1.本发明属于电木铣技术领域,具体涉及一种电木铣护罩装配结构。
背景技术:
2.为方便装配维护电木铣的主机,机壳通常采用半封闭结构,其上设有开口,为提高电木铣的使用安全性,电木铣的机壳开口上通常安装有护罩,现有的护罩装配多采用卡接结合螺钉固定的方式,装配繁琐复杂,装配成本高;同时为保证电木铣结构的紧凑性和整体性,消除装配间隙,护罩和机壳开口的轮廓尺寸相匹配,且机壳和护罩均为薄壁结构,卡接组件的设置位置非常有限,装配护罩时,卡接组件没有足够的位移间隙,卡接阻力大,卡接组件易变形损坏,装配效率和装配质量无法保障。
技术实现要素:
3.本发明针对现有技术中电木铣护罩装配效率和装配质量无法保障的问题,提供一种电木铣护罩装配结构。
4.本发明的发明目的是通过以下技术方案实现的:
5.一种电木铣护罩装配结构,包括机壳、护罩及底板,所述机壳的侧壁上开设一延伸至机壳底部的开口部,护罩装配至该开口部;所述机壳及护罩上设有相互配合的卡接组件,以及相互配合的预装配定位组件,护罩沿第一方向到达预装配位时,预装配定位组件相互配合对护罩进行预装配定位,且护罩与机壳之间具有供护罩沿第二方向由预装配位移至装配位的位移间隙,底板承托在机壳及护罩的下方,在底板装配到位的过程中,底板能够为护罩提供沿第二方向的推力,护罩在此推力作用下到达装配位,卡接组件实现配合,预装配定位组件解除配合,位移间隙消失。
6.作为优选,所述卡接组件为相互配合的卡槽与卡扣,其中卡槽凹设在机壳或护罩上,卡扣凸设在另一方上,并沿第二方向延伸。
7.作为优选,所述卡扣的长度为l,位移间隙为d,且d≥l。上述设置,能够使护罩沿第一方向无阻力的到达预装配位。
8.作为优选,所述开口部由一个顶边及对称设置在顶边两侧并向下延伸的侧边进行限定,所述护罩包括间隔设置的顶壁和底壁,以及对称设置在顶壁与底壁之间的侧壁,且该护罩具备与开口部相适配的外轮廓。
9.作为优选,所述卡槽凹设在机壳的顶边的中部,所述卡扣凸设在护罩顶壁的中部,两者位置相对应。卡接组件设置在上述位置,不仅能够在护罩装配到位后完全隐蔽,保证机壳结构的紧凑性和整体性,还能有效利用底板装配过程中提供的推力,在底板装配的过程中即能完成护罩的装配,使得护罩装配更为便捷省力。
10.作为优选,两个所述侧边均由上至下分为薄壁段、厚壁段及加强段,两个所述加强段均朝向开口部收拢形成两个间隔分布的凸台;两个所述侧壁均由上至下分为与薄壁段配合的主体段,与厚壁段配合的弧形段,以及与加强段配合的内缩段,所述弧形段与内缩段之
间形成一内折沿。
11.作为优选,所述预装配定位组件为凸台和内折沿,护罩位于预装配位时,所述内缩段抵靠于同侧的加强段,所述内折沿支撑在凸台上,护罩位于装配位时,内折沿离开凸台,并位于凸台的上方,卡扣插入卡槽。预装配定位组件直接由壳体和护罩上的自有结构改进形成,无需在另行设置,内折沿与凸台进行配合简单可靠。
12.作为优选,所述凸台的上端面为水平端面,所述内折沿由弧面段的末端沿水平向延伸至内缩段的起始端,护罩位于预装配位时,所述内折沿与凸台的上端面紧密结合,护罩位于装配位时,所述内折沿与凸台上端面的间距为d,且d=d。
13.作为优选,所述护罩的内缩段与机壳的加强段具有高度差,两者的高度差为h,且h=d。上述设置,能够保证护罩装配到位时,护罩的下端面与机壳的下端面齐平,从而提高机壳、护罩、底板三者的配合度。
14.作为优选,所述厚壁段开设有装配孔,所述弧形段的外端面为一弧形面,所述弧形面与同侧的内折沿配合形成一防脱部,所述防脱部在竖直向的投影至少部分落在凸台上。防脱部的设置能够对护罩进行限位,避免其向下脱落,方便装配护罩。
15.作为优选,所述第一方向大致平行于底板,所述第二方向大致垂直于底板。
16.作为优选,所述卡扣的深度为h,h≥l。
17.作为优选,所述位移间隙与卡槽的深度及卡扣的长度相匹配,即d=h=l。
18.与现有技术相比,本发明具有以下有益效果:通过优化机壳与护罩的结构提高了护罩装配效率和装配质量,护罩首先在预装配定位结构的配合下沿第一方向到达预装配位,再在装配底板的过程中,由底板为其提供第二方向的推力,使其沿第二方向到达装配位,在完成底板装配的同时即完成了护罩的装配,整个装配过程阻力小,护罩有足够的位移空间,不会发生变形损坏;预装配定位组件直接由壳体和护罩上的自有结构改进形成,无需再另行设置,结构简单紧凑;各构件结构尺寸设计合理,配合可靠。
