1.本技术涉及布料染色技术领域,尤其是涉及一种赛络纺机织人棉布染色工艺。
背景技术:
2.赛络纺又名并捻纺,特点是毛羽少,强力高,耐磨性好,达到毛纱能单纱织造的效果,以实现毛织物的轻薄化。赛络纺机织人棉是利用赛络纺的人棉布进行机织得到的布料。
3.赛络纺机织人棉布在进厂时多为成卷布料,需要先进行退卷、预定型、前处理等步骤,然后再利用相应的染料进行染色,染色后对布料进行开幅定型,最后打卷成染色后的成品布卷。
4.在运输、退卷以及开幅定型过程中均容易对布料造成损坏,布卷出厂是本身也有一定的次品率,使得染色后的布料容易存在坏点,这样的布料打卷以后得到的布卷质量不佳。
技术实现要素:
5.为了提升染色以后打卷得到的布卷的质量,本技术提供一种赛络纺机织人棉布染色工艺。
6.本技术提供的一种赛络纺机织人棉布染色工艺,采用如下的技术方案:一种赛络纺机织人棉布染色工艺,包括如下步骤:s01、退卷一次验布,将坯布退卷然后进行第一次验布;s02、将s01中验布合格的布料进行预定型处理;s03、s02中预定型后的布料进行翻缝、退浆以及水洗;s04、将s03处理后的布料进行染色,染色后再次水洗;s05、将s04中水洗后的布料进行开幅定型;s06、将s05中开幅定型后的布料进行第二次验布并打卷。
7.通过采用上述技术方案,在退卷后以及染色后均进行了验布,对于有质量问题的布料进行处理,从而提升了染色以后打卷得到的布卷的质量,并且第一次验布中发现的废布不再进入染色过程,节约了后续过程的能源和资源。
8.可选的,所述s06在验布打卷机中进行,所述验布打卷机包括机架以及设置在机架上的验布台、进布导布辊、出布导布辊、收卷机构以及视觉验布机构,进布导布辊位于验布台的进布端,出布导布辊位于验布台的出布端,所述验布台表面沿进布导布辊到出布导布辊方向倾斜向上设置,验布台表面透明设置,验布台内设置有照明灯,收卷机构用于收卷出布导布辊处输出的布料。
9.通过采用上述技术方案,通过上述的验布打卷机进行验布和打卷,将验布和打卷一体化,同时视觉验布机构通过计算机视觉进行验布,减少了工人的劳动强度。
10.可选的,所述收卷机构包括主动辊、从动辊、收卷电机、卷布辊以及收卷架,所述收卷架设置在机架上,所述主动辊、从动辊转动安装在收卷架上且水平设置,所述主动辊、从动辊沿布料传输方向分布,所述主动辊、从动辊之间形成供卷布辊放置的放置空间,卷布辊位于放置空间且同时与主动辊、从动辊抵触支撑,所述收卷电机设置在收卷架上且与主动
辊同轴设置。
11.通过采用上述技术方案,工作时,收卷电机带动主动辊转动,主动辊转动时带动支撑在主动辊和从动辊上的卷布辊转动,从而对布料进行绕卷,将验布后的布料收卷在卷布辊上。
12.可选的,所述机架上设置有裁切机构,所述裁切机构包括沿布料宽度方向设置的裁刀、抵板以及裁切驱动件,所述裁刀和抵板位于布料的两侧,且位于主动辊与出布导布辊之间,所述裁切驱动件设置于机架上且与裁刀连接,用于带动裁刀向抵板方向靠近与远离。
13.通过采用上述技术方案,裁切机构通过裁切驱动件带动裁刀靠近布料从而对布料进行裁切,可以在视觉验布机构发现布料疵点以后待带有疵点的布面经过裁刀位置以后对面料进行切断,然后人工将卷布辊上绕卷的布料的尾端带有疵点部分裁去,然后人工将裁刀裁切处的布头再次接到卷布辊上,继续打卷工作。
