燃气轮机、以及叶环部的制造方法
1.本技术是申请日为2018年05月10日、申请号为201880031759.2、发明名称为“燃气轮机、以及叶环部的制造方法”的专利申请的分案申请。
技术领域
2.本发明涉及燃气轮机、以及叶环部的制造方法。
背景技术:
3.燃气轮机具有压缩机、燃烧器以及涡轮。压缩机取入空气并进行压缩,使该空气成为高温高压的压缩空气。燃烧器向该压缩空气供给燃料并使之燃烧。涡轮借助由压缩空气的燃烧产生的高温高压的燃烧气体而旋转。通过涡轮的旋转,将热能转换为旋转能量。
4.这样的燃气轮机具有:外壳,其覆盖转子的外周侧;以及多个静叶段,其固定在外壳的内周侧,配置在多个动叶段各自的上游侧。在外壳的内周侧配置有多个叶环部,其以旋转轴为中心形成环状,并覆盖动叶段以及静叶段。在叶环部的内部,沿旋转轴的轴线方向形成有供冷却叶环部的冷却介质流通的流路(例如,参照专利文献1)。
5.现有技术文献
6.专利文献
7.专利文献1:日本专利第5457965号公报
技术实现要素:
8.发明所要解决的课题
9.在上述的燃气轮机中,谋求对在叶环部的以旋转轴为中心的径向上形成温度分布的情况进行抑制。
10.本发明是鉴于上述内容而完成的,其目的在于,提供能够对在叶环部的径向上形成温度分布的情况进行抑制的燃气轮机、以及叶环部的制造方法。
11.用于解决课题的方案
12.本发明的一个方案的燃气轮机具备:压缩机,其对空气进行压缩;燃烧器,其将燃料与所述压缩机压缩的压缩空气混合并使之燃烧;涡轮,其借助所述燃烧器生成的燃烧气体而旋转;转子,其具有借助所述涡轮的旋转而沿旋转轴的绕轴方向旋转的转子主体、及以沿所述旋转轴的轴线方向排列的方式固定于所述转子主体的多个动叶段;外壳,其覆盖所述转子的外周侧;多个静叶段,其固定于所述外壳的内周侧,且配置在多个所述动叶段各自的上游侧;以及多个叶环部,其设置于所述外壳,以所述旋转轴为中心形成为环状,且覆盖所述动叶段以及所述静叶段,多个所述叶环部具有:多条第一冷却流路,其配置在以所述旋转轴为中心的径向的外侧,沿所述轴线方向延伸,且沿所述绕轴方向排列配置;多条第二冷却流路,其配置在比所述第一冷却流路更靠所述径向的内侧的位置,沿所述轴线方向延伸,且沿所述绕轴方向排列配置;以及折回流路,其将所述第一冷却流路以及所述第二冷却流路中的、所述轴线方向的相同一侧的端部彼此连接。
13.根据本发明,在径向的外侧沿绕轴方向配置有多条第一冷却流路,在径向的内侧沿绕轴方向配置有多条第二冷却流路,第一冷却流路与第二冷却流路在轴向的相同一侧的端部由于折回流路而被折回,因此能够沿径向配置多级沿旋转轴的绕轴方向排列的多条冷却流路。由此,叶环部在径向的多个部位的范围内被冷却,因此能够抑制在叶环部的径向上形成温度分布的情况。
14.另外,在上述燃气轮机中,可以为,所述第一冷却流路以及所述第二冷却流路形成在叶环部主体内,所述第二冷却流路与所述折回流路连接的第一开口的中心配置在比所述第二冷却流路在所述叶环部主体的轴线方向上游侧的端部开口的第二开口的中心更靠径向外侧的位置。
15.根据本发明,能够使第二冷却流路接近叶环部主体的内周面,因此内周面的冷却被进一步强化。
16.另外,在上述燃气轮机中,可以为,所述第二开口的中心配置在比所述折回流路的朝向径向内侧的底面更靠径向内侧的位置。
17.另外,在上述燃气轮机中,可以为,所述第二冷却流路是在沿轴线方向延伸的流路的中间向径向外侧弯曲的弯折流路。
18.根据本发明,能够在叶环部的圆筒部中的更靠内侧的内周面附近形成流路,从而叶环部的内周面的冷却被进一步强化。
19.另外,在上述燃气轮机中,可以为,所述叶环部具有将所述第一冷却流路彼此在所述绕轴方向上连通的第一连通流路、以及将所述第二冷却流路彼此在所述绕轴方向上连通的第二连通流路。
20.根据本发明,能够使冷却介质经由第一连通流路以及第二连通流路而沿绕轴方向流通,因此能够抑制在叶环部的绕轴方向上形成温度分布的情况。
21.另外,在上述燃气轮机中,可以为,所述第一连通流路与供给冷却介质的供给配管连接,所述第二连通流路与排出所述冷却介质的排出配管连接。
22.根据本发明,冷却介质从供给配管依次流过第一连通流路、第一冷却流路、折回流路、第二冷却流路、第二连通流路并从排出配管排出,因此能够有效地从叶环部的径向的外侧朝向内侧进行冷却。
23.另外,在上述燃气轮机中,可以为,所述排出配管与所述燃烧器的冷却流路连接。
24.根据本发明,冷却叶环部后的冷却介质被供给至燃烧器的冷却流路,因此能够有效地利用冷却介质。
25.另外,可以为,上述燃气轮机还具备:旁通流路,其绕过所述叶环部且将所述供给配管与所述排出配管连接;以及供给目的地切换部,其将所述冷却介质的供给目的地在所述叶环部与所述旁通流路之间切换。
26.根据本发明,例如在燃气轮机的起动时等这样希望抑制叶环部的冷却的情况下,将冷却介质的供给目的地从叶环部切换为旁通流路,从而能够使冷却介质绕过叶环部地流动。
27.另外,在上述燃气轮机中,可以为,所述旁通流路以沿轴线方向远离叶环部主体的方式配置。
28.根据本发明,能够抑制在叶环部内产生温度分布的情况。
29.另外,在上述燃气轮机中,可以为,所述燃烧器在所述涡轮侧具有尾筒,所述叶环部具有多个沿所述绕轴方向排列配置的尾筒连接部,所述尾筒连接部包括与所述旁通流路连通的旁通连接孔、以及与所述尾筒侧连通的尾筒侧连通孔。
30.根据本发明,能够经由旁通流路而使冷却介质有效地向尾筒侧流动。
31.另外,在上述燃气轮机中,可以为,所述旁通流路具有沿所述叶环部的绕轴方向配置的旁通连接管。
32.根据本发明,能够经由旁通连接管而使冷却介质沿叶环部的绕轴方向流动,因此能够使向尾筒侧流动的冷却介质的温度在绕轴方向上均匀化。
33.另外,在上述燃气轮机中,可以为,所述旁通连接管具有能够根据所述叶环部的热变形而变形的热伸长吸收部。
34.根据本发明,旁通连接管根据叶环部的热变形而变形,因此在旁通连接管与尾筒连接管之间能够抑制旁通流路的变形。
35.另外,在上述燃气轮机中,可以为,所述叶环部具有:叶环部主体,其设置有所述第一冷却流路、所述第二冷却流路、所述折回流路、所述第一连通流路的一部分即第一槽部、以及所述第二连通流路的一部分即第二槽部;第一堵塞构件,其以能够装卸的方式紧固于所述叶环部主体,堵塞所述第一槽部从而在该第一堵塞构件与所述第一槽部之间形成所述第一连通流路;以及所述尾筒连接部,其以能够装卸的方式紧固于所述叶环部主体,堵塞所述第二槽部从而在该尾筒连接部与所述第二槽部之间形成所述第二连通流路。
36.另外,在上述燃气轮机中,可以为,在所述叶环部中,所述折回流路彼此在所述绕轴方向上连通。
37.根据本发明,能够使冷却介质经由折回流路而沿绕轴方向流通,因此能够抑制在叶环部的绕轴方向上形成温度分布的情况。
38.另外,在上述燃气轮机中,可以为,所述第一冷却流路以及所述第二冷却流路配置在从所述旋转轴沿所述径向延伸的假想直线上。
39.根据本发明,第二冷却流路紧密地配置在叶环部的径向的内侧。由此,能够有效地冷却叶环部的径向的内侧。
