1.本发明涉及使用冲压机对作为被加工物的工件实施冲压加工的方法及机械装置的制造方法。
背景技术:
2.通过在构成汽车或工业机械等各种机械装置的金属制部件的制造工序中引进冲压加工的工序,提高该金属制部件的制造效率(例如参照日本特开2008-296241号公报(专利文献1))。此外,在冲压加工中具有剪切加工、拉深加工、弯曲加工、锻造加工等多个种类。
3.用于冲压加工的冲压机具备具有基准轴的框架、第1模具和第2模具。第1模具支承于框架。第2模具以能够关于基准轴的轴向相对于第1模具远近移动的方式支承于框架。并且,通过在第1模具与第2模具之间配置了工件的状态下使第2模具相对于第1模具接近,在第1模具与第2模具之间对工件实施冲压加工。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2008-296241号公报
技术实现要素:
7.在使用了冲压机的冲压加工中,作为提高针对工件的加工精度的方法,可以想到高精度地制造第1模具及第2模具、提高冲压机的组装状态下的第1模具及第2模具相对于框架的基准轴的同轴度等方法。
8.但是,即使采用了这样的方法,在进行冲压加工时,由于从工件施加于第1模具及第2模具的加工反作用力,也会在第1模具、第2模具及框架中产生弹性变形。并且,若基于产生了这样的弹性变形而在第1模具与第2模具之间产生了相对的倾斜,则具有针对工件的加工精度降低、使第2模具相对于第1模具接近需要大的力即能量损失变大等问题。
9.本发明鉴于上述那样的情况,目的在于实现能够提高针对工件的加工精度、且将能量损失抑制得小的冲压加工方法。
10.本发明的冲压加工方法的第1方案使用具备具有基准轴的框架、第1模具、第2模具和液压缸的冲压机,在将具有工件中心轴且具有以该工件中心轴为中心的旋转对称形状的工件配置于上述第1模具与上述第2模具之间的状态下,通过上述液压缸将上述第2模具朝向上述第1模具推压而使上述第2模具相对于上述第1模具接近,由此在上述第1模具与上述第2模具之间对上述工件实施冲压加工,其中该第1模具支承于上述框架,该第2模具以能够关于上述基准轴的轴向相对于上述第1模具远近移动的方式支承于上述框架,该液压缸产生使上述第2模具相对于第1模具接近的方向上的力。
11.在上述第1方案中,将上述框架、上述第1模具和上述第2模具各自的形状设为以上述基准轴为中心的旋转对称形状。并且,在使上述工件中心轴与上述基准轴一致的状态下,对上述工件实施上述冲压加工。此外,旋转对称为对图形(形状)赋予特征的对称性之一,是
指在使空间图形绕一个轴旋转时在每2π/n(n:2以上的正整数)角度与最初的图形一致的情况下,该图形具有n次的旋转对称(n次对称)。在本发明中,在n=1的情况下(因旋转360
°
后与自己重叠是显然的,不能说是具有对称性),不称为旋转对称。在本说明书及权利要求书中,存在将具有旋转对称的形状表现为旋转对称形状的情况,存在将不具有旋转对称的形状表现为非旋转对称形状的情况。
12.在本发明的冲压加工方法的第1方案中的一个方案中,上述框架具有支承上述第1模具的第1框架部、支承上述第2模具的第2框架部以及将上述第1框架部和上述第2框架部连结的多个柱部。在该情况下,例如在与上述工件形状相关的旋转对称的次数为n(n:2以上的正整数)的情况下,将上述柱部的数量设为n
×2k
(k:0或正整数),且将该柱部沿以上述基准轴为中心的圆周方向等间隔地配置。
