1.本实用新型涉及玻璃模具激光熔覆制造生产领域,具体为一种小口压吹冲头玻璃模具激光熔覆自动化生产系统。
背景技术:
2.在玻璃制品制造过程中,熔融的玻璃水温度高达1100℃以上,玻璃模具长期接触高温玻璃水,需要耐高温、抗氧化性能好。小口压吹法制造玻璃制品过程中,其所用的冲头一般向上运动,在初模和口模内压制玻璃液,其作用是使得玻璃液形成瓶口和初坯,冲头的冷却由压缩空气通过冷却器、空气循环流动而冷却,由于冲头长期上下运动,与高温玻璃水长期接触,温度高,同时与口模形成摩擦,因此需要提高其耐高温、耐磨、抗氧化和抗热疲劳等性能。
3.目前主要用到工艺手段为亚音速人工火焰喷涂、超音速火焰喷涂,其主要缺点是,喷涂层与冲头母材不是冶金结合,长期在高温玻璃水工作中,会导致涂层剥落而报废。而这两种工艺同时需要预热、保温、退火等工序,否则会出现裂纹及气孔,导致成品率低;喷涂过程中粉末利用率极低,造成了很高的生产成本。
技术实现要素:
4.本实用新型的目的在于提供一种小口压吹冲头玻璃模具激光熔覆自动化生产系统,以实现小口压吹冲头玻璃模具的激光熔覆功能,同时实现自动输料与下料,衔接前后道机加工工序。
5.本实用新型提供了一种小口压吹冲头玻璃模具激光熔覆自动化生产系统,包括稳压电源、半导体激光器、六轴机器人、送粉机、水冷机、激光熔覆头、传送带系统以及用于控制以上部件的机器人控制系统,所述传送带系统包括传送带,所述传送带上设有模具料箱,所述模具料箱内摆放有小口压吹冲头模具,所述六轴机器人上设有用于抓取小口压吹冲头模具的旋转夹爪。
6.本实用新型的进一步改进在于:所述传送带的一侧设有调节立柱,所述调节立柱上设有用于调节所述激光熔覆头的位置十字调节架,所述激光熔覆头设置在所述十字调节架上。
7.本实用新型的进一步改进在于:所述机器人控制系统、稳压电源、半导体激光器、六轴机器人、激光熔覆头和传送带系统均设置在系统工房内。
8.本实用新型的进一步改进在于:所述旋转夹爪与所述六轴机器人形成七轴协调联动,由所述机器人控制系统控制其转速,转速达到250转/min以上,且速度无极连续可调。
9.本实用新型的进一步改进在于:所述旋转夹爪的夹爪采用耐高温耐磨的合金钢制作,同时旋转夹爪设有自定心功能,确保夹取模具同心。
10.本实用新型的进一步改进在于:所述传送带贯穿于所述系统工房,所述传送带的入口和出口分别与小口压吹冲头模具的上下道工序衔接,且所述传送带的入口、出口及中
间位置均安装有位置感应传感器,并将位置信息传送给所述机器人控制系统。
11.本实用新型的进一步改进在于:所述模具料箱中每个小口压吹冲头模具的安装孔内均安装有弹簧装置,使六轴机器人在夹取模具时与模具为弹性接触。
12.本实用新型的有益效果是:为了解决以上亚音速、超音速喷涂及普通熔覆存在的问题,本实用新型涉及的一种小口压吹冲头玻璃模具激光熔覆自动化生产系统,通过设置合适的工艺参数,可以实现小口压吹冲头的激光熔覆自动化生产制造,使小口压吹冲头的使用寿命提升至少2倍,生产成本降低60-70%,生产效率提升1.5倍。
附图说明
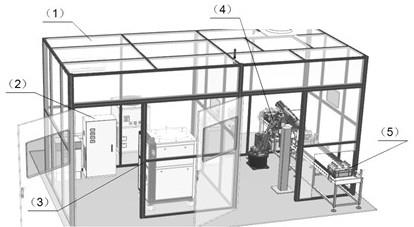
13.图1是本实用新型整体设备组成示意图;
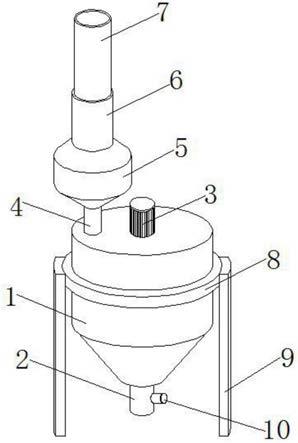
14.图2是本实用新型结构示意图;
15.图3是本实用新型中旋转夹爪和激光熔覆头示意图;
16.图4本实用新型的中模具料箱示意图;
17.图中:系统工房(1)、稳压电源(2)、半导体激光器(3)、六轴机器人(4)、模具料箱(5)、传送带系统(6)、送粉机(7)、激光熔覆头(8)、十字调节架(9)、调节立柱(10)、旋转夹爪(11)、水冷机(12)、小口压吹冲头模具(13)、机器人控制系统(14)、弹簧装置(15)。
具体实施方式
18.为了加深对本实用新型的理解,下面将结合附图和实施例对本实用新型做进一步详细描述,该实施例仅用于解释本实用新型,并不对本实用新型的保护范围构成限定。