40.另外,在上述燃气轮机中,可以为,所述叶环部具有沿所述径向贯穿的空腔供给流路,所述第一冷却流路以及所述第二冷却流路配置在与所述空腔供给流路相对应的位置。
41.根据本发明,在第一冷却流路以及第二冷却流路中流动的冷却介质构成为直接冷却来自空腔供给流路侧的热量输入,并阻断从空腔供给流路向叶环部内部的热量转移,因此能够抑制在叶环部内产生温度分布的情况。
42.另外,在上述燃气轮机中,可以为,所述叶环部具有向所述径向的外侧突出的隔壁部,所述第一连通流路配置在所述隔壁部。
43.根据本发明,能够通过具有隔壁部来提高叶环部的刚性,能够通过在隔壁部的内部配置第一连通流路来抑制在突出部形成径向的温度分布的情况。由此,能够有效地抑制隔壁部的热变形。
44.另外,在上述燃气轮机中,可以为,所述叶环部具有:多条第三冷却流路,其配置在比所述第一冷却流路更靠所述径向的外侧的位置,沿所述轴线方向延伸,且沿所述绕轴方向排列配置;以及第二折回流路,其将所述第三冷却流路以及所述第一冷却流路中的、所述
轴线方向的相同一侧的端部彼此连接。
45.根据本发明,能够沿径向配置三级以上的沿旋转轴的绕轴方向排列的多条冷却流路。由此,叶环部在径向上有效地被冷却,因此能够更有效地抑制在叶环部的径向上形成温度分布的情况。
46.对于本发明的一个方案的叶环部的制造方法,所述叶环部在覆盖燃气轮机的转子的筒状的外壳设置有多个,以所述转子的旋转轴为中心而形成为环状,且覆盖动叶段以及静叶段,所述叶环部的制造方法包括:形成叶环部主体的工序,所述叶环部主体具有:多条第一冷却流路,其配置在以所述旋转轴为中心的径向的外侧,沿轴线方向延伸,且沿绕轴方向排列配置;多条第二冷却流路,其配置在比所述第一冷却流路更靠所述径向的内侧的位置,沿所述轴线方向延伸,且沿所述绕轴方向排列配置;折回流路,其将所述第一冷却流路以及所述第二冷却流路中的、所述轴线方向的相同一侧的端部彼此连接;第一连通流路,其将所述第一冷却流路彼此在所述绕轴方向上连通;以及第二连通流路,其将所述第二冷却流路彼此在所述绕轴方向上连通;在所述第一连通流路与所述折回流路之间形成所述第一冷却流路的工序;通过两个阶段在所述第二连通流路与所述折回流路之间形成所述第二冷却流路的工序;将堵塞所述第一连通流路的第一堵塞构件安装于所述叶环部从而形成第一连通流路的工序;以及将堵塞所述第二连通流路的第二堵塞构件安装于所述叶环部的工序。
47.根据本发明,通过将第一堵塞构件以及第二堵塞构件紧固于叶环部主体,能够容易地形成第一连通流路以及第二连通流路。通过将第一堵塞构件以及第二堵塞构件从叶环部主体取下,能够容易地使第一槽部以及第二槽部向外部露出。
48.根据本发明,也可以为,所述第一连通流路在轴线方向的端部具备第一槽部,第二连通流路在轴线方向的端部具备第二槽部,所述第一堵塞构件以能够装卸的方式紧固于所述叶环部主体,从而能够堵塞所述第一槽部,所述第二堵塞构件以能够装卸的方式紧固于所述叶环部主体,从而能够堵塞所述第二槽部。
49.发明效果
50.根据本发明,可提供能够对在叶环部的径向上形成温度分布的情况进行抑制的燃气轮机、以及叶环部的制造方法。
附图说明
51.图1是表示第一实施方式的燃气轮机的整体结构的概要图。
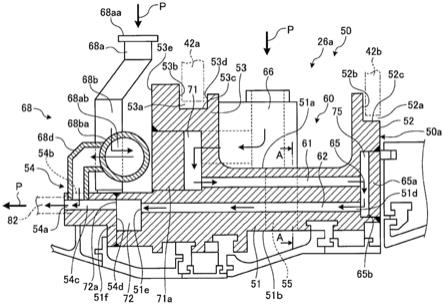
52.图2是示出涡轮的叶环部的附近的剖视图。
53.图3是示出涡轮的叶环部的一例的剖视图。
54.图4是示出叶环部的一例的立体图。
55.图5是叶环部的冷却流路的系统图。
56.图6是叶环部的冷却流路的变形例的系统图。
57.图7是示出沿着图3中的a-a剖面的结构的图。
58.图8是示出第二实施方式的叶环部的一例的剖视图。
59.图9是示出叶环部的一部分的例子的立体图。
60.图10是叶环部的冷却流路的系统图。
61.图11是示出沿着图8中的b-b剖面的形状的图。
62.图12是示出第三实施方式的叶环部的一例的剖视图。
63.图13是示出叶环部的一部分的例子的立体图。
64.图14是示出叶环部的制造工序的流程图。
65.附图标记说明
66.11 压缩机
67.12 燃烧器
68.12a 尾筒
69.13 涡轮
70.14 机室
71.20 吸气室
72.21 压缩机机室
73.22 入口引导叶
74.23、27 静叶
75.24、28 动叶
76.25 抽气室
77.26 涡轮机室
78.29 排气机室
79.30 排气室
80.31 排气扩散器
81.32 转子
82.33、34 轴承部
83.35、36、37 腿部
84.42a 上游侧外侧隔壁部
85.42b 下游侧外侧隔壁部
86.50、150、250 叶环部
87.50a、150a、250a 叶环部主体
88.51、151、251 圆筒部
89.51a、151a、251a 圆筒部外周面
90.51b、151b、251b 圆筒部内周面
91.51d、151d、251d 流路开口(第一开口)
92.51e、151e、251e 流路开口第二开口)
93.52、152、252 下游侧内侧隔壁部
94.53、153、253 上游侧内侧隔壁部
95.54、154、254 尾筒连接部(第二堵塞构件)
96.54a、154a、254a 尾筒侧连通孔
97.54b、154b、254b 旁通连接孔
98.54c、154c、254c 排出流路
99.55、155、255 空腔供给流路
100.60、160、260 冷却流路
101.61、161、261 第一冷却流路
102.62、162、262 第二冷却流路
103.65、165、265 折回流路
104.65b、165b、265b 底面
105.66 取入流路
106.68、168、268 旁通流路
107.68a 旁通入口管
108.68b、168b、268b 旁通连接管
109.68c、168c、268c 热伸长吸收部
110.68d、168d、268d 入口连接管
111.70、170、270 连通流路
112.71、171、271 第一连通流路
113.72、172、272 第二连通流路
114.75、175、275 折回连通流路
115.80 冷却介质循环机构
116.81 供给配管
117.82 排出配管
118.83 旁通配管
119.84 冷却器
120.85 压缩器
121.86 三通阀
122.100 燃气轮机
123.162a、262a 上游侧流路
124.162b、262b 下游侧流路
125.163、263 第三冷却流路
126.173 第三连通流路
127.251c 第一堵塞构件
128.257 第一槽部
129.258 第二槽部
130.c 旋转轴
131.g 燃烧气体
132.l1、l2 假想直线
133.p 冷却介质。
具体实施方式
134.以下,基于附图对本发明的燃气轮机、以及叶环部的制造方法的实施方式进行说明。需要说明的是,本发明不被该实施方式限定。另外,在下述实施方式的构成要素中,包括本领域技术人员能够且容易置换的要素、或者实质上相同的要素。