13.本发明的冲压加工方法的第2方案使用具备具有基准轴的框架、第1模具、第2模具和液压缸的冲压机,在将从上述基准轴的轴向观察时具有非旋转对称形状的工件配置于上述第1模具与上述第2模具之间的状态下,通过上述液压缸将上述第2模具朝向上述第1模具推压而使上述第2模具相对于上述第1模具接近,由此在上述第1模具与上述第2模具之间对上述工件实施冲压加工,其中该第1模具支承于上述框架,该第2模具以能够关于上述基准轴的轴向相对于上述第1模具远近移动的方式支承于上述框架,该液压缸产生使上述第2模具相对于第1模具接近的方向上的力。上述第2方案具备径向定位工序和冲压加工工序。在上述径向定位工序中,进行求出径向位置与相对的倾斜量之间的关系的试验,该径向位置是在对上述工件实施上述冲压加工时的上述第1模具及上述第2模具的以上述基准轴为中心的径向位置,该相对的倾斜量是在对上述工件实施上述冲压加工时产生的上述第1模具与上述第2模具之间的相对的倾斜量,利用该关系决定上述倾斜量成为规定值以下的一个上述径向位置。在上述冲压加工工序中,在将上述第1模具及上述第2模具配置于在上述径向定位工序中决定出的一个上述径向位置的状态下,对上述工件实施上述冲压加工。
14.本发明的冲压加工方法的第3方案使用具备具有基准轴的框架、第1模具、第2模具和连杆机构的冲压机,在将工件配置于上述第1模具与上述第2模具之间的状态下,通过上述连杆机构将上述第2模具朝向上述第1模具推压而使上述第2模具相对于上述第1模具接近,由此在上述第1模具与上述第2模具之间对上述工件实施冲压加工,其中该第1模具支承于上述框架,该第2模具以能够关于上述基准轴的轴向相对于上述第1模具远近移动的方式支承于上述框架。
15.在此,上述连杆机构具有:驱动源;通过该驱动源而被旋转驱动的第1连杆部件;和将一个端部能够转动地支承于上述第1连杆部件中从该第1连杆部件的旋转中心轴向径向偏移的部分、且将另一个端部能够转动地支承于上述第2模具的第2连杆部件。
16.上述第3方案具备径向定位工序和冲压加工工序。
17.在上述径向定位工序中,进行求出径向位置与相对的倾斜量之间的关系的试验,该径向位置是在对上述工件实施上述冲压加工时的上述第1模具及上述第2模具的以上述基准轴为中心的径向位置,该相对的倾斜量是在对上述工件实施上述冲压加工时产生的上述第1模具与上述第2模具之间的相对的倾斜量,利用该关系决定上述倾斜量成为规定值以下的一个上述径向位置。在上述冲压加工工序中,在将上述第1模具及上述第2模具配置于在上述径向定位工序中决定出的一个上述径向位置的状态下,对上述工件实施上述冲压加
工。
18.在本发明的冲压加工方法的第2方案及第3方案中,例如在进行上述试验时,能够使用激光位移计测量上述倾斜量。
19.成为本发明的制造方法的对象的机械装置具备金属制部件。本发明的机械装置的制造方法在上述金属制部件的制造工序中包括实施本发明的冲压加工方法的工序。
20.发明效果
21.根据本发明,能够提高针对工件的加工精度、且将能量损失抑制得小。
附图说明
22.图1是示意地表示实施方式的第1例的冲压机的立体图。
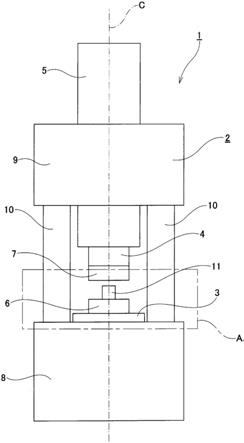
23.图2是示意地表示实施方式的第1例的冲压机的主视图。
24.图3是示意地表示实施方式的第1例的冲压机的俯视图。
