1.本发明属于无纺布滤材的技术领域,具体涉及短纤水驻极静电骨架及其制备过程。
背景技术:
2.现有的静电骨架仍然有较大的性能提升空间,其表现在与熔喷无纺布复合后阻力会增加,而为了提高材料支撑性的同时能最大限度减少额外附加阻力,有相当的纤维间隙富余,导致静电驻极后的颗粒物过滤效率仍然不理想,而且静电贮存时间短,易衰减。
技术实现要素:
3.本发明为解决上述技术问题提供了短纤水驻极静电骨架及其制备过程。
4.本发明为实现其技术效果而采用的解决方案为:
5.短纤水驻极静电骨架,其原料由涤纶树脂、聚丙烯和聚丙烯驻极体纤维;其中所述涤纶树脂在所述短纤水驻极静电骨架的原料中所占的比例为50%-90%,所述聚丙烯在所述短纤水柱极静电骨架的原料中所占的比例为10%-50%,所述聚丙烯驻极体纤维在所述短纤水柱极静电骨架的原料中所占的比例为5%-10百分%。
6.上述短纤水柱极静电骨架的制备过程,包括以下步骤:
7.步骤一:将涤纶树脂、聚丙烯和聚丙烯驻极体纤维以90:5:5的比例进行粗开松;
8.步骤二:将从步骤一中得到的粗纤维送入梳理机进行精梳;
9.步骤三:将从步骤二中得到的精纤维放入铺网机铺网;
10.步骤四:将从步骤三中得到的纤维网投入针刺机中加固成布;
11.步骤五:将从步骤四中得到的纤维布传输至热辊加热熔融形成骨架;
12.步骤六:将从步骤五中得到的骨架输送入水驻极设备进行摩擦驻极,然后负压吸水,得到短纤水驻极静电骨架;
13.步骤七:将从步骤六中得到的短纤水驻极静电骨架送入烘炉中烘干,收卷。
14.优选地,所述步骤二中精梳开松系数为0.4.
15.优选地,所述步骤三中铺网机以45m/min的速度对所述精纤维进行铺网处理。
16.优选地,所述步骤四中针刺机以30hz的频率垂直往复将所述纤维网加固成布。
17.优选地,所述步骤五中热辊以180℃的温度对所述纤维布进行加热熔融处理。
18.优选地,所述步骤六中水驻极设备以46hz的频率对所述骨架进行摩擦驻极。
19.本发明的有益效果为:
20.1、提高了材料支撑性,并解决了传统骨架的易老化问题,利用水驻极的工艺使材料不易老化;
21.2、解决了骨架过滤效率低下的问题,利用高效水驻极使得静电长驻,大幅提升了过滤效率,相较传统骨架近50%的提升,同时解决了骨架透气量小的技术瓶颈,在保持可观的过滤效率同时提升了透气度;
22.3、静电驻极后的颗粒物过滤效率大幅提升且静电贮存时间长,不易衰减。
附图说明
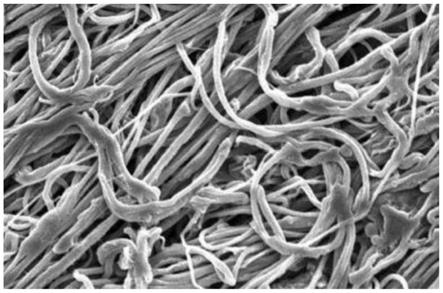
23.图1为本发明实施例公开的短纤水驻极静电骨架300倍放大图;
24.图2为本发明实施例公开的短纤水驻极静电骨架1000倍放大图。
具体实施方式
25.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。需要说明的是,当元件被称为“固定在”或“设置在”另一个元件,它可以直接在另一个元件上或者可能同时存在居中元件。当一个元件被称为是“连接在”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。当一个元件被称为是“固定连接在”另一个元件时,它可以是采用焊接或螺栓连接或胶合连接等常见的固定连接方式。
26.本发明优选实施例中公开了短纤水驻极静电骨架,其原料由涤纶树脂、聚丙烯和聚丙烯驻极体纤维;其中所述涤纶树脂在所述短纤水驻极静电骨架的原料中所占的比例为50%-90%,所述聚丙烯在所述短纤水柱极静电骨架的原料中所占的比例为10%-50%,所述聚丙烯驻极体纤维在所述短纤水柱极静电骨架的原料中所占的比例为5%-10百分%。
27.本发明优选实施例中公开了短纤水柱极静电骨架的制备过程,包括以下步骤:
28.步骤一:将涤纶树脂、聚丙烯和聚丙烯驻极体纤维以90:5:5的比例进行粗开松;
29.步骤二:将从步骤一中得到的粗纤维送入梳理机进行精梳;
30.步骤三:将从步骤二中得到的精纤维放入铺网机铺网;
31.步骤四:将从步骤三中得到的纤维网投入针刺机中加固成布;
32.步骤五:将从步骤四中得到的纤维布传输至热辊加热熔融形成骨架;
33.步骤六:将从步骤五中得到的骨架输送入水驻极设备进行摩擦驻极,然后负压吸水,得到短纤水驻极静电骨架;
34.步骤七:将从步骤六中得到的短纤水驻极静电骨架送入烘炉中烘干,收卷。
35.具体地,所述步骤二中精梳开松系数为0.4.