135.《第一实施方式》
136.图1是表示本实施方式的燃气轮机100的整体结构的概要图。如图1所示,燃气轮机100具备压缩机11、燃烧器12、以及涡轮13。燃气轮机100与未图示的发电机连结,并通过该发电机成为能够发电。
137.压缩机11具有取入空气的吸气室20,在压缩机机室21内配置有入口引导叶(igv:inlet guide vane)22,且沿空气的流动方向(后述的转子32的轴向)交替地配置有多个静叶23和多个动叶24,在压缩机11的外侧设置有抽气室25。该压缩机11通过对从吸气室20取入的空气进行压缩来生成高温、高压的压缩空气,并将该压缩气体供给至机室14。
138.燃烧器12被供给燃料和由压缩机11压缩并积存于机室14的高温、高压的压缩空气,并通过使它们燃烧来生成燃烧气体。在涡轮13的涡轮机室26内,沿燃烧气体的流动方向(后述的转子32的轴向)交替地配置有多个静叶27和多个动叶28。并且,在该涡轮机室26中,在燃烧气体的流动方向的下游侧隔着排气机室29配置有排气室30,排气室30具有与涡轮13连结的排气扩散器31。该涡轮由来自燃烧器12的燃烧气体驱动,从而驱动在同轴上连结的发电机(未图示)。
139.转子(旋转轴)32以贯穿压缩机11、燃烧器12、涡轮13以及排气室30的中心部的方式配置。转子32能够向旋转轴c的绕轴方向(以下,标记为“绕轴方向”)旋转。具体而言,转子32的压缩机11侧的端部被轴承部33支承为旋转自如,且排气室30侧的端部被轴承部34支承为旋转自如。并且,该转子32在压缩机11中重叠固定有多个装配有各动叶24的盘状物。另外,该转子32在涡轮13中重叠固定有多个装配有各动叶28的盘状物,且在吸气室20侧的端部连结有发电机(未图示)的驱动轴。
140.并且,在该燃气轮机100中,压缩机11的压缩机机室21被腿部35支承,涡轮13的涡轮机室26被腿部36支承,排气室30被腿部37支承。
141.因此,在压缩机11中,从吸气室20取入的空气通过入口引导叶22、多个静叶23与动叶24而被压缩,从而成为高温、高压的压缩空气。在燃烧器12中,对该压缩空气供给规定的燃料并使之燃烧。在涡轮13中,由燃烧器12生成的高温、高压的燃烧气体g通过涡轮13中的多个静叶27与动叶28,从而驱动转子32旋转,进而驱动与该转子32连结的发电机。另一方面,燃烧气体g在动能被排气室30的排气扩散器31转换为压力并减速后,被释放到大气中。需要说明的是,由压缩机11压缩的一部分压缩空气在压缩机11的中间级被抽气,并被供给至涡轮机室26。被供给至涡轮机室26的抽气空气积存于涡轮机室空间26a,且被用于涡轮侧的高温部件等的冷却。
142.图2是示出涡轮13的叶环部50的附近的剖视图。图3是示出涡轮13的叶环部50的一例的剖视图。如图2以及图3所示,涡轮13具有圆筒形状的涡轮机室(外壳)26。在涡轮机室26中,在燃烧气体g的流动方向的下游侧连结有呈圆筒形状的排气机室29。在排气机室29中,在燃烧气体g的流动方向的下游侧配置有呈圆筒形状的排气室30(排气扩散器31)。在排气室30中,在燃烧气体g的流动方向的下游侧设置有排气管道(未图示)。
143.在涡轮机室26的内周部,以在燃烧气体g的流动方向的前后隔开规定间隔的方式一体地形成有上游侧外侧隔壁部42a以及下游侧外侧隔壁部42b。在该上游侧外侧隔壁部42a以及下游侧外侧隔壁部42b的内侧支承有叶环部50,该叶环部50呈沿绕轴方向被分割成两部分的环形状。该叶环部50在绕轴方向的分割部被螺栓紧固,形成圆筒形状的构造物。
144.图4是示出叶环部50的一部分的立体图。如图3以及图4所示,叶环部50主要包括:作为叶环部50的主要部分的叶环部主体50a、形成燃烧器12与叶环部50的连接部的尾筒连接部54、以及形成供冷却介质p绕过叶环部50的流路的旁通流路68。
145.叶环部主体50a具有:在内部具有冷却流路60的圆筒部51、下游侧内侧隔壁部52、以及上游侧内侧隔壁部53。圆筒部51与旋转轴c平行地配置。圆筒部51的中心轴与旋转轴c大致一致。下游侧内侧隔壁部52从圆筒部51的外周面51a向以旋转轴c为中心的径向(以下,标记为“径向”)的外侧突出,沿绕轴方向设置为环状。下游侧内侧隔壁部52在旋转轴c的轴线方向(以下,标记为“轴线方向”)上,配置在圆筒部51的涡轮13侧的轴线方向的下游侧的端部。在下游侧内侧隔壁部52的端部的角部形成有环状的端部槽部52a,该环状的端部槽部52a沿绕轴方向形成为剖面l字状。在端部槽部52a嵌入有形成在涡轮机室26的内周面的下游侧外侧隔壁部42b,形成端部槽部52a的下游侧内侧隔壁部52的朝向轴线方向下游侧的侧面52b、与下游侧外侧隔壁部42b的朝向轴线方向上游侧的面接触。需要说明的是,在下游侧外侧隔壁部42b的朝向径向的内侧的内周面、与形成端部槽部52a的下游侧内侧隔壁部52的朝向径向外侧的内周面52c之间,形成有吸收叶环部主体50a的径向的热伸长差的间隙。在此,轴线方向的上游侧是指从叶环部50观察压缩机11的方向,轴线方向的下游侧是指从叶环部50观察排气室30的方向。
146.上游侧内侧隔壁部53配置在比下游侧内侧隔壁部52更靠轴线方向的上游侧的位置,且上游侧内侧隔壁部53从圆筒部51的外周面51a向径向的外侧突出并沿绕轴方向设置为环状。在上游侧内侧隔壁部53形成有沿绕轴方向形成的隔壁槽部53a,且在上游侧内侧隔壁部53嵌入有在涡轮机室26的内周面形成的上游侧外侧隔壁部42a。上游侧外侧隔壁部42a的朝向轴线方向的上游侧的面、与形成隔壁槽部53a的上游侧内侧隔壁部53的朝向轴线方向下游侧的侧面53b接触,且在接触面形成有密封面。通过在上游侧内侧隔壁部53的侧面53b设置密封面来保持机室14内的空气压力。需要说明的是,在形成端部槽部52a的下游侧内侧隔壁部52的朝向轴线方向下游侧的侧面52b与下游侧外侧隔壁部42b的朝向轴线方向上游侧的面之间的接触面上,设置有弹簧等按压机构(未图示)。通过该按压机构,经由侧面52b向轴线方向的上游侧按压叶环部50,从而防止机室空气从在上游侧内侧隔壁部53的密封面产生的间隙向轴线方向下游侧的涡轮机室空间26a泄漏的情况。
147.另外,在上游侧外侧隔壁部42a的朝向径向的内侧的内周面、与形成隔壁槽部53a的上游侧内侧隔壁部53的朝向径向外侧的内周面53c之间,形成有吸收涡轮机室26与叶环部主体50a的径向的热伸长差的间隙。同样地,在上游侧外侧隔壁部42a的朝向轴线方向的下游侧的侧面、与形成隔壁槽部53a的上游侧内侧隔壁部53的朝向轴线方向的上游侧的侧面53d之间,形成有吸收涡轮机室26与叶环部主体50a的轴线方向的热伸长差的间隙。
148.叶环部主体50a具有供冷却介质p流动的冷却流路60。冷却流路60具有:冷却圆筒部51的第一冷却流路61、配置在第一冷却流路61的冷却介质p的流动方向的下游侧的第二冷却流路62、以及将第一冷却流路61与第二冷却流路62连接的折回流路65。第一冷却流路61配置在圆筒部51的径向的外侧,且配置为接近圆筒部51a的外周面51b。第一冷却流路61以与轴线方向大致平行地方式延伸。第一冷却流路61沿绕轴方向排列配置有多条。