25.图4中,图4的(a)~图4的(d)是示意地表示冲压加工的种类的四个例子的下模、上模及工件的剖视图。
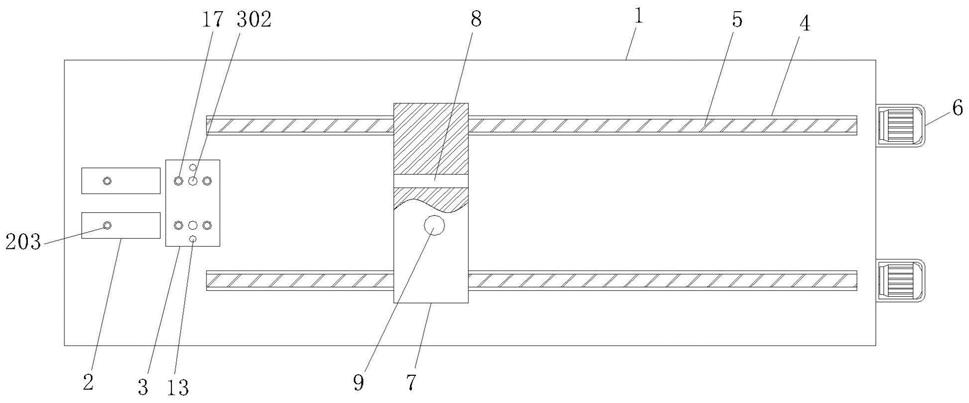
26.图5是示意地表示实施方式的第2例的冲压机的立体图。
27.图6中,图6的(a)~图6的(c)是关于实施方式的第2例示意地表示在工件具有以自身的中心轴为中心的三次对称的形状的情况下的、构成框架的柱部的配置结构的三个例子的俯视图。
28.图7中,图7的(a)~图7的(c)是关于实施方式的第2例示意地表示在工件具有以自身的中心轴为中心的五次对称的形状的情况下的、构成框架的柱部的配置结构的三个例子的俯视图。
29.图8是关于实施方式的第3例的、与图2的a部相当的放大图。
30.图9是表示下模及上模的中心轴相对于基准轴的径向的偏移量(横轴)、与冲压加工时的下模的中心轴与上模的中心轴的倾斜量(纵轴)之间的关系的线图。
31.图10是与实施方式的第4例相关的与图8相同的图。
32.图11是示意地表示实施方式的第5例的冲压机的主视图。
33.图12是图11的b-b剖视图。
具体实施方式
34.[实施方式的第1例]
[0035]
使用图1~图4说明本发明的实施方式的第1例。
[0036]
本例是在构成汽车或工业机械等各种机械装置的金属制部件的制造工序中使用液压式的冲压机1对作为金属制部件的初始原材或中间原材的工件11(参照图2、4)实施冲压加工的例子。尤其在本例中,工件11在被实施冲压加工前后的各个状态下具有作为自身的中心轴的工件中心轴、以及以工件中心轴为中心的旋转对称形状。
[0037]
冲压机1具备成为冲压中心的上下方向上的基准轴c、框架2、垫板3、滑块4、液压缸5、作为第1模具的下模6和作为第2模具的上模7。
[0038]
框架2具备作为第1框架部的下侧框架部8、配置在下侧框架部8的上方的作为第2框架部的上侧框架部9、以及将下侧框架部8和上侧框架部9连结的多个柱部10。柱部10分别
沿上下方向伸长,且下端部与下侧框架部8结合,上端部与上侧框架部9结合。
[0039]
框架2具有以基准轴c为中心的旋转对称形状,尤其在本例中,具有以基准轴c为中心的四次对称的形状。因此,在本例中,下侧框架部8及上侧框架部9分别具有俯视形状(图3所示的从上方观察到的形状)为正方形的长方体形状。下侧框架部8的俯视形状(正方形)与上侧框架部9的俯视形状(正方形)的、在以基准轴c为中心的(各边彼此相交的顶点的)圆周方向上的相位相互一致。柱部10的数量为四根。柱部10分别具有圆柱形状,配置在以基准轴c为中心的圆周方向等间隔的四个部位、且在俯视时下侧框架部8及上侧框架部9的四角。
[0040]
垫板3是用于固定下模6的部件,支承在下侧框架部8的上表面。在本例中,垫板3具有以基准轴c为中心的旋转对称形状。具体而言,垫板3具有俯视形状为正方形的平板形状。垫板3的俯视形状(正方形)与下侧框架部8及上侧框架部9的俯视形状(正方形)的、在以基准轴c为中心的(各边彼此相交的顶点的)圆周方向上的相位相互一致。
[0041]
滑块4是用于固定上模7的部件,以能够进行上下方向(基准轴c的轴向)上的移动的方式配置在垫板3的上方。在本例中,滑块4具有以基准轴c为中心的旋转对称形状。具体而言,滑块4具有俯视形状为圆形的平板形状。
[0042]