19.本实施例提供了一种小口压吹冲头玻璃模具激光熔覆自动化生产系统,整套系统包括:系统工房(1)、稳压电源(2)、半导体激光器(3)、六轴机器人(4)、模具料箱(5)、传送带系统(6)、送粉机(7)、激光熔覆头(8)、十字调节架(9)、调节立柱(10)、旋转夹爪(11)、水冷机(12)、小口压吹冲头模具(13)和控制整个系统的机器人控制系统(14),以上所有涉及设备均安装在系统工房(1)中。
20.其中所述调节立柱(10)设置在所述传送带的一侧,所述调节立柱(10)上设有用于调节所述激光熔覆头(8)位置的 十字调节架(9),所述激光熔覆头(8)设置在所述十字调节架(9)上,可根据场地位置及工艺需求由十字调节架(9)调节激光熔覆头(8)的位置。
21.所述传送带系统(6)包括传送带,所述传送带贯穿于所述系统工房(1),传送带设有入口及出口,入口处用于上料,出口处用于下料,传送带入口处与小口压吹的前道工序机加工作业衔接,出口处与小口压吹激光熔覆成品磨削加工工序衔接,完成小口压吹模具的激光熔覆自动生产,且所述传送带的入口、出口及中间位置均安装有位置感应传感器,并将位置信息传送给所述机器人控制系统(14)。
22.所述六轴机器人(4)上设有用于抓取小口压吹冲头模具(13)的旋转夹爪(11),所述模具料箱(5)设置在所述传送带上,所述模具料箱(5)内摆放有小口压吹冲头模具(13),所述模具料箱(5)中每个小口压吹冲头模具的安装孔内均安装有弹簧装置(15),使六轴机器人(4)在夹取模具时与模具为弹性接触, 使小口压吹冲头模具(13)上端面与旋转夹爪(11)内端面紧密贴合,起到定位夹持的作用,所述旋转夹爪(11)与所述六轴机器人(4)形成七轴协调联动,由所述机器人控制系统(14)控制其转速,转速达到250转/min以上,且速度
无极连续可调,所述旋转夹爪(11)采用耐高温耐磨的合金钢制作,同时旋转夹爪设有自定心功能,确保夹取模具同心。
23.本实施例提供的一种小口压吹冲头玻璃模具激光熔覆自动化生产系统,以六轴机器人(4)作为主要的运动载体,通过安装在其末端的旋转夹爪(11),抓取由传送带传送过来的模具料箱(5)内的小口压吹冲头模具(13),由机器人控制系统(14)控制运行至激光熔覆头(8)相应的位置,通过机器人控制系统(14)控制半导体激光器(3)、送粉机(7)、旋转夹爪(11),按设置好的激光熔覆工艺参数,控制旋转夹爪(11)旋转对小口压吹冲头模具进行激光熔覆作业,整个过程无需放下模具,当完成对小口压吹冲头模具的激光熔覆后,由六轴机器人(4)将已经熔覆好的模具放回模具料箱(5)中,然后进行下一个模具的激光熔覆作业,直至完成一个模具料箱(5)中所有模具的激光熔覆作业。当完成一个模具料箱的熔覆作业后,传送带系统自动传送至出口,同时将入口处放满待激光熔覆作业的模具料箱运送至指定位置,进行下一个模具料箱内的小口压吹冲头激光熔覆作业,如此反复。
24.由于传送带入口处与小口压吹的前道工序机加工作业衔接,出口处与小口压吹激光熔覆成品磨削加工工序衔接,完成小口压吹模具的激光熔覆自动生产,采取六轴机器人抓取模具后进行旋转熔覆的方式,既实现了小口压吹冲头模具的激光熔覆作业,同时又满足了自动上下料的需求,实现了一机多用的功能,生产质量稳定可靠,降低了设备成本及生产成本。
25.激光熔覆熔覆涂层与母材之间为冶金结合,大大增强了产品使用寿命。同时由于激光熔覆具有粉末利用率高(>90%)的特点,可大大节约粉末用量。为了解决以上亚音速、超音速喷涂及普通熔覆存在的问题,本实用新型涉及的一种小口压吹冲头玻璃模具激光熔覆自动化生产系统,通过设置合适的工艺参数,可以实现小口压吹冲头的激光熔覆自动化生产制造,使小口压吹冲头的使用寿命提升至少2倍,生产成本降低60-70%,生产效率提升1.5倍。
26.上述说明示出并描述了本实用新型的若干优选实施例,但如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。