1.本发明涉及纺织生产织造技术领域,具体是一种羊毛混纺机织右斜纹小提花面料及其织造工艺。
背景技术:
2.目前,在现有纺织织造技术中,采用多种纤维混纺以实现面料多功能为一体的做法层出不穷,基本上可满足不同的服装制作需求。其中,羊毛产品以其保暖、毛质柔软、弹性好、隔热性强等优点得到客户广泛认可,并形成高端消费市场,同时,羊毛混纺产品可以综合各种材料的优点,面料外观有毛感,抗伸强度高,面料成本低。但在羊毛混纺面料中,存在着因不同类型纤维的上染、吸色能力不同而造成染色效果不理想的问题。
技术实现要素:
3.为克服现有技术的不足,本发明的发明目的在于提供一种羊毛混纺机织右斜纹小提花面料及其织造工艺,以兼具羊毛纤维、竹纤维、阳离子涤纶纤维、雅赛尔纤维和腈纶纤维的特性为一体,使得面料手感更加舒适。
4.为实现上述发明目的,本发明羊毛混纺机织右斜纹小提花面料包括阳离子涤纶纤维、雅赛尔纤维、羊毛纤维、竹纤维和腈纶五种纤维;织物经纱为紧密赛络纺纱线,织物经纱的阳离子涤纶纤维:雅赛尔纤维:羊毛纤维三种纤维的混纺比例为45:40:15,纱支1000米长的紧密赛络纺纱线在公定回潮率8.5%时的重量为18.4克;纬纱为环锭纺纱线,织物纬纱的竹纤维、腈纶两种纤维的混纺比例为60:40,重量为1000米长的环锭纺纱线在公定回潮率8.5%时的重量为18.4克;织物的经向密度是每10厘米纬向内经纱根数为464.5,织物的纬向密度是每10厘米经向内纬纱根数为295;布幅宽度为208.5厘米;织物组织为2上2下右斜纹。
5.本发明还提供了一种羊毛混纺机织右斜纹小提花面料的织造工艺:(1)整经工序:使用瑞士贝宁格公司zs98型分批整经机,将阳离子涤纶纤维/雅赛尔/羊毛/(45/40/15)18.4tex(意思是阳离子涤纶纤维、雅赛尔纤维、羊毛纤维三种纤维的混纺比例为45:40:15,纱支1000米长的紧密赛络纺纱线在公定回潮率8.5%时的重量为18.4克)的紧密赛络纺经纱从原筒子纱上引出,均匀组成片纱,整经张力平均值控制在16.25~16.50厘牛,整经机车速设定为400米/分钟;总经根数为9702根,整经头份为693
×
14,表示每个经轴头分为693根,共14个;根据产品预定织造米数,每个经轴整经长度设定为950米;其中边纱根数为138
×
2,表示织轴两边边纱根数各为138根;(2)调浆工序:采用东台纺织配件厂sga901b型双速调浆桶进行调浆,浆纱配方为:pva
‑
1799淀粉浆料30公斤、a
‑
696变性淀粉75公斤、聚丙烯酸胶水20公斤、蜡片1公斤、抗静电剂3公斤;调浆体积720~730升,浆液粘度12.0~14.0帕
·
秒,浆槽粘度8.0~9.0帕
·
秒;(3)浆纱工序:采用津田驹浆纱hs
‑
20型浆纱机,单浸双压上浆,浆纱机工作参数为:1#、2#、3#压浆辊的浆纱压浆力为1.8~2.0千牛、4#、5#压浆辊的浆纱压浆力为1.5~1.8
千牛,蒸汽压力0.30~0.65兆帕,浆槽温度为90℃~92℃,主锡林温度为35℃~100℃,预锡林温度为95℃~135℃,上将率控制在11.0~12.0%,回潮率为6.0~7.0%,纱线伸长率控制在1.0%及以下,最高车速为55米/分钟;织轴盘片间距为2090毫米,墨印长度42.8米,浆纱张力2900牛;(4)穿筘工序:将经纱按下述织物工艺要求所规定的方法依次穿过停经片、综丝和钢筘,具体穿法为:
①
停经片穿法:1、2、3、4、5、6页顺穿;
②
综丝穿法:地组织:1、2、3、4页顺穿,循环至地组织结束;边组织:左:5.6.5.6.5.6 55.6.5.66 1.2.3.4 55.6.5.66 1.2.3.4 55.6.5.66 1.2.3.4
ꢀꢀꢀ
(6根)
ꢀꢀꢀꢀꢀ
(12根)
ꢀꢀꢀ
(6根)