液压缸5是用于对工件11实施冲压加工的力的产生源,在使自身的中心轴与基准轴c一致的状态下,支承于上侧框架部9。液压缸5在其内部具备与自身的中心轴同轴地配置的未图示的活塞杆,随着液压的导入,将与该液压成正比的轴向上的力赋予给活塞杆。滑块4安装在活塞杆的下端部。即,滑块4经由液压缸5支承于上侧框架部9,与活塞杆成为一体并沿上下方向移动。
[0043]
下模6具有以作为自身的中心轴的第1中心轴为中心的旋转对称形状。下模6在使第1中心轴与基准轴c一致的状态下,固定在垫板3的上表面。
[0044]
上模7具有以作为自身的中心轴的第2中心轴为中心的旋转对称形状。上模7在使第2中心轴与基准轴c一致的状态下,固定在滑块4的下表面。因此,下模6和上模7相互同轴地配置。
[0045]
在使用具有以上那样的结构的冲压机1对具有以作为自身的中心轴的工件中心轴为中心的旋转对称形状的工件11实施冲压加工时,如图2所示,在下模6与上模7之间配置工件11。更具体而言,在使工件11的工件中心轴与基准轴c一致的状态下,将工件11设置于下模6。并且,在该状态下,通过液压缸5使上模7向下方移动,由此关于基准轴c的轴向使上模7接近下模6。由此,在下模6与上模7之间对工件11实施冲压加工。
[0046]
此外,此时的冲压加工的种类没有特别要求。即,该冲压加工的种类例如除了图3的(a)所示那样的镦锻加工、图3的(b)所示那样的后方挤压加工、图3的(c)所示那样的前方挤压加工、图3的(d)所示那样的冲裁加工以外,还能够适用于从以往就已知的各种冲压加工。总之,下模6及上模7的形状为与冲压加工的种类相应的形状。
[0047]
在以上那样的本例的冲压加工方法中,在通过具备液压缸5的冲压机1对具有旋转对称形状的工件11实施冲压加工的情况下,将作为下模6的中心轴的第1中心轴、和作为上模7的中心轴的第2中心轴分别与基准轴c同轴地配置,并且,作为下模6、上模7、垫板3、滑块4及框架2,各自使用具有以基准轴c为中心的旋转对称形状的部件,并在下模6与上模7之间对工件11实施冲压加工时,将作为工件11的中心轴的工件中心轴与基准轴c同轴地配置。因此,在对工件11实施冲压加工时,能够将通过下模6、上模7、垫板3、滑块4及框架2各自的弹
性变形产生的下模6(第1中心轴)与上模7(第2中心轴)的相对的倾斜量抑制得小。换言之,能够在使该倾斜量成为预先确定的规定值以下的状态下,对工件11实施冲压加工。因此,能够提高针对工件11的加工精度、且将能量损失抑制得小。
[0048]
[实施方式的第2例]
[0049]
使用图5~图7说明本发明的实施方式的第2例。
[0050]
在本例中,构成冲压机1a的框架2a的下侧框架部8a及上侧框架部9a各自具有以基准轴c为中心的短圆柱形状。
[0051]
另外,框架2a具有能够分别改变柱部10的数量以及柱部10在圆周方向上的配置相位的结构。为此,在本例中,下侧框架部8a在关于圆周方向成为等间隔的多个部位具有下侧嵌合孔12,其上端开口,且能够可装拆地内嵌保持柱部10的下端部。另外,上侧框架部9a在关于沿上下方向与下侧嵌合孔12各自相对的圆周方向成为等间隔的多个部位具有未图示的上侧嵌合孔,其下端开口且能够可装拆地内嵌保持柱部10的上端部。由此,通过设为能够选择是否在存在下侧嵌合孔12及上侧嵌合孔的、关于圆周方向成为等间隔的多个部位处分别设置柱部10,而能够分别改变框架2a所具备的柱部10的数量、以及该柱部10的圆周方向上的配置相位。
[0052]