附图说明
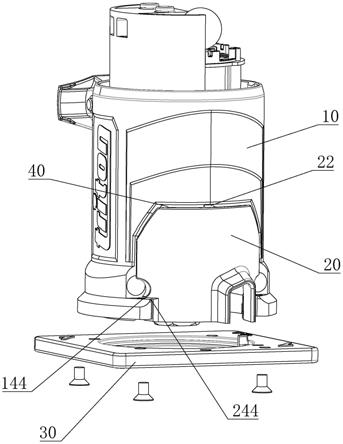
19.图1为本发明护罩位于装配位时结构示意图;
20.图2为本发明护罩位于预装配位时结构示意图;
21.图3为本发明中机壳结构示意图;
22.图4为本发明中机壳另一结构示意图;
23.图5为本发明中护罩结构示意图;
24.图6为本发明中护罩另一结构示意图。
25.图中标记:机壳10;开口部11;卡槽12;顶边13;侧边14;薄壁段141;厚壁段142;加强段143;凸台144;主体部15;装配部16;加强部17;装配孔18;护罩20;吸尘孔2121;卡扣22;顶壁23;侧壁24;底壁25;防脱部26;主体段241;弧形段242;内缩段243;内折沿244;挡壁245;底板30;位移间隙40。
具体实施方式
26.下面结合附图所表示的实施例对本发明作进一步描述:
27.实施例1
28.如图1-6所示,本实施例公开一种电木铣护罩装配结构,包括机壳10、护罩20和底板30,所述机壳10的侧壁24上开设一延伸至机壳10底部的开口部11,护罩20装配至该开口部11,机壳10与护罩20配合围合形成一近似圆柱形的装配腔,电木铣主机装配在装配腔中,护罩20上还开设有用于安装吸尘件的吸尘孔。
29.机壳10及护罩20上设有相互配合的卡接组件,以及相互配合的预装配定位组件,护罩20沿第一方向到达预装配位时,预装配定位组件相互配合对护罩20进行预装配定位,且护罩20与机壳10之间具有供护罩20沿第二方向由预装配位移至装配位的位移间隙40,底板30承托在机壳10及护罩20的下方,并通过螺栓固定在机壳10的下端面,螺栓的轴向垂直于底板30,在底板30装配到位拧紧螺栓的过程中,底板30能够为护罩20提供沿第二方向的推力,护罩20在此推力作用下到达装配位,卡接组件实现配合,预装配定位组件解除配合,位移间隙40消失。护罩20在装配过程中首选沿第一方向到达预装配位,并通过预装配定位结构对护罩20进行定位,当护罩20定位至预装配位时,护罩20与机壳10之间预留有供护罩20位移的位移间隙40,在装配底板30的过程中,底板30会为护罩20提供沿第二方向的推力,将护罩20由预装配位推至装配位,卡接组件实现配合完成装配,本实施例中,所述第一方向大致平行于底板30,即机壳10的径向,所述第二方向大致垂直于底板30,即机壳10的轴向,护罩20沿第一方向到达预装配位时不存在助力,护罩20沿第二方向由预装配位到达装配位时,由于位移间隙40的存在,大幅降低了其移动阻力,整个装配过程阻力小,护罩20及卡接组件不会变形损坏,装配效率及装配质量得以保障。
30.卡接组件为相互配合的卡槽12与卡扣22,其中卡槽12凹设在机壳10上,卡扣22凸设在护罩20上,为了使护罩20有效的利用底板30装配过程中所提供的推力完成卡接,卡槽12及卡扣22均沿第二方向延伸;所述卡扣22的长度为l,位移间隙40为d,为了使护罩20沿第一方向无阻力的到达预装配位,d≥l;所述卡扣22的深度为h,且为了保证卡扣22卡接到位,h≥l;本实施例中,为了减小护罩20装配后的装配间隙,提高机壳10的完整度和紧凑度,位移间隙40、卡扣22长度及卡槽12深度相匹配,即d=h=l。
31.所述开口部11由一个顶边13及对称设置在顶边13两侧并向下延伸的侧边14进行限定,所述护罩20包括间隔设置的顶壁23和底壁25,以及对称设置在顶壁23与底壁25之间的侧壁24,且该护罩20具备与开口部11相适配的外轮廓;所述卡槽12凹设在机壳10的顶边13的中部,所述卡扣22凸设在护罩20顶壁23的中部,两者位置相对应,卡接组件设置在上述位置,不仅能够在护罩20装配到位后完全隐蔽,保证机壳10结构的紧凑性和整体性,还能有效利用底板30装配过程中提供的推力,在底板30装配的过程中即能完成护罩20的装配,使得护罩20装配更为便捷省力。
