1.本实用新型涉及一种音圈装配加工技术,尤其涉及一种喇叭音圈装配用工装夹具。
背景技术:
2.喇叭是将电信号转化为声音信号的一种电声器件,现有的喇叭主要包括磁体、华司、音圈和振膜等,华司贴合固定于磁体上,用于均匀化磁体的磁场线,音圈为绕制而成的中空圈状结构,音圈与振膜连接,音圈通入电流后,可切割磁感线,产生位移的变动,带动振膜振动,发出声音,从而将电信号转化为声音信号。其中,在音圈制备完成后,需要将其装配到喇叭上,现有上述装配一般为人工装配,故存在对正精度低的问题。
技术实现要素:
3.本实用新型的目的是提供一种喇叭音圈装配用工装夹具,可在装配音圈前,先将音圈卡接到夹具的连接段上,而后借助夹具的定位板将音圈进行定位,防止在装配的过程中滚动,同时通过方位识别校正姿态,提高了对准度。
4.为实现上述目的,本实用新型提供了一种喇叭音圈装配用工装夹具,包括夹持段、固定于所述夹持段一端的定位板和固定于所述夹持段另一端的连接段,所述连接段的外圆周侧卡接有音圈,所述定位板对应所述音圈的焊盘的一侧设置有对准结构;
5.所述夹持段上且对应所述音圈顶端位置固定有高度限定台。
6.优选的,所述定位板包括半圆部和与所述半圆部的直径侧一体成型的定位部,所述定位部为具有方位识别作用的多边形板;
7.所述定位部背离所述半圆部的一侧设置有所述对准结构。
8.优选的,所述定位板包括椭圆部和与所述椭圆部的直径侧一体成型的定位部,所述定位部为具有方位识别作用的多边形板;
9.所述定位部背离所述半圆部的一侧设置有所述对准结构。
10.优选的,所述对准结构为设置于所述定位部侧面的直线型对准面或者倾斜型对准面。
11.优选的,所述定位板为矩形板,所述矩形板的拐角处设置有倒角。
12.优选的,所述夹持段为圆柱体结构或者多棱体结构。
13.因此,本实用新型采用上述结构的喇叭音圈装配用工装夹具,可在装配音圈前,先将音圈卡接到夹具的连接段上,而后借助夹具的定位板将音圈进行定位,防止在装配的过程中滚动,同时通过方位识别校正姿态,提高了对准度。
14.下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
附图说明
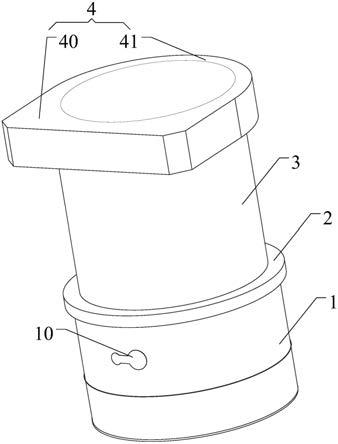
15.图1为本实用新型的实施例一种喇叭音圈装配用工装夹具的装配结构示意图;
16.图2为本实用新型的实施例一种喇叭音圈装配用工装夹具的结构示意图。
17.其中:1、音圈;10、焊盘;2、高度限定台;3、夹持段;4、定位板;40、定位部;400、倒角;41、半圆部;5、连接段。
具体实施方式
18.以下将结合附图对本实用新型作进一步的描述,需要说明的是,本实施例以本技术方案为前提,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围并不限于本实施例。
19.图1为本实用新型的实施例一种喇叭音圈装配用工装夹具的装配结构示意图;图2为本实用新型的实施例一种喇叭音圈装配用工装夹具的结构示意图,如图1和图2所示,本实用新型的结构包括夹持段3、固定于所述夹持段3一端的定位板4和固定于所述夹持段3另一端的连接段5,所述连接段5的外圆周侧卡接有音圈1,所述定位板4对应所述音圈1的焊盘10的一侧设置有对准结构,从而可在装配前定位音圈1的朝向;
20.所述夹持段3上且对应所述音圈1顶端位置固定有高度限定台2,高度限定台2的高度与音圈1的高度相适配。
21.优选的,所述定位板4包括半圆部41和与所述半圆部41的直径侧一体成型的定位部40,本实施例所述的定位板4为中空板,自重较轻,所述定位部40为具有方位识别作用的多边形板;所述定位部40背离所述半圆部41的一侧设置有所述对准结构。或者,所述定位板4包括椭圆部和与所述椭圆部的直径侧一体成型的定位部40,所述定位部40为具有方位识别作用的多边形板;所述定位部40背离所述半圆部41的一侧设置有所述对准结构,其中对准结构为设置于所述定位部40侧面的直线型对准面或者倾斜型对准面。需要说明的是图1和图2均是以定位板4由半圆部41和带有直线型对准面的定位部40组成为例进行说明,但是本领域技术人员应当能从附图以及本申请文字部分毫无疑问的推出由椭圆部和带有倾斜型对准面的定位部40组成的定位板4结构,故在此不做赘述。