14.可选的,所述收卷架上设置有限位板,限位板位设置有两块且位于两端,两所述限位板相对的表面凸出设置两个竖直设置且水平分布的导轨片,两所述导轨片之间形成供卷布辊端部竖向滑移的引导槽。
15.通过采用上述技术方案,限位板上引导槽的槽底可以限制卷布辊的轴向位置,从而保证打卷质量,同时对卷布辊的端部起到布料输送方向上的限位作用,引导卷布辊随着打卷过程而竖直向上移动,限位和引导作用好。
16.可选的,远离所述验布台的导轨片上开设有若干沿竖直方向分布的出辊口,所述限位板上转动设置有用于阻挡出辊口的阻挡板,所述阻挡板与限位板之间设置有用于将阻挡板抵紧在导轨片外壁从而阻挡出辊口的弹性件。
17.通过采用上述技术方案,随着打卷过程进行,卷布辊沿着引导槽向上移动,当位于出辊口高度位置时,可以将卷布辊向出辊口方向抵触推动阻挡板,使得阻挡板转动而打开出辊口,然后将卷布辊和其上的布卷取下。
18.可选的,靠近所述验布台的导轨片上开设有与出辊口对应的驱动口,所述限位板上设置有与驱动口一一对应的下料驱动件,所述下料驱动件通过驱动口进入引导槽并将卷布辊推向阻挡板,从而使得卷布辊从阻挡口下料。
19.通过采用上述技术方案,当卷布辊到达出辊口高度时,可以通过下料驱动件推动卷布辊,从而推动阻挡板转动,进而打开出辊口,然后取出卷布辊和布料。
20.可选的,所述裁切机构设置有两个且沿出布导布辊到收卷架方向分布,其中,靠近验布台的为第一裁切机构、远离验布台的为第二裁切机构,所述机架上设置有将第一裁切机构裁切以后形成的布头输送至收卷机构位置的输送机构。
21.通过采用上述技术方案,第一裁切机构和第二裁切机构同时切布,就可以将废布切下,无需在人工切除废布,并且在切布前将第一裁切机构的裁刀朝向出布导布辊一侧的布料通过输送机构进行固定,然后在裁切后将布头输送到收卷机构处,能够方便布料的再次连接和打卷。
22.可选的,所述输送机构包括升降气缸、平移气缸、固定针以及脱布挡杆,平移气缸设置于机架上且活塞杆沿第一裁切机构到收卷机构方向设置,升降气缸设置于平移气缸的活塞杆上且活塞杆竖直设置,所述固定针设置于升降气缸的活塞杆上且竖直向上设置,固定针位于第一裁切机构与第二裁切机构的裁刀之间的布料的上方且用于在升降气缸带动
下向下刺入布料,所述脱布挡杆设置于机架上且位于刺入布料中的固定针的上方,所述脱布挡杆位于卷布辊背对验布台的一侧且用于阻挡布料上方使得固定针与布料脱离。
23.通过采用上述技术方案,裁切前,升降气缸带动固定针下移,固定针刺入布料,然后进行裁切,裁切以后平移气缸带动固定针先收卷机构方向移动并且移动到卷布辊背对出布导布辊的一侧,然后升降气缸带动固定针上移,布料被脱布挡杆挡住,从而与固定针脱离,布料脱离固定针以后布头向下掉落并盖在卷布辊上,布头位于卷布辊背对出布导布辊的一侧。
24.可选的,所述机架上设置有控制器,所述控制器与视觉验布机构、收卷电机、升降气缸、第一裁切机构、第二裁切机构、平移气缸电连接,用于在视觉验布机构发现布料疵点时,依次控制收卷电机停止、升降气缸活塞杆下移、第一裁切机构和第二裁切机构切断布料、平移气缸的活塞杆向卷布辊移动、升降气缸活塞杆上移;所述收卷架上设置有吹气管,吹气管用于与气源连接,吹气管上设置有电磁阀,所述吹气管位于卷布辊背对验布台的一侧且向下倾斜设置,倾斜的方向为向卷布辊所在侧倾斜,用于将布头吹向卷布辊下方,电磁阀与控制器电连接,从而在固定针与布料脱离以后使得吹气管吹气。