32.两个所述侧边14均由上至下分为薄壁段141、厚壁段142及加强段143,两个所述加强段143均朝向开口部11收拢形成两个间隔分布的凸台144,薄壁段141由机壳10的主体部15形成,并与顶边13衔接,厚壁段142由机壳10的装配部16形成,装配部16用于装配滑杆,加强段143由设置在底壳的最下端的加强部17形成,对机壳10的整体强度进行加强,同时为安装底板30的螺栓提供装配位;两个所述侧壁24均由上至下分为与薄壁段141配合的主体段241,与厚壁段142配合的弧形段242,以及与加强段143配合的内缩段243,所述弧形段242与内缩段243之间形成一内折沿244;所述预装配定位组件为凸台144和内折沿244,护罩20位于预装配位时,所述内缩段243抵靠于同侧的加强段143,所述内折沿244支撑在凸台144上,
护罩20位于装配位时,内折沿244离开凸台144,并位于凸台144的上方,卡扣22插入卡槽12中,预装配定位组件直接由壳体和护罩20上的自有结构改进形成,无需在另行设置,内折沿244与凸台144进行配合简单可靠。
33.凸台144的上端面为水平端面,所述内折沿244由弧面段的末端沿水平向延伸至内缩段243的起始端,护罩20位于预装配位时,所述内折沿244与凸台144的上端面紧密结合,采用两个平面配合进行定位,定位更为精确;护罩20位于装配位时,所述内折沿244与凸台144上端面的间距为d,且d=d,内折沿244与凸台144上端面的间距与位移间隙40一致,可消除装配间隙,保证机壳10的紧凑性和整体性;所述护罩20的内缩段243与机壳10的加强段143具有高度差,两者的高度差为h,且h=d,上述设置,能够保证护罩20装配到位时,护罩20的下端面与机壳10的下端面齐平,从而提高机壳10、护罩20、底板30三者的配合度;为避免护罩20装配到位后,护罩20内缩段243与加强段143之间存在装配间隙,影响护罩20的密封效果,内缩段243设有朝向装配腔内部延伸的挡壁245,该挡壁245紧贴加强段143设置。
34.所述厚壁段142开设有供滑杆穿过的装配孔18,所述弧形段242的外端面为一弧形面,弧形面与同侧的内折沿244配合形成一防脱部26,所述防脱部26在竖直向的投影至少部分落在凸台144上,防脱部26的设置能够对护罩20进行限位,避免其向下脱落,方便装配护罩20。
35.在对护罩20进行装配时,首先使护罩20沿第一方向即机壳10的径向到达预装配位,并通过预装配定位组件对护罩20进行定位,此时,内缩段243抵靠于同侧的加强段143,所述内折沿244支撑在凸台144上,护罩20的顶壁23与开口部11的顶边13之间存在位移间隙40,护罩20的卡口位于该位移间隙40中,并与卡槽12的位置相对应,护罩20的下端面突出于机壳10的下端面;然后装配底板30,将底板30装配于机壳10及护罩20的先放,并利用螺栓沿第二方向即机壳10的轴向对底板30进行紧固,底板30装配到位的过程中,对护罩20施加沿第二方向的推力,护罩20突出的下端面逐渐上移,位移间隙40逐渐消失,卡扣22逐渐伸入卡槽12中,直至底板30及护罩20均装配到位,此时,卡扣22组件实现配合,护罩20与机壳10的装配间隙消失,护罩20及机壳10的下端面齐平,均由底板30进行承托,内折沿244离开凸台144。本发明公开的方案不限于电木铣护罩装配,其还可以应用于其他电动工具护罩20,通过优化机壳10与护罩20的结构以及护罩20装配方式,提高了护罩20装配效率和装配质量,护罩20首先在预装配定位结构的配合下沿第一方向到达预装配位,再在装配底板30的过程中,由底板30为其提供第二方向的推力,使其沿第二方向到达装配位,在完成底板30装配的同时即完成了护罩20的装配,整个装配过程阻力小,护罩20有足够的位移空间,不会发生变形损坏。
36.应该理解,在本发明的权利要求书、说明书中,所有“包括
……”
均应理解为开放式的含义,也就是其含义等同于“至少包含
……”
,而不应理解为封闭式的含义,即其含义不应该理解为“仅包含
……”
。
37.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,本技术领域的技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,都应涵盖在发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。