加工木料时的速差比越小时,使气泵11呈间歇式运行,速差比越小间歇时间越长,避免长时间吹气气流与课桌板碰撞产生噪音,影响操作人员的身体健康,并避免木屑无法被充分清理的现象发生;
62.s6和s11中,当v
差
=0%时,表示刀具出现停止转动和空转的运行状态,这时课桌板无法被继续加工,驱动模块驱动控制器4停止运行,并驱动加工机构使刀具抬起,防止刀具停止转动时钻床内部机构被卡住,防止损坏钻床,并避免空转现象无法被及时发现导致损耗加工能源,对该钻床实施保护工作和提高加工效率。
63.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实
体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
64.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。