ꢀꢀꢀ
(24根)
ꢀꢀꢀ
(6根)
ꢀꢀꢀ
(24根)
ꢀꢀ
(6根) 55.6.5.66 1.2.3.4 55.6.5.66
ꢀꢀ
(24根)
ꢀꢀꢀ
(6根)
ꢀꢀ
(24根)右:55.6.5.66 1.2.3.4 55.6.5.66 1.2.3.4 55.6.5.66 1.2.3.4 55.6.5.66(24根)
ꢀꢀꢀ
(6根)
ꢀꢀꢀ
(24根)
ꢀꢀꢀ
(6根)
ꢀꢀ
(24根)
ꢀꢀꢀ
(6根)
ꢀꢀ
(24根) 1.2.3.4 55.6.5.66 5.6.5.6.5.6 (6根)
ꢀꢀ
(12根)
ꢀꢀꢀꢀ
(24根)其中,数字代表经纱穿在第几页综框上,“ ”与“ ”之间仅表示间隔作用,1、2、3、4、5、6表示经纱综框页号;
③
穿筘法:地组织经纱2入,边组织经纱3入,废边纱预留1、2、3、4各2片;筘号:117#钢筘;
④
每页综框综丝数量:第1、2页2373片,第3、4页2365片,第5、6页78片;(5)织造工序:采用津田驹zax
‑
e
‑
210型多臂喷气织机,多臂喷气织机综平时织机主轴的角度值为290度,送经时间设定为综平时织机主轴的角度值310度,送经张力控制在2000~2300牛,车速为550转/分钟;采用“早开口、小张力、大开口”的生产工艺,后梁定置在格号位置为1号、高度为90毫米,停经架定置在格号为2.1号、高度位置为2.5格、前后位置为8格,后梁向前推进;通过开口、引纬、打纬、卷取和送经五大系统的配合,使经纬纱按照设计的组织图交织形成织物;边撑采用“30环”常规型号,加大对面料的握持力度。
6.所述织造工序中的多臂喷气织机第一和第二组喷气设定时间:停纬销设定为综平时织机主轴的角度值为30~260度;主喷嘴综平时织机主轴的角度值为70~180度;辅助喷嘴综平时织机主轴的角度值为80~180度;纬纱到达目标综平时织机主轴的角度值为76~240度。
7.本发明与现有技术相比,采用五种纤维混纺进行异经纬纱线织造小提花面料,面料融合了五种纤维特性为一体,织物采用2上2下右斜纹组织,使得面料手感更加舒适,面料附加值增加,扩大了面料产品开发的深度;后整理可做深色系面料印染加工,更适合于深色系染料的染色,扩大了深色系纺织品开发的广度,具有附件值高和市场推广价值高的特点,
可广泛应用于高档制服的生产。
附图说明
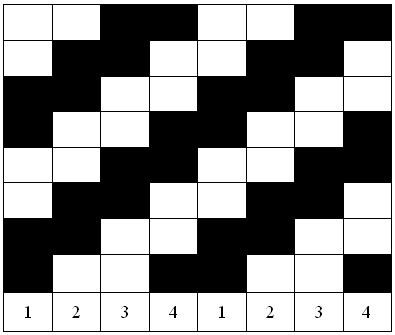
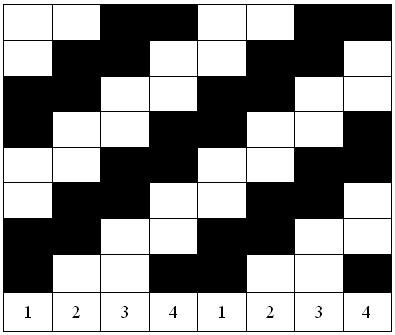
8.图1为本发明的织物组织示意图。
具体实施方式
9.如图1所示,本发明羊毛混纺机织右斜纹小提花面料包括阳离子涤纶纤维、雅赛尔纤维、羊毛纤维、竹纤维和腈纶五种纤维;织物经纱为紧密赛络纺纱线,织物经纱的阳离子涤纶纤维:雅赛尔纤维:羊毛纤维三种纤维的混纺比例为45:40:15,纱支1000米长的紧密赛络纺纱线在公定回潮率8.5%时的重量为18.4克;纬纱为环锭纺纱线,织物纬纱的竹纤维、腈纶两种纤维的混纺比例为60:40,重量为1000米长的环锭纺纱线在公定回潮率8.5%时的重量为18.4克;织物的经向密度是每10厘米纬向内经纱根数为464.5,织物的纬向密度是每10厘米经向内纬纱根数为295;布幅宽度为208.5厘米;织物组织为2上2下右斜纹。
10.本发明右斜纹小提花面料的织造工艺为:(1)整经工序:使用瑞士贝宁格公司zs98型分批整经机,将阳离子涤纶纤维/雅赛尔/羊毛/(45/40/15)18.4tex(意思是阳离子涤纶纤维、雅赛尔纤维、羊毛纤维三种纤维的混纺比例为45:40:15,纱支1000米长的紧密赛络纺纱线在公定回潮率8.5%时的重量为18.4克)的紧密赛络纺经纱从原筒子纱上引出,均匀组成片纱,整经张力平均值控制在16.25~16.50厘牛,整经机车速设定为400米/分钟;总经根数为9702根,整经头份为693