149.第二冷却流路62配置在圆筒部51中的比第一冷却流路61更靠径向的内侧的位置,且配置为接近圆筒部51的内周面51b。第二冷却流路62以与轴线方向大致平行的方式呈直
线状延伸。因此,第二冷却流路62与第一冷却流路61大致平行。第二冷却流路62沿绕轴方向排列配置有多条。
150.折回流路65将第一冷却流路61以及第二冷却流路62中的轴线方向的相同一侧的端部彼此连接。折回流路65配置在叶环部主体50a的轴线方向下游侧的端部。折回流路65是使在第一冷却流路61中流动的冷却介质p向第二冷却流路62折回的流路,如图3所示,折回流路65的通过旋转轴c的平面处的剖面形状是向径向的外侧延伸的矩形状的空间(空腔)。第一冷却流路61在折回流路65的径向外侧与折回流路65连接,第二冷却流路62在折回流路65的径向内侧与折回流路65连接。另外,折回流路65(折回连通流路75)也可以沿绕轴方向形成为环状。因此,折回流路65将多条第一冷却流路61与多条第二冷却流路62在绕轴方向上连通。需要说明的是,在折回流路65(折回连通流路75)沿绕轴方向形成为环状的情况下,为了冷却下游侧内侧隔壁部52整体,优选折回流路65的矩形剖面的径向的上端形成为接近下游侧内侧隔壁部52的内周面52c。
151.叶环部50可以具有连通流路70,该连通流路70向沿叶环部50的绕轴方向配置为环状的多条冷却流路60供给冷却介质p、或从多条冷却流路60集合冷却介质p,且与绕轴方向的各冷却流路60连通。连通流路70具有第一连通流路71以及第二连通流路72。第一连通流路71将沿绕轴方向排列的第一冷却流路61彼此在绕轴方向上连通。第一连通流路71设置在上游侧内侧隔壁部53的内部。如图3所示,第一连通流路71的通过旋转轴c的平面处的剖面形状是向径向的外侧延伸的矩形状。因此,在上游侧内侧隔壁部53的内部,在径向的外侧也能够供冷媒媒体p流通。第一连通流路71经由取入流路66而与供给冷却介质p的供给配管81(后述)连接。需要说明的是,为了冷却上游侧内侧隔壁部53整体,优选第一连通流路71的剖面形状采用矩形剖面形状,该矩形剖面形状的径向的流路宽度宽于轴线方向的流路宽度,且具有沿径向延伸的细长的流路宽度。另外,优选矩形剖面的径向的上端形成为接近上游侧内侧隔壁部53的内周面53c。
152.第二冷却流路62与在第二连通流路72的内壁形成的流路开口(第二开口)51e连接,该第二连通流路72形成在叶环部主体50a的轴线方向上游侧的端部。第二冷却流路62的轴线方向下游侧的端部与设置在折回流路65或折回连通流路75的流路开口(第一开口)51d连接。另外,第二冷却流路62也可以不与第一冷却流路61平行,而朝向轴线方向上游侧且向径向内侧倾斜。在该情况下,流路开口51d的中心形成在比流路开口51e的中心更靠径向外侧的位置。另外,流路开口51e的中心也可以形成在比折回流路65或折回连通流路75的径向内侧的底面65b更靠径向内侧的位置。若使第二冷却流路62向径向内侧倾斜,则第二冷却流路62配置为更接近圆筒部51的内周面51b侧,从而内周面51b的冷却被进一步强化。
153.第二连通流路72将沿绕轴方向排列的第二冷却流路62彼此在绕轴方向上连通。第二连通流路72例如在圆筒部51中的比上游侧内侧隔壁部53更靠轴线方向的上游侧的位置,设置在向燃烧器12侧突出的圆筒部51的内部。另外,第二连通流路72在比第一连通流路71更靠径向的内侧的位置,配置为接近圆筒部51的内周面51b。
154.第二连通流路72形成在圆筒部51的轴线方向上游侧的主体上游侧端面51f,具有从主体上游侧端面51f朝向轴线方向下游侧凹陷的剖面,且形成为沿绕轴方向延伸的环状槽状的连通开口72a。在第二连通流路72经由流路开口51e而连接有第二冷却流路62。另外,第二连通流路72与尾筒连接部54的排出流路54c连接,该尾筒连接部54以与轴线方向上游
侧的主体上游侧端面51f相邻的方式配置。
155.接下来,如图3以及图4所示,尾筒连接部54以与燃烧器12的设置数量相对应的方式配置在轴线方向的下游侧,且尾筒连接部54以与叶环部主体50a的圆筒部51的轴线方向的上游侧相邻的方式配置。尾筒连接部54是箱型状块构件,固定在叶环部主体50a的圆筒部51的轴线方向上游端的主体上游侧端面51f。尾筒连接部54以与在叶环部主体50a的轴线方向的上游侧配置的燃烧器12的尾筒12a相邻的方式配置在轴线方向的下游侧,且沿绕轴方向排列配置有多个。尾筒连接部54具有:尾筒侧连通孔54a,其经由排出配管82而与形成在尾筒12a(参照图2)侧的冷却流路(未图示)连通;旁通连接孔54b,其供旁通流路(后述)连接;排出流路54c,其与所述第二连通流路72连接,集合对冷却流路60进行冷却后的冷却介质p,且与尾筒侧连通孔54a连接。排出流路54c是向轴线方向上游侧延伸的流路,其经由在尾筒连接部54的轴线方向上游端形成的尾筒侧连通孔54a而与排出配管82连接。排出配管82与燃烧器12的冷却流路(未图示)连接。另外,排出流路54c经由旁通流路68(后述)而与旁通配管83连接。绕过叶环部主体50a而被供给至旁通配管83的冷却介质p被供给至旁通流路68,并从排出流路54c排出至排出配管82。
156.接下来,参照图2、图3以及图4,对在燃气轮机的起动时,使冷却介质p不流入叶环部而绕过叶环部的旁通流路进行以下说明。在燃气轮机100的起动时,动叶28的伴随高速旋转的移位与由来自燃烧气体的热量输入引起的移位重叠,从而动叶28朝向径向外侧移位。另一方面,在起动时,在不绕过(旁通)叶环部50而向叶环部50供给冷却介质p的情况下,叶环部50被在叶环部50中流动的冷却介质p冷却,从而叶环部50向径向内侧移位。其结果是,在燃气轮机100到达额定运转前的过渡期,有时会产生动叶28的前端部与叶环部50之间的余隙变得小于适当值的现象。为了避免该现象,优选如下方法,即在燃气轮机100的起动时,使冷却介质p不通过叶环部50而绕过叶环部50,在额定运转时向叶环部50供给冷却介质p。由此,能够在燃气轮机100的运转过渡期,抑制由冷却介质p引起的叶环部50向径向内侧的移位。另一方面,在来自压缩机11的抽气空气的一部分通过空腔供给流路55的过程中,叶环部50由于抽气空气而变热。由此,能够避免余隙变得过小的现象。其结果是,能够设定适当的余隙,从而能够缩短燃气轮机100的起动时间,提高燃气轮机100的效率。
157.旁通流路68包括:旁通入口管68a,其从冷却介质循环机构80(详细内容后述)接受冷却介质p;旁通连接管68b,其在圆筒部51的轴线方向的上游侧沿绕轴方向呈环状配置,且向尾筒连接部54供给冷却介质p;热伸长吸收部68c,其吸收旁通连接管68b的绕轴方向的热伸长;以及入口连接管68d,其将旁通连接管68b与形成于尾筒连接部54的旁通连接孔54b连结。