在本例中,以在一体观察工件11和多个柱部10的情况下工件11与多个柱部10的集合体成为以基准轴c为中心的旋转对称的形状的方式,配置柱部10。由此,在冲压加工时,能够更有效地抑制下模6(第1中心轴)与上模7(第2中心轴)的相对的倾斜量。
[0053]
接下来,一边参照图6的(a)~图6的(c)、以及图7的(a)~图7的(c),一边说明工件11与多个柱部10的集合体成为以基准轴c为中心的旋转对称形状那样的柱部10的配置具体例。
[0054]
图6的(a)~图6的(c)是与工件11的形状相关的旋转对称的次数n(n:2以上的整数)为3(n=3)的情况下的例子。此外,在图6的(a)~图6的(c)中,为方便起见,以正三角形示出了这样的工件11的俯视形状。用于实现n=3的工件11与多个柱部10的集合体成为以基准轴c为中心的旋转对称形状那样的柱部10的配置的、柱部10的最小数量为三根。例如如图6的(a)和图6的(b)所示,三根柱部10沿以基准轴c为中心的圆周方向等间隔地配置。图6的(a)是在与上述正三角形的各顶点相同的圆周方向位置配置了柱部10的例子,图6的(b)是在与上述正三角形的各边的中央部相同的圆周方向位置配置了柱部10的例子。用于实现n=3的工件11与多个柱部10的集合体成为以基准轴c为中心的旋转对称形状那样的柱部10的配置的、柱部10的另一数量为六根。例如如图6的(c)所示,六根柱部10沿以基准轴c为中心的圆周方向等间隔地配置。
[0055]
图6的(c)是在与上述正三角形的各顶点及各边的中央部相同的圆周方向位置配置了柱部10的例子。
[0056]
同样地,在与工件11的形状相关的旋转对称的次数为n的情况下,用于实现这样的工件11与多个柱部10的集合体成为以基准轴c为中心的旋转对称形状那样的柱部10的配置的、柱部10的数量按照n
×2k
(k:0或正整数(k=0、1、2、3、
···
))的关系增加。但是,由于柱部10的数量越多,则针对冲压加工位置的工件11的供给及排出、下模6及上模7的更换会变难,所以通常采用最小数量(例如在n=3的情况下为三根)。
[0057]
图7的(a)~图7的(c)是与工件11的形状相关的旋转对称的次数n为5(n=3)的情
况下的例子。此外,在图7的(a)~图7的(c)中,为方便起见,以正五边形示出了这样的工件11的俯视形状。在该情况下也是,与图6的(a)~图6的(c)所示的n=3的工件11的情况相同,因此省略重复的说明。
[0058]
另外,在本例中,冲压机1a的垫板3a具有以基准轴α为中心的圆板形状。其他结构及作用效果与实施方式的第1例相同。
[0059]
[实施方式的第3例]
[0060]
使用图8及图9说明本发明的实施方式的第3例。
[0061]
本例是使用液压式的冲压机1b对具有以作为自身的中心轴的工件中心轴为中心的非旋转对称形状的工件11a实施冲压加工的例子。
[0062]
此外,在工件11a作为其主要部分具备具有中心轴的部位(轴部、筒部、环状部等)的情况下,能够将该主要部分的中心轴定义为工件中心轴。与此相对,在工件11a作为其主要部分不具备具有中心轴的部位(轴部、筒部、环状部等)的情况下,能够将例如从工件11a的俯视形状的几何中心穿过的铅垂轴、从工件11a的重心穿过的铅垂轴、或从与工件11a的俯视形状外接的圆或四边形(长方形、正方形)的中心穿过的铅垂轴等定义为工件中心轴。即,在该情况下,工件中心轴在工件11a内的位置根据工件中心轴的定义方法而变化。