36.具体地,所述步骤三中铺网机以45m/min的速度对所述精纤维进行铺网处理。
37.具体地,所述步骤四中针刺机以30hz的频率垂直往复将所述纤维网加固成布。
38.具体地,所述步骤五中热辊以180℃的温度对所述纤维布进行加热熔融处理。
39.具体地,所述步骤六中水驻极设备以46hz的频率对所述骨架进行摩擦驻极。
40.具体地,图1为本发明公开的短纤水驻极静电骨架在电子显微镜下放大300倍的ems图,图2为本发明公开的短纤水驻极静电骨架在电子显微镜下放大1000倍的ems图.
41.由上述描述可知,本发明使用寿命长,并且过滤效果高、透气性能好。
42.以上结合说明书附图对本发明的优选实施例进行了详细阐述,应该说明的是,本发明的保护范围包括但不限于上述实施例;说明书附图中公开的具体结构也只是本发明的较佳实施例,所述领域的技术人员还可以在此基础上开发出其他实施例,任何不脱离本发明创新理念的简单变形或等同替换,均涵盖于本发明,属于本发明的保护范围。
技术特征:
1.短纤水驻极静电骨架,其特征在于:所述短纤水驻极静电骨架的原料由涤纶树脂、聚丙烯和聚丙烯驻极体纤维;其中所述涤纶树脂在所述短纤水驻极静电骨架的原料中所占的比例为50%-90%,所述聚丙烯在所述短纤水柱极静电骨架的原料中所占的比例为10%-50%,所述聚丙烯驻极体纤维在所述短纤水柱极静电骨架的原料中所占的比例为5%-10百分%。2.如权利要求1所述的短纤水柱极静电骨架的制备过程,其特征在于,包括以下步骤:步骤一:将涤纶树脂、聚丙烯和聚丙烯驻极体纤维以90:5:5的比例进行粗开松;步骤二:将从步骤一中得到的粗纤维送入梳理机进行精梳;步骤三:将从步骤二中得到的精纤维放入铺网机铺网;步骤四:将从步骤三中得到的纤维网投入针刺机中加固成布;步骤五:将从步骤四中得到的纤维布传输至热辊加热熔融形成骨架;步骤六:将从步骤五中得到的骨架输送入水驻极设备进行摩擦驻极,然后负压吸水,得到短纤水驻极静电骨架;步骤七:将从步骤六中得到的短纤水驻极静电骨架送入烘炉中烘干,收卷。3.根据权利要求2所述的短纤水柱极静电骨架的制备过程,其特征在于:所述步骤二中精梳开松系数为0.4。4.根据权利要求2所述的短纤水柱极静电骨架的制备过程,其特征在于:所述步骤三中铺网机以45m/min的速度对所述精纤维进行铺网处理。5.根据权利要求2所述的短纤水柱极静电骨架的制备过程,其特征在于:所述步骤四中针刺机以30hz的频率垂直往复将所述纤维网加固成布。6.根据权利要求2所述的短纤水柱极静电骨架的制备过程,其特征在于:所述步骤五中热辊以180℃的温度对所述纤维布进行加热熔融处理。7.根据权利要求2所述的短纤水柱极静电骨架的制备过程,其特征在于:所述步骤六中水驻极设备以46hz的频率对所述骨架进行摩擦驻极。
技术总结
本发明公开了短纤水驻极静电骨架及其制备过程,其中短纤水驻极静电骨架原料由涤纶树脂、聚丙烯和聚丙烯驻极体纤维;其中所述涤纶树脂在所述短纤水驻极静电骨架的原料中所占的比例为50%-90%,所述聚丙烯在所述短纤水柱极静电骨架的原料中所占的比例为10%-50%,所述聚丙烯驻极体纤维在所述短纤水柱极静电骨架的原料中所占的比例为5%-10百分%。本发明使用寿命长,并且过滤效果高、透气性能好。好。好。
技术研发人员:颜一旭
受保护的技术使用者:东莞市利韬过滤材料有限公司
技术研发日:2021.12.10
技术公布日:2022/4/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。