158.在图4所示的例子中,旁通入口管68a相对于一个上半部的叶环部50a,在绕轴方向的两个部位形成有圆筒状的旁通入口管68a。在旁通入口管68a中,在径向的外侧具备与冷却介质循环机构80连接的开口68aa,在径向的内侧具备与旁通连接管68b连接的开口68ab。开口68ab与在旁通连接管68b的外周面形成的开口68ba连接。旁通连接管68b的一部分从与旁通入口管68a正交的方向嵌入旁通入口管68a,从而旁通入口管68a的一部分与旁通连接管68b的一部分以相互贯穿的方式接合。旁通入口管68a与旁通连接管68b经由旁通入口管68a的开口68ab以及形成于旁通连接管68b的开口68ba而相互连通。
159.旁通连接管68b沿着尾筒连接部54的径向外侧的外表面并沿绕轴方向呈环状配
置,且固定于尾筒连接部54。另外,旁通连接管68b以接近上游侧内侧隔壁部53的朝向轴线方向的上游侧的侧面53e的方式配置在轴线方向的上游侧,但二者以互不接触的方式分离地配置。将二者分离是为了防止叶环部主体50a被在旁通流路68流动的冷却介质p冷却,从而防止在叶环部主体50a内产生温度分布。
160.另外,如前所述,沿绕轴方向延伸的旁通连接管68b与多根旁通入口管68a以及多根同尾筒连接部54连结的入口连接管68d连接。旁通连接管68b由多根连接管形成。在夹着旁通入口管68a以及入口连接管68d的旁通连接管68b的绕轴方向的两侧,配置有热伸长吸收部68,以吸收绕轴方向的旁通连接管68b的热伸长。对于热伸长吸收部68c,作为一例能够采用波纹管或沿轴线方向变形的u字管等,但并不限定于该例。设置热伸长吸收部68c的理由在于,旁通入口管68a以及尾筒连接部54固定于叶环部主体50a,因此旁通连接管68b与旁通入口管68a以及入口连接管68d连接的部位无法吸收旁通连接管68b的绕轴方向的热伸长。
161.入口连接管68d的一个端部与旁通连接管68b连通,另一个端部经由旁通连接孔54b而与形成在尾筒连接部54的排出流路54c连通。
162.图5是示出叶环部50的冷却流路60的流动的系统图。如前所述,在叶环部50的圆筒部51的外周面侧配置的第一冷却流路61在轴线方向的上游侧与沿绕轴方向形成为环状的第一连通流路71连接,在轴线方向的下游侧与沿绕轴方向形成为环状的折回连通流路75连接。并且,流入折回连通流路75的冷却介质p在折回连通流路75内向径向内侧方向折回,从而流入第二冷却流路62。第二冷却流路62配置在第一冷却流路61的径向的内侧,且配置为接近叶环部50的圆筒部51的内周面。第二冷却流路62沿轴线方向与第一冷却流路61平行地配置,在轴线方向的下游侧与沿绕轴方向形成为环状的折回连通流路75连接,在轴线方向的上游侧与第二连通流路72连接。
163.图5所示的例子将两条第一冷却流路61与两条第二冷却流路62作为一组进行配置。在组合了第一冷却流路61与第二冷却流路62的冷却流路的一组块体的绕轴方向的前后,后述的空腔供给流路55(图7)沿绕轴方向以夹着冷却流路的块体的方式接近地配置。并且,虽然在图5中未示出,但对于沿绕轴方向排列的、由各两条第一冷却流路61和第二冷却流路62构成的冷却流路的块体,多个块体以与沿绕轴方向配置的多个空腔供给流路55的位置相对应的方式配置。
164.第一连通流路71具备多条与冷却介质循环机构80连接的取入流路66。另外,第二连通流路72与向轴线方向的上游侧延伸的排出流路54c连接。排出流路54c以与燃烧器12的尾筒12a的位置相对应的方式沿绕轴方向配置有多条,且在轴线方向的上游侧与排出配管82连接。
165.旁通流路68配置在比排出流路54c更靠径向的外侧的位置,且沿绕轴方向形成为环状。旁通流路68具备多根与冷却介质循环机构80连接的旁通入口管68a。另外,旁通流路68具备形成为环状的旁通连接管68b,且具有与旁通连接管68b以及尾筒连接部54连接的入口连接管68d,该入口连接管68d以与尾筒连接部54的绕轴方向的位置相对应的方式连接。
166.图6是示出本实施方式的冷却流路60的流动的变形例的系统图。即,图6所示的冷却流路60是将折回连通通路75从图5所示的冷却流路60中取下的例子。即,在本变形例中,在圆筒部51的轴线方向的下游侧,具备作为沿径向较长地延伸的矩形状的空间(空腔)而形
成的折回流路65。第一冷却流路61在径向的外侧与折回流路65连接,第二冷却流路62在径向的内侧与折回流路65连接。折回流路65以与沿绕轴方向配置有多条的一组第一冷却流路61与第二冷却流路62的位置相对应的方式,以旋转轴c为中心而呈放射状地配置有多条。其他的冷却流路60以与第一实施方式相同的结构形成。
167.图7是示出沿着图3中的a-a剖面的结构的图。如图7所示,第一冷却流路61以及第二冷却流路62配置在从旋转轴c沿径向延伸的假想直线l1上。叶环部50具有沿径向贯穿的空腔供给流路55。第一冷却流路61以及第二冷却流路62配置在与空腔供给流路55相对应的位置。在本实施方式中,第一冷却流路61以及第二冷却流路62在绕轴方向上,以夹入空腔供给流路55的两侧的方式相邻地配置。但是,空腔供给流路55的上游侧与涡轮机室空间26a连通。前述的被供给至涡轮机室空间26a的抽气空气的一部分在空腔供给流路55中流动,被用于静叶27等高温部件的冷却。即,在空腔供给流路55中流动的压缩空气的温度成为比被供给至叶环部50的冷却流路60的冷却介质p高的温度。通过该结构,从在空腔供给流路55中流动的压缩空气侧向叶环部50转移的热量被在第一冷却流路61以及第二冷却流路62中流动的冷却介质p直接冷却。其结果是,能够阻断从空腔供给流路55向叶环部50的内部的热量转移,从而抑制在叶环部50内产生温度分布的情况。
168.需要说明的是,如图2所示,被供给至叶环部50的冷却介质p从另行设置的冷却介质循环机构80供给。冷却介质循环机构80具有冷却器84、压缩器85、以及三通阀(供给目的地切换部)86。冷却器84取入燃烧器12周围的机室空气(冷却介质p)并将其冷却,然后将其向压缩器85送出。压缩器85将来自冷却器84的空气压缩并将其向三通阀86送出。三通阀86与上述压缩器85、供给配管81、以及旁通配管83连接。供给配管81与叶环部50的取入流路66连接,旁通配管83与旁通入口管68a连接。三通阀86能够将来自压缩器85的空气切换供给至配管81或旁通配管83。因此,在燃气轮机100处于稳态运转的情况下,将三通阀86切换为使冷却介质p向供给配管81侧流动,以将冷却介质p供给至叶环部50。在燃气轮机100处于起动时的情况下,不需要冷却介质p向叶环部50的供给,因此将三通阀86切换为使冷却介质p向旁通配管83侧流动。
169.在上述那样构成的叶环部50中,从供给配管81供给的冷却介质p流入叶环部主体50a的内部。流入叶环部主体50a的内部的冷却介质p沿着冷却流路60以及连通流路70流动,吸收叶环部主体50a的热量并从排出配管82排出。