25.通过采用上述技术方案,控制器控制第一裁切机构和第二裁切机构切布,并在切布以后控制升降气缸、平移气缸完成对布头的输送工作,当布料落在卷布辊上以后,人工抬起卷布辊,然后通过控制器打开电磁阀、吹气管吹气、主动辊带动卷布辊转动,使得布头再次卷绕在卷布辊上,完成布头与卷布辊的连接工作。
26.综上所述,本技术包括以下至少一种有益技术效果:1.在退卷后以及染色后均进行了验布,对于有质量问题的布料进行处理,从而提升了染色以后打卷得到的布卷的质量,并且第一次验布中发现的废布不再进入染色过程,节约了后续过程的能源和资源;2.布料裁切掉废布以后,通过平移气缸将固定针带动到卷布辊位置,方便布头与卷布辊连接,减少了工人的劳动强度;3.通过脱布挡杆在固定针向上移动时阻挡布料,使得布料与固定针脱离,再人工抬起卷布辊,同时通过吹气管将布头吹到卷布辊下方,使得卷布辊转动时将布头卷入,使得后续的布料能够绕卷在卷布辊上,完成布头与卷布辊的连接过程,提升了自动化程度,减少了工人的劳动强度。
附图说明
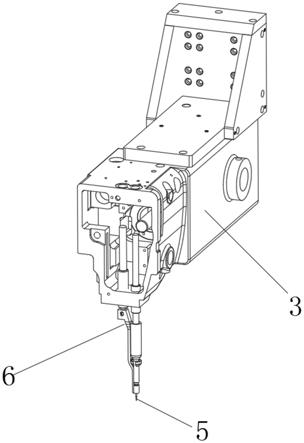
27.图1是本技术实施例中的验布打卷机的结构示意图。
28.图2是本技术实施例中的验布打卷机的收卷机构的结构示意图。
29.图3是图2中a处放大图。
30.图4是本技术实施例中的验布打卷机的剖视图。
31.附图标记说明:1、机架;11、验布台;12、进布导布辊;13、出布导布辊;15、视觉验布机构;16、第一引导辊;17、第二引导辊;2、收卷机构;21、收卷架;22、主动辊;23、从动辊;24、收卷电机;25、卷布辊;31、第一裁切机构;32、第二裁切机构;33、裁刀;34、抵板;35、裁切驱动件;4、输送机构;41、升降气缸;42、平移气缸;43、固定针;44、脱布挡杆;45、安装板;46、连接杆;461、轴向段;462、延伸段;5、限位板;51、导轨片;52、引导槽;53、出辊口;54、阻挡板;
55、驱动口;56、下料驱动件;57、推板;58、弧形面;61、吹气管;62、电磁阀。
具体实施方式
32.以下结合附图1-4对本技术作进一步详细说明。
33.本技术实施例公开一种赛络纺机织人棉布染色工艺,包括:s01、退卷一次验布,将坯布退卷然后进行第一次验布;s02、将s01中验布合格的布料进行预定型处理;s03、s02中预定型后的布料进行翻缝、退浆以及水洗;s04、将s03处理后的布料进行染色,染色后再次水洗;s05、将s04中水洗后的布料进行开幅定型;s06、将s05中开幅定型后的布料进行第二次验布并打卷。
34.其中,s06在验布打卷机中进行。
35.如图1所示,验布打卷机包括机架1以及设置在机架1上的验布台11、进布导布辊12、出布导布辊13、收卷机构2、视觉验布机构15、裁切机构以及输送机构4,进布导布辊12位于验布台11的进布端,出布导布辊13位于验布台11的出布端,验布台11表面沿进布导布辊12到出布导布辊13方向倾斜向上设置,验布台11表面透明设置,验布台11内安装有照明灯,通过验布台11表面照亮经过验布台11的布料。
36.视觉验布机构15安装在机架1上,利用ccd相机对经过验布台11的布料进行拍照,并通过计算机对照片进行检测分析,发现照片中显示的疵点。