[0063]
总之,在本例中,为了对工件11a实施冲压加工,而在下模6a与上模7a之间配置了工件11a的状态下,将工件中心轴与基准轴c平行地配置(即在该状态下,工件11a具有在从基准轴c的轴向观察时非旋转对称的形状)。另外,在该状态下,下模6a及上模7a中的位于与工件中心轴相同的直线上的轴成为下模6a及上模7a各自的中心轴(第1中心轴、第2中心轴)。在本例中,由于工件11a具有以工件中心轴为中心的非旋转对称形状,所以下模6a及上模7a也具有以各自的中心轴(第1中心轴、第2中心轴)为中心的非旋转对称形状。
[0064]
从以上说明可知,在本例中,由于存在工件中心轴在工件11a内的位置根据工件中心轴的定义方法而变化的情况,所以存在第1中心轴在下模6a内的位置、以及第2中心轴在上模7a内的位置也根据工件中心轴的定义方法而变化的情况。但是,在本例中,只要相互成为同轴的第1中心轴在下模6a内的位置以及第2中心轴在上模7a内的位置确定,就能够利用该位置来进行后述的“径向定位工序”及“冲压加工工序”,因此不会特别存在问题。
[0065]
在本例中,工件11a、下模6a和上模7a各自具有以自身的中心轴为中心的非旋转对称的形状,因此即使在如图8所示那样将下模6a及上模7a的中心轴(第1中心轴及第2中心轴)与基准轴c同轴地配置,在对工件11a实施冲压加工时,也会具有在下模6a(第1中心轴)与上模7a(第2中心轴)之间产生相对的倾斜的倾向。
[0066]
(径向定位工序)因此,在本例中,对以基准轴c为中心的下模6a及上模7a的径向位置进行种种改变,具体而言,对下模6a及上模7a的中心轴相对于基准轴c的径向的偏移量进行种种改变,按每个该偏移量,进行对工件11a实施冲压加工的试验。并且,在该试验中,测量在对工件11a实施冲压加工时产生的下模6a(第1中心轴)与上模7a(第2中心轴)之间的相对的倾斜量(倾斜角度)。为此,具体而言,在存在于与第1中心轴正交的假想平面内的垫板3的上表面中的、以基准轴c为中心的成为圆周方向等间隔的四个部位处配置激光位移计13。然后,基于通过这些激光位移计13来测量存在于与第2中心轴正交的假想平面内的上模7a的下表面(也可以为滑块4a的下表面)中的、以基准轴c为中心的成为圆周方向等间隔的四个部位的上下方向位置,来测量下模6a与上模7a之间的相对的倾斜量。然后,基于该测量结
果,求出图9所示那样的上述偏移量(横轴)与上述倾斜量(纵轴)之间的关系。
[0067]
此外,图9所示的关系下的倾斜量(纵轴)例如可以为冲压加工的开始位置处的倾斜量、冲压加工的结束位置(上模7a的下死点)处的倾斜量、冲压加工过程中的倾斜量的平均值中的任一个。但是,关于针对工件11a的加工精度,由于将冲压加工的结束位置处的倾斜量抑制得小是重要的,所以图9所示的关系下的倾斜量(纵轴)优选的是设为冲压加工的结束位置处的倾斜量。
[0068]
总之,在本例中,利用如上述那样求出的图9的关系,决定一个上述倾斜量成为规定值以下的下模6a及上模7a的径向位置(上述偏移量)。尤其是,在本例中,与上述倾斜量相关的上述规定值设定为比上述偏移量为0的情况下的倾斜量s0小的值。即,在本例中,利用图9的关系,决定上述偏移量不为0的径向位置、且是上述倾斜量比上述偏移量为0的情况小的一个径向位置(优选的是上述倾斜量成为最小值s
min
的径向位置(偏移量δ