170.具体而言,被取入叶环部主体50a的内部的冷却介质p经由取入流路66而供给至第一连通流路71。冷却介质p在第一连通流路71的内部沿绕轴方向流动,以遍及第一连通流路71的绕轴方向整体的方式被供给。另外,冷却介质p从第一连通流路71向第一冷却流路61流动。该冷却介质p在第一冷却流路61中沿轴线方向朝向涡轮13侧流动,被供给至折回流路65(折回连通流路75)。
171.被供给至折回连通流路75的冷却介质p在折回连通流路75的内部沿绕轴方向流动。另外,在图6所示的、不具备折回连通流路75的第一实施方式的变形例的情况下,被供给至折回流路65的冷却介质p沿着折回流路65向径向的内侧流动,被供给至第二冷却流路62。
172.被供给至第二冷却流路62的冷却介质p在第二冷却流路62中沿着轴线方向朝向燃烧器12侧流动,被供给至第二连通流路72。这样,在叶环部50中,由沿径向排列配置的第一冷却流路61与第二冷却流路62形成供冷却介质p沿轴线方向的反向流动的对置流路。因此,
在叶环部50,沿径向形成有多级冷却介质p的流动。
173.被供给至第二连通流路72的冷却介质p在第二连通流路72的内部沿绕轴方向流动,以遍及第二连通流路72的绕轴方向整体的方式被供给。另外,冷却介质p从第二冷却流路62排出,在第二连通流路72集合并向排出流路54c流动。该冷却介质p从排出流路54c向排出配管82流动,被供给至燃烧器12的冷却流路(未图示)。
174.另外,在燃气轮机的起动时,冷却介质p不向叶环部主体50a供给而向旁通流路68流动,并经由排出流路54c而向排出配管82排出。此时,旁通流路68不与叶环部主体50a发生接触,因此在燃气轮机的起动时,叶环部主体50a被旁通流路68冷却,而不会在叶环部主体50a的内部形成温度分布。
175.以下对本实施方式的叶环部50制造过程进行说明。首先,通过铸造或钣金等来制作叶环部主体50a。在该工序中,在构成叶环部主体50a的圆筒部51以及上游侧内侧隔壁部53中,供各冷却流路连接且配置在轴线方向末端的第一连通流路71以及折回流路65(折回连通流路75)通过机械加工而沿绕轴方向形成为环状槽。接下来,通过基于穿孔的机械加工形成第一冷却流路61以及第二冷却流路62。对于第一冷却流路61,从折回流路65(折回连通流路75)侧朝向第一连通流路71侧进行穿孔加工。对于第二冷却流路62,从折回流路65(折回连通流路75)侧朝向第二连通流路72侧进行穿孔加工,且在形成于第二连通流路的流路开口51e开口。接下来,通过焊接加工将第一堵塞构件(盖板71a)、第二堵塞构件(尾筒连接部54)以及盖板65a安装于叶环部主体50a,形成闭合的流路即第一连通流路71、第二连通流路72以及折回流路65(折回连通流路75)。接下来,在固定于叶环部主体50a的尾筒连接部54上安装旁通流路68。通过该制作工序,完成叶环部50的组装。
176.如上所述,在本实施方式的燃气轮机100中,在叶环部50中,在径向的外侧沿绕轴方向配置有多条第一冷却流路61,在径向的内侧沿绕轴方向配置有多条第二冷却流路62。并且,第一冷却流路61与第二冷却流路62在轴线方向的相同一侧的端部由于折回流路65而被折回。因此,能够沿径向配置多级沿绕轴方向排列的多条冷却流路60。由此,叶环部50在径向的多个部位的范围内被冷却,因此能够抑制在叶环部50的径向上形成温度分布的情况。
177.《第二实施方式》
178.接下来,对第二实施方式进行说明。图8是示出第二实施方式的叶环部150的一部分的例子的剖视图。图9是示出本实施方式的叶环部150的一例的立体图。图10是本实施方式的冷却流路160的系统图。图11是示出沿着图9中的b-b剖面的形状的图。第二实施方式以在叶环部主体150a的上游侧内侧隔壁部153以及圆筒部151的轴线方向的上游侧实现取入流路66的上游侧区域的进一步冷却强化为主要目的,在具备沿径向设置有三级的冷却流路160这一点上与第一实施方式不同。在第二实施方式中,以与第一实施方式的不同点为中心进行说明。需要说明的是,对与第一实施方式的叶环部50相同的构成要素标注相同的附图标记,并省略或简化说明。
179.如图8所示,叶环部150具有叶环部主体150a、尾筒连接部154、以及旁通流路168。并且,叶环部主体150a具有圆筒部151、下游侧内侧隔壁部152、以及上游侧内侧隔壁部153。与第一实施方式的叶环部50的叶环部主体50a相比,在本实施方式的叶环部150的叶环部主体150a中,例如上游侧内侧隔壁部153的径向厚度朝向径向的外侧而变厚。另外,上游侧内
侧隔壁部153的径向的内侧的圆筒部151具有朝向轴线方向的上游侧且朝向径向的内侧而变厚的剖面形状。
180.圆筒部151具有供冷却介质p流动的冷却流路160以及连通流路170。冷却流路160具有第一冷却流路161、第二冷却流路162、以将第一冷却流路161与第二冷却流路162连接的折回流路165(折回连通流路175)。连通流路170具有第一连通流路171、以及第二连通流路172。需要说明的是,本实施方式中的第一连通流路171在第一连通流路171的径向的内侧与第一冷却流路161连接,在径向的外侧与后述的第三冷却流路163连接。另外,折回流路165(折回连通流路175)可以与第一实施方式中的折回流路75同样地是沿绕轴方向延伸的环状流路。
181.在本实施方式中,第二冷却流路162具有与折回流路165(折回连通流路175)连接的上游侧流路162a、以及经由流路开口(第二开口)151e而与第二连通流路172连接的下游侧流路162b,这一点与第一实施方式不同。上游侧流路162a从该上游侧流路162a与折回流路165(折回连通流路175)的连接部分即流路开口(第一开口)151d朝向轴线方向的上游侧,以向径向的内侧倾斜的状态呈直线状延伸。并且,上游侧流路162a在中间点即q点改变延伸方向并向径向外侧弯曲从而弯折,进而与下游侧流路162b连接。下游侧流路162b向轴线方向的上游侧进一步延伸,经由流路开口151e而与第二连通流路172连接。即,第二冷却流路162形成在中间点q向径向的外侧弯曲的弯折流路。即,流路开口151d的中心形成在比流路开口151e的中心更靠径向外侧的位置。另外,流路开口151e的中心也可以形成在比折回流路165(折回连通流路175)的径向内侧的底面165b更靠径向内侧的位置。在该结构中,在圆筒部151中,能够在比第一实施方式的第二冷却流路62更靠径向的内侧的位置形成流路,从而能够进一步强化圆筒部151的内周面151b附近的冷却。
182.另外,第二冷却流路162也可以从流路开口151d至流路开口151e为止形成为直线状。若采用这样的结构,则与弯折流路相比,维护更容易,加工也变得容易。
183.另外,在本实施方式中,叶环部主体150a的上游侧内侧隔壁部153还具有第三冷却流路163。第三冷却流路163配置在比第一冷却流路161更靠径向的外侧的位置。第三冷却流路163沿轴线方向延伸,且沿绕轴方向排列配置有多条。另外,第一连通流路171兼作为将第三冷却流路163以及第一冷却流路161中的、轴线方向的相同一侧的端部彼此连接的第二折回流路。如图11所示,第三冷却流路163、第一冷却流路161以及第二冷却流路162配置在从旋转轴c沿径向延伸的假想直线l2上。需要说明的是,第三冷却流路163只要在比第一冷却流路161更靠径向的外侧的位置沿绕轴方向均等地配置即可,也可以不配置在假想直线l2上。