22.优选的,所述定位板4为矩形板,所述矩形板的拐角处设置有倒角400。
23.优选的,所述夹持段3为圆柱体结构或者多棱体结构。
24.工作流程:首先将空音圈1套到连接段5上,直至音圈1顶端与高度限定台2底端抵接,通过观察定位部4的方位,将焊盘10卷贴到与定位板4设置对准结构的一侧,完成焊盘10的装配,借助转接机构(本实施例采用分度旋转式上料转接机)转入音圈1的线圈卷绕,并将引线成型至焊盘10,完成音圈1线圈两头引线的焊接到两侧焊盘10的其中一个焊点上,完成后下料。而后即可借助机械手或者其他夹取机构夹住夹持段3并传送到下一工序进行装配组装即可。
25.为进一步说明本申请公开的工装卡具的使用,公开了一种实例的喇叭音圈装配组装过程如下:喇叭骨架本体置于与其适配的装配具,安装好底振膜,外圈点胶使底振膜与喇叭骨架粘牢,人工或借助机械手将带音圈的工装夹具找准方位插入底振膜的铁芯中心孔,直抵铁芯孔底,内圈点胶将音圈与底振膜粘牢固,借助机构流转至引线自动焊接工序,焊好两条引线,转入喇叭外振盘装配点胶工序,完成后微旋转音圈装配用工装夹具,并拔出。
26.因此,本实用新型采用上述结构的喇叭音圈装配用工装夹具,可在装配音圈前,先将音圈卡接到夹具的连接段上,而后借助夹具的定位板将音圈进行定位,防止在装配的过
程中滚动,同时通过方位识别校正姿态,提高了对准度。
27.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案而非对其进行限制,尽管参照较佳实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本实用新型的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本实用新型技术方案的精神和范围。
技术特征:
1.一种喇叭音圈装配用工装夹具,其特征在于:包括夹持段、固定于所述夹持段一端的定位板和固定于所述夹持段另一端的连接段,所述连接段的外圆周侧卡接有音圈,所述定位板对应所述音圈的焊盘的一侧设置有对准结构;所述夹持段上且对应所述音圈顶端位置固定有高度限定台。2.根据权利要求1所述的一种喇叭音圈装配用工装夹具,其特征在于:所述定位板包括半圆部和与所述半圆部的直径侧一体成型的定位部,所述定位部为具有方位识别作用的多边形板;所述定位部背离所述半圆部的一侧设置有所述对准结构。3.根据权利要求1所述的一种喇叭音圈装配用工装夹具,其特征在于:所述定位板包括椭圆部和与所述椭圆部的直径侧一体成型的定位部,所述定位部为具有方位识别作用的多边形板;所述定位部背离所述椭圆部的一侧设置有所述对准结构。4.根据权利要求2或3所述的一种喇叭音圈装配用工装夹具,其特征在于:所述对准结构为设置于所述定位部侧面的直线型对准面或者倾斜型对准面。5.根据权利要求2或3所述的一种喇叭音圈装配用工装夹具,其特征在于:所述定位板为矩形板,所述矩形板的拐角处设置有倒角。6.根据权利要求1所述的一种喇叭音圈装配用工装夹具,其特征在于:所述夹持段为圆柱体结构或者多棱体结构。
技术总结
本实用新型公开了一种喇叭音圈装配用工装夹具,包括夹持段、固定于所述夹持段一端的定位板和固定于所述夹持段另一端的连接段,所述连接段的外圆周侧卡接有音圈,所述定位板对应所述音圈的焊盘的一侧设置有对准结构;所述夹持段上且对应所述音圈顶端位置固定有高度限定台。本实用新型采用上述结构的喇叭音圈装配用工装夹具,可在装配音圈前,先将音圈卡接到夹具的连接段上,而后借助夹具的定位板将音圈进行定位,防止在装配的过程中滚动,提高了对准度,同时为后续装配工序锁定了方位。同时为后续装配工序锁定了方位。同时为后续装配工序锁定了方位。
技术研发人员:熊志英 陆芳纳
受保护的技术使用者:深圳市银科达源自动化设备有限公司
技术研发日:2021.09.10
技术公布日:2022/4/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