×
14,表示每个经轴头分为693根,共14个;根据产品预定织造米数,每个经轴整经长度设定为950米;其中边纱根数为138
×
2,表示织轴两边边纱根数各为138根;(2)调浆工序:采用东台纺织配件厂sga901b型双速调浆桶进行调浆,浆纱配方为:pva
‑
1799淀粉浆料30公斤、a
‑
696变性淀粉75公斤、聚丙烯酸胶水20公斤、蜡片1公斤、抗静电剂3公斤;调浆体积720~730升,浆液粘度12.0~14.0帕
·
秒,浆槽粘度8.0~9.0帕
·
秒;(3)浆纱工序:采用津田驹浆纱hs
‑
20型浆纱机,单浸双压上浆,浆纱机工作参数为:1#、2#、3#压浆辊的浆纱压浆力为1.8~2.0千牛、4#、5#压浆辊的浆纱压浆力为1.5~1.8千牛,蒸汽压力0.30~0.65兆帕,浆槽温度为90℃~92℃,主锡林温度为35℃~100℃,预锡林温度为95℃~135℃,上将率控制在11.0~12.0%,回潮率为6.0~7.0%,纱线伸长率控制在1.0%及以下,最高车速为55米/分钟;织轴盘片间距为2090毫米,墨印长度42.8米,浆纱张力2900牛;(4)穿筘工序:将经纱按下述织物工艺要求所规定的方法依次穿过停经片、综丝和钢筘,具体穿法为:
①
停经片穿法:1、2、3、4、5、6页顺穿;
②
综丝穿法:地组织:1、2、3、4页顺穿,循环至地组织结束;边组织:左:5.6.5.6.5.6 55.6.5.66 1.2.3.4 55.6.5.66 1.2.3.4 55.6.5.66 1.2.3.4
ꢀꢀꢀ
(6根)
ꢀꢀꢀꢀꢀ
(12根)
ꢀꢀꢀ
(6根)
ꢀꢀꢀ
(24根)
ꢀꢀꢀ
(6根)
ꢀꢀꢀ
(24根)
ꢀꢀ
(6根) 55.6.5.66 1.2.3.4 55.6.5.66
ꢀꢀ
(24根)
ꢀꢀꢀ
(6根)
ꢀꢀ
(24根)右:55.6.5.66 1.2.3.4 55.6.5.66 1.2.3.4 55.6.5.66 1.2.3.4 55.6.5.66(24根)
ꢀꢀꢀ
(6根)
ꢀꢀꢀ
(24根)
ꢀꢀꢀ
(6根)
ꢀꢀ
(24根)
ꢀꢀꢀ
(6根)
ꢀꢀ
(24根) 1.2.3.4 55.6.5.66 5.6.5.6.5.6 (6根)
ꢀꢀ
(12根)
ꢀꢀꢀꢀ
(24根)其中,数字代表经纱穿在第几页综框上,“ ”与“ ”之间仅表示间隔作用,1、2、3、4、5、6表示经纱综框页号;
③
穿筘法:地组织经纱2入,边组织经纱3入,废边纱预留1、2、3、4各2片;筘号:117#钢筘;
④
每页综框综丝数量:第1、2页2373片,第3、4页2365片,第5、6页78片;(5)织造工序:采用津田驹zax
‑
e
‑
210型多臂喷气织机,多臂喷气织机综平时织机主轴的角度值为290度,送经时间设定为综平时织机主轴的角度值310度,送经张力控制在2000~2300牛,车速为550转/分钟;采用“早开口、小张力、大开口”的生产工艺,后梁定置在格号位置为1号、高度为90毫米,停经架定置在格号为2.1号、高度位置为2.5格、前后位置为8格,后梁向前推进;通过开口、引纬、打纬、卷取和送经五大系统的配合,使经纬纱按照设计的组织图交织形成织物;边撑采用“30环”常规型号,加大对面料的握持力度。
11.上述织造工序中的多臂喷气织机第一和第二组喷气设定时间:停纬销设定为综平时织机主轴的角度值为30~260度;主喷嘴综平时织机主轴的角度值为70~180度;辅助喷嘴综平时织机主轴的角度值为80~180度;纬纱到达目标综平时织机主轴的角度值为76~240度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。