184.另外,在本实施方式中,连通流路170还具有第三连通流路173。第三连通流路173将沿绕轴方向排列的第三冷却流路163彼此在绕轴方向上连通。第三连通流路173设置在上游侧内侧隔壁部153的内部。第三连通流路173与供给冷却介质p的取入流路66连接。需要说明的是,对于冷却流路160以及连通流路170的其他结构,与第一实施方式中的冷却流路60以及连通流路70大致相同。
185.本实施方式的冷却流路160的流动的系统图如图10所示。本实施方式的系统图追加了第三冷却流路163以及第三连通流路173,第二冷却流路162的形状具有弯折形状(图8),这一点与第一实施方式的冷却流路60不同,但其他结构与第一实施方式相同。需要说明
的是,在图10中,作为将第一冷却流路161与第二冷却流路162连接的流路,在轴线方向下游侧的端部配置有折回连通流路175。但是,与图6所示的第一实施方式的变形例同样地,也可以不设置折回连通流路175,而具备作为沿径向较长地延伸的矩形状的空间(空腔)而形成的折回流路165。
186.另外,在本实施方式中,叶环部150在圆筒部151的轴线方向的上游侧,在燃烧器12侧的端部具有尾筒连接部154。尾筒连接部154沿绕轴方向排列配置有多个。尾筒连接部154具有:尾筒侧连通孔154a,其经由排气配管82而与形成在尾筒12a侧的冷却流路(未图示)连通;旁通连接孔154b,其供旁通流路168(后述)连接;以及排出流路154c,其将对冷却流路160进行冷却后的冷却介质p集合在第二连通流路172,且与尾筒侧连通孔154a连接。
187.与第一实施方式同样地,旁通流路168包括:旁通入口管68a,其从前述的冷却介质循环机构80接受冷却介质p;旁通连接管168b,其在圆筒部151的轴线方向的上游侧沿绕轴方向呈环状配置,且向尾筒连接部154供给冷却介质p;热伸长吸收部168c,其吸收旁通连接管168b的热伸长;以及入口连接管168d,其将旁通连接管168b与形成于尾筒连接部154的旁通连接孔154b连结。旁通连接管168b以沿轴线方向远离上游侧内侧隔壁部153的轴线方向上游端的侧面153e的方式配置。因此,在旁通流路168中流动的冷却介质p的流动不会对叶环部主体150a的温度分布造成影响。旁通流路的详细结构与第一实施方式相同,省略详细说明。
188.以下对本实施方式的叶环部150制造过程进行说明。首先,通过铸造或钣金来制作叶环部主体150a。在该工序中,在构成叶环部主体150a的圆筒部151以及上游侧内侧隔壁部153中,通过机械加工而形成有供各冷却流路160连接且配置在轴线方向的末端的连通流路170。即,加工沿绕轴方向延伸的环状槽部,该环状槽部形成第一连通流路171、第二连通流路172以及折回流路(折回连通流路175)。通过机械加工,使环状槽部形成为从圆筒部151的轴线方向上游端向轴线方向的下游侧凹陷的槽状、或从圆筒部151的轴线方向下游端向上游侧凹陷的槽状。并且,将形成第三连通流路173且沿绕轴方向延伸的环状槽部通过机械加工形成在上游侧内侧隔壁部153的隔壁槽部153a。第三连通流路173的槽部作为沿着隔壁槽部153a的绕轴方向从底面153c向径向内侧凹陷的凹部而形成。接下来,通过基于穿孔的机械加工形成第一冷却流路161以及第三流路173。对于第一冷却流路161,从第一连通流路171侧朝向折回流路165(折回连通流路175)侧进行穿孔加工。对于第三冷却流路163,从第一连通流路171侧朝向第三连通流路173侧进行穿孔加工。接下来,通过基于两个阶段的穿孔的机械加工形成第二冷却流路162。即,在图8中,在第一阶段,从折回流路165或折回连通流路175朝向轴线方向的上游侧的q点,通过基于穿孔的机械加工形成第二冷却流路162a。接下来,作为第二阶段,从第二连通流路172侧朝向轴线方向的下游侧的q点,通过机械加工进行穿孔加工。当到达q点时,第二冷却流路162a、162b合体,从而形成第二冷却流路162的整体流路。接下来,通过焊接加工将第一堵塞构件(盖板171a)、第二堵塞构件(尾筒连接部154)以及盖板173a或盖板165a或盖板175a安装于叶环部主体150a,形成闭合的流路即第一连通流路171、第二连通流路172以及折回流路165或折回连通流路175。接下来,在固定于叶环部主体150a的尾筒连接部154上安装旁通流路168。通过该制作工序,完成叶环部150的组装。
189.如上所述,在本实施方式的叶环部150中,能够沿径向配置三级以上的沿绕轴方向
排列的多条冷却流路160。由此,叶环部150在径向上有效地被冷却,因此能够更有效地抑制在叶环部150的径向上形成温度分布的情况。
190.另外,在本实施方式的叶环部150中,在燃气轮机100的起动时,能够使冷却介质p绕过叶环部主体150a,从而经由旁通流路168有效地向尾筒12a侧流动。因此,能够以不对叶环部主体150a的温度分布造成影响的方式运转,从而实现燃气轮机100的起动时间的缩短。另外,旁通连接管168b具备热伸长吸收部168c,因此能够抑制在旁通连接管168b产生的热应力。
191.《第三实施方式》
192.接下来,对第三实施方式进行说明。图12是示出第三实施方式的叶环部250的一部分的例子的剖视图。图13是示出叶环部250的一例的立体图。在第三实施方式中,叶环部250的一部分的结构与第二实施方式不同,因此以与第二实施方式的不同点为中心进行说明。需要说明的是,对与第二实施方式的叶环部150相同的构成要素标注相同的附图标记,并省略或简化说明。
193.如图12以及图13所示,本实施方式的叶环部250具有图叶环部主体250a、尾筒连接部254(第二堵塞构件)、以及旁通流路268。并且,叶环部主体250a具有圆筒部251、下游侧内侧隔壁部252、上游侧内侧隔壁部253、以及第一堵塞构件251c。在本实施方式中,采用以下结构:相对于叶环部主体250a的圆筒部251或上游侧内侧隔壁部253,堵塞构件251c通过螺栓等固定构件bt而以能够从轴线方向的上游侧装卸的方式固定在与径向的第一连通流路271相对应的位置。另外,尾筒连接部254(第二堵塞构件)与圆筒部251的向轴线方向的上游侧突出的端部连接,但与堵塞构件251c同样地,尾筒连接部254与圆筒部251的连接构成为通过螺栓等固定构件bt而能够从轴线方向的上游侧装卸。