37.如图2和图3所示,收卷机构2用于收卷出布导布辊13处输出的布料。收卷机构2包括主动辊22、从动辊23、收卷电机24、卷布辊25以及收卷架21。收卷架21位于出布导布辊13背对验布台11的一侧,主动辊22和从动辊23均水平设置且转动安装于收卷架21上,主动辊22和从动辊23半径相同且位于同一高度位置,主动辊22位于从动辊23朝向验布台11的一侧。主动辊22和从动辊23之间形成放置空间,卷布辊25位于放置空间处,且同时抵触支撑于主动辊22和从动辊23表面。
38.收卷架21上固定有两块限位板5,限位板5位于卷布辊25的两端,每个限位板5朝向卷布辊25的表面凸出设置有两块导轨片51,导轨片51竖直设置且沿水平分布,两导轨片51之间形成竖向的引导槽52,卷布辊25的端部伸入引导槽52中且端面与引导槽52的槽底贴合。
39.两块导轨片51中,远离验布台11的导轨片51上开设有两个沿竖直方向分布的出辊口53,出辊口53向卷布辊25方向贯穿导轨片51,限位板5上转动连接有阻挡板54,阻挡板54的数量和位置与出辊口53一一对应,阻挡板54与限位板5之间设有弹性件,弹性件包括扭簧,扭簧的一端与限位板5抵触,另一端与阻挡板54抵触从而将阻挡板54抵紧在出辊口53上,利用阻挡板54遮挡出辊口53。
40.如图1和图4所示,裁切机构设置有两个,且沿出布导布辊13到收卷架21方向分布,靠近出布导布辊13的为第一裁切机构31,远离出布导布辊13的为第二裁切机构32。第一裁切机构31和第二裁切机构32均包括沿布料宽度方向设置的裁刀33、抵板34以及裁切驱动件35,裁刀33和抵板34位于主动辊22与出布导布辊13之间,裁刀33位于布料上方且刀口向下设置,抵板34位于布料下方,用于在裁切布料是抵紧布料背对裁刀33的表面,从而方便裁
切。裁切驱动件35包括裁切气缸,裁切气缸安装于机架1上且与裁刀33连接,用于带动裁刀33向抵板34方向移动从而切断布料,并在切断布料后带动裁刀33复位。
41.机架1上转动安装有水平的第一引导辊16和第二引导辊17,第一引导辊16位于第一裁切机构31的裁刀33与出布导布辊13之间,第一引导辊16的高度高于第一裁切机构31的抵板34的高度。第二引导辊17位于第二裁切机构32的裁刀33与主动辊22之间,第二引导辊17的高度高于第二裁切机构32的抵板34的高度。
42.输送机构4用于将第一裁切机构31裁切以后形成的布头输送至收卷机构2位置。
43.输送机构4包括升降气缸41、平移气缸42、固定针43以及脱布挡杆44,平移气缸42安装在机架1上且沿出布导布辊13到卷布辊25方向设置,升降气缸41安装在平移气缸42的活塞杆上,升降气缸41的活塞杆竖直向上设置,平移气缸42和升降气缸41均设置有两个且分布于机架1两侧、对称设置,两升降气缸41的活塞杆端部固定有同一块水平的安装板45,固定针43设置有两个且均固定在安装板45上,固定针43竖直向下设置,固定针43在卷布辊25轴向的位置上位于布料范围内,在布料长度方向上位于第一裁切机构31的裁刀33和第一引导辊16之间;升降气缸41、平移气缸42位于布料的外侧,平移气缸42的输送范围是将固定针43从第一裁切机构31附近移动到卷布辊25背对出布导布辊13的一侧。