194.与第二实施方式同样地,叶环部主体250a的冷却流路260具有第一冷却流路261、第二冷却流路262、第三冷却流路263、以及折回流路265(折回连通流路275)。在本实施方式中,与第二实施方式同样地,第二冷却流路262具有:与折回流路265(折回连通流路275)连接的上游侧流路262a、以及经由流路开口(第二开口)251e而与第二连通流路272连接的下游侧流路262b。上游侧流路262a从该上游侧流路262a与折回流路265(折回连通流路275)的连接部分即流路开口(第一开口)251d朝向轴线方向的上游侧,以向径向的内侧倾斜的状态呈直线状地延伸。并且,上游侧流路262a在中间点即q点改变延伸方向并向径向外侧弯曲从而弯折,进而与下游侧流路262b连接。下游侧流路262b向轴线方向的上游侧进一步延伸,经由流路开口251e而与第二连通流路272连接。即,第二冷却流路262形成在中间点q向径向的外侧弯曲的弯折流路。即,流路开口251d的中心形成在比流路开口251e的中心更靠径向外侧的位置。另外,流路开口251e的中心也可以形成在比折回流路265(折回连通流路275)的径向内侧的底面265b更靠径向内侧的位置。在该结构中,在圆筒部251中,能够在比第一实施方式的第二冷却流路62更靠径向的内侧的位置形成流路,从而能够进一步强化圆筒部251的内周面251b附近的冷却。另外,第二冷却流路262也可以从流路开口251d至流路开口251e为止形成为直线状。若采用这样的结构,则与弯折流路相比,维护更容易,加工也变得容易。另外,叶环部主体250a的连通流路270具有第一连通流路271、第二连通流路272、以及第三连通流路273。
195.另外,叶环部主体250的第一连通流路271在圆筒部251或上游侧内侧隔壁部253的
轴线方向的上游侧的端部253e,作为朝向轴线方向的上游侧开口的第一槽部257而沿绕轴方向形成为环状的槽状。第二连通流路272在圆筒部251的轴线方向的上游侧的端部即主体上游侧端面251f,作为朝向轴线方向的上游侧开口的第二槽部258而沿绕轴方向形成为环状的槽状。第一槽部257被第一堵塞构件251c堵塞,从而在第一堵塞构件251c与第一槽部257之间形成环状的第一连通流路271。同样地,第二槽部258被尾筒连接部254(第二堵塞构件)堵塞,从而在尾筒连接部254与第二槽部258之间形成环状的第二连通流路272。
196.另外,本实施方式中的尾筒连接部254以及旁通流路268的结构与第二实施方式相同。需要说明的是,尾筒连接部254采用能够装卸的结构,因此与尾筒连接部254连接的旁通流路268也采用能够装卸的结构。即,构成旁通流路268的旁通入口管68a、旁通连接管268b、热伸长吸收部268c、入口连接管268d也是容易分解且能够装卸的结构。另外,旁通连接管268b以沿轴线方向远离上游侧内侧隔壁部253的轴线方向上游端的侧面253e的方式配置。因此,在旁通流路268中流动的冷却介质p的流动不会对叶环部主体250a的温度分布造成影响。其他的结构与第二实施方式相同。
197.图14示出本实施方式中的叶环部的制作工序的流程图。首先,通过铸造或钣金等来制作叶环部主体250a(s1)。在该工序中,在构成叶环部主体250a的圆筒部251以及上游侧内侧隔壁部253中,通过机械加工而形成有供各冷却流路260连接且配置在轴线方向的末端的连通流路270。具体而言,形成第一连通流路271的第一槽部257、以及形成第二连通流路272的第二槽部258通过机械加工而形成。第一槽部257以及第二槽部258是从上游侧内侧隔壁部253的轴线方向上游端即侧面253e或圆筒部251的轴线方向的上游端的主体上游侧端面251f朝向轴线方向下游侧凹陷的凹部,其通过机械加工而形成为沿绕轴方向延伸的环状的槽状。另外,第三连通流路273是从上游侧内侧隔壁部253的径向的外表面侧的隔壁槽部253a的底面253c朝向径向内侧凹陷的凹部,其通过机械加工而形成为沿绕轴方向延伸的环状的槽状。折回流路265或折回连通流路275是从圆筒部251的轴线方向的下游侧端面的外表面侧朝向轴线方向上游侧凹陷的凹部,其通过机械加工而形成为沿绕轴方向延伸的环状槽。
198.接下来,通过基于穿孔的机械加工形成第一冷却流路261以及第三冷却流路263(s2)。对于第一冷却流路261,从第一槽部257侧朝向折回连通流路275侧进行穿孔加工。对于第三冷却流路263,从第一槽部271侧朝向第三连通流路273侧进行穿孔加工。另外,在上游侧内侧隔壁部253的轴线方向下游侧形成的取入流路66通过穿孔加工从下游侧内侧隔壁部252侧朝向第三连通流路273形成。
199.接下来,通过基于两个阶段的穿孔的机械加工形成第二冷却流路262(s3)。即,在图12中,在第一阶段,从折回流路265或折回连通流路275朝向轴线方向的上游侧的q点,通过基于穿孔的机械加工形成第二冷却流路262a。接下来,作为第二阶段,从第二槽部258侧朝向轴线方向的下游侧的q点进行穿孔加工。当到达q点时,第二冷却流路262a、262b合体,从而形成第二冷却流路262的整体流路。在该阶段中,形成将各冷却流路260以及各冷却流路260连接的空腔(连通流路)。
200.接下来,将第一堵塞构件251c安装于第一槽部257,形成第一连通流路271(s4)。即,第一堵塞构件251c以能够装卸的方式螺栓紧固在形成第一连通流路271的第一槽部257的位置,从而将第一槽部257堵塞。并且,通过焊接加工将形成各连通流路的空腔的盖板
273a、265a、275a等安装于叶环部主体250a。由此,形成封闭的第一连通流路271、第三连通流路273以及折回连通流路275。
201.接下来,将第二堵塞构件(尾筒连接部254)安装于第二槽部258,形成第二连通流路272。即,通过螺栓紧固将尾筒连接部254以能够装卸的方式安装于在叶环部主体250a的圆筒部251形成的第二槽部258的位置,从而将第二槽部258堵塞。由此,形成封闭的第二连通流路272。
202.接下来,在固定于叶环部主体250a的尾筒连接部254上安装旁通流路268。通过该制作工序,完成叶环部250的组装。
203.需要说明的是,本实施方式的叶环部250通过取下以能够装卸的方式安装的尾筒连接部254(第二堵塞构件)、旁通流路268以及第一堵塞构件251c,能够容易地解放第一槽部257以及第二槽部258。因此,能够从第一连通流路271侧进行第一冷却流路261以及第三冷却流路263的内部检查。另外,能够从第二连通流路272侧进行第二冷却流路262的内部检查。即,第一堵塞构件以及第二堵塞构件采用能够装卸的结构,从而在燃气轮机的维护时,能够容易地进行所有冷却流路260(第一冷却流路261、第二冷却流路262、第三冷却流路263)的内部检查。
204.这样,在本实施方式中,通过将尾筒连接部254(第二堵塞构件)以及第一堵塞构件251c紧固于叶环部主体250a,能够容易地形成叶环部主体250a。另外,在燃气轮机的维护等时,通过将尾筒连接部254、旁通流路268以及第一堵塞构件251c从叶环部主体250a取下,能够容易地使第一槽部257以及第二槽部258向外部露出。因此,能够进行所有冷却流路260(第一冷却流路261、第二冷却流路262、第三冷却流路263)的内部检查,从而维护作业变得容易。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。