44.如图1和图2所示,脱布挡杆44通过连接杆46安装在收卷架21上,连接杆46包括轴向段461以及延伸段462,轴向段461水平且沿卷布辊25轴向设置,轴向段461位于固定针43与出布导布辊13的最远位置背对出布导布辊13的一侧,延伸段462一体设置在轴向段461上,延伸段462水平且与轴向段461垂直,延伸段462朝向出布导布辊13方向延伸且至少延伸至固定针43所在的布料长度方向位置,脱布挡杆44水平设置且与卷布辊25轴向平行。当升降气缸41上升时,固定针43上升,脱布挡杆44阻挡布料上升,使得布料与固定针43脱离,固定针43复位时不会带动布头移动。
45.如图1所示,收卷架21上安装有吹气管61,吹气管61用于与气源连接,吹气管61上安装有电磁阀62,吹气管61位于卷布辊25背对验布台11的一侧且向下倾斜设置,倾斜的方向为向卷布辊25所在侧倾斜,用于将布头吹向卷布辊25和从动辊23之间互相抵触的位置使得布头被卷到卷布辊25上。
46.如图1和图4所示,机架1上安装有控制器,控制器与视觉验布机构15、收卷电机24、升降气缸41、第一裁切机构31的裁切气缸、第二裁切机构32的裁切气缸、平移气缸42以及电磁阀62电连接。控制器用于在视觉验布机构15发现布料疵点时,依次控制收卷电机24停止、升降气缸41活塞杆下移、第一裁切机构31和第二裁切机构32切断布料、平移气缸42的活塞杆向卷布辊25移动、升降气缸41活塞杆上移,并在升降气缸41的活塞杆上升使得布料与固定针43脱离、且布料的布头下落以后,控制电磁阀62打开,吹气管61向布料吹气,将布头和布头附近的布料向从动辊23和卷布辊25之间吹,通过从动辊23、卷布辊25的转动,使得布头卷绕在卷布辊25上。
47.本技术实施例一种赛络纺机织人棉布染色工艺中的验布打卷机实施原理为:使用时,先将布料的端部依次绕过进布导布辊12上方、验布台11表面、出布导布辊13上方、第一引导辊16上方、第一裁切机构31的抵板34与裁刀33之间、第二裁切机构32的抵板34与裁刀33之间、第二引导辊17上方、卷布辊25上方,然后将布头绕过从动辊23、主动辊22与卷布辊25之间,然后放好卷布辊25。
48.启动收卷电机24,收卷电机24通过主动辊22带动卷布辊25转动,进行卷布。布料经过验布台11时,视觉验布机构15对布料进行拍照,并通过计算机视觉对照片进行分析,当发现布料的疵点时,向控制器发送信号,信号在延时器作用下延时发送给控制器,在延时的过程中带有疵点的布料位置运输到第一裁切机构31和第二裁切机构32之间。
49.控制器接收该信号以后,先控制升降气缸41的活塞杆向下,使得固定针43刺入布料,然后控制裁切气缸的活塞杆下降,两把裁刀33对布料进行裁切,将带有疵点的废布切下。完成裁切以后,裁切气缸复位,裁刀33上升到安装板45的上方位置,控制器控制平移气缸42的活塞杆伸长,带动固定针43以及裁切形成的布头向收卷机构2方向移动,并使得固定针43移动到卷布辊25背对第二引导辊17的一侧位置。此时,脱布挡杆44位于布料的上方,然后升降气缸41的活塞杆收缩,使得固定针43向上移动,布料在脱布挡杆44的阻挡下与固定针43脱离,脱离以后布头下落到卷布辊25下方且位于卷布辊25背对第二引导辊17的一侧。
50.人工或者通过机器抬起卷布辊25,控制器控制电磁阀62打开,吹气管61对倾斜向下吹气,使得布头和布料被吹向卷布辊25和从动辊23之间,然后在收卷电机24的带动下,卷布辊25转动,并将布头卷绕到卷布辊25上。
51.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。