min
))。
[0069]
(冲压加工工序)然后,在如上述那样决定出的一个径向位置处配置了下模6a及上模7a的状态下(换言之在将下模6a及上模7a的中心轴相对于基准轴c的径向的偏移量调整为如上述那样决定出的偏移量的状态下),对工件11a实施冲压加工。其结果为,能够抑制对工件11a实施冲压加工时的上述倾斜量,因此能够提高针对工件11a的加工精度、且减小能量损失。
[0070]
此外,在进行上述试验的情况下,下模6a及上模7a的中心轴相对于基准轴c偏移的方向(径向)能够无数选择,选择任意方向即可。另外,选择的方向并不限于一个,也可以为多个。在将选择的方向设为多个的情况下,按所选择的每个方向求出图9的关系。并且,只要从这些关系中采用能够使上述倾斜量最小的关系,就能够更有效地提高针对工件11的加工精度。
[0071]
此外,在本例中,将图9的关系下的偏移量设为下模6a及上模7a的中心轴相对于基准轴c的偏移量,但在实施本发明的情况下,也能够将图9的关系下的偏移量设为下模6a及上模7a的中心轴以外的部位(例如下模6a及上模7a的外周面的周向一部分)相对于基准轴c的偏移量。
[0072]
此外,激光位移计13可以在上述试验结束后撤去,也可以原样留下。
[0073]
在本例中,仅通过改变现有的冲压机的上述偏移量,就能够提高针对工件11a的加工精度,且减小能量损失,因此能够抑制工件11a的加工成本。其他结构及作用效果与实施方式的第1例相同。
[0074]
[实施方式的第4例]
[0075]
使用图10说明本发明的实施方式的第4例。本例是实施方式的第3例的变形例。
[0076]
在本例中,液压式的冲压机1c具备导杆14和导套15。导杆14从存在于与下模6a的第1中心轴正交的假想平面内的垫板3的上表面中的、以基准轴c为中心的成为圆周方向等间隔的四个部位朝向上方伸长。导套15从存在于与上模7a的第2中心轴正交的假想平面内的滑块4a的下表面中的、关于上下方向与导套15匹配的四个部位朝向下方伸长。并且,使存在于关于上下方向相互匹配的位置的导杆14和导套15以无晃动且自由进行上下方向的相对位移的方式嵌合。由此,能够将对工件11a实施冲压加工时产生的下模6a(第1中心轴)与上模7a(第2中心轴)之间的相对的倾斜量抑制得更小。
[0077]
此外,通过增加导杆14及导套15的数量、及/或增大导杆14及导套15的直径,能够
将在对工件11a实施冲压加工时产生的上述倾斜量抑制得更小。但是,若增加导杆14及导套15的数量及/或增大导杆14及导套15的直径,则与之相应地,冲压机1c的制造成本提高。关于这一方面,在本例中,通过利用图9的关系来调整下模6a及上模7a的中心轴相对于基准轴c的径向的偏移量,能够将上述倾斜量抑制得小。因此,无需过度增加导杆14及导套15的数量,或过度增大导杆14及导套15的直径。因此,与之相应地,能够抑制冲压机1c的制造成本。
[0078]
此外,通过改变导杆14及导套15的位置、下模6a的直径、上模7a的直径等可能有影响的参数,也能够将上述倾斜量进一步抑制得小。在该参数为三个以上的情况下,能够使用正交表来采用上述倾斜量更小的(优选成为最小的)组合。其他结构及作用效果与实施方式的第3例相同。
[0079]
[实施方式的第5例]
[0080]
使用图11及图12说明本发明的实施方式的第5例。
[0081]
本例是使用机械式的冲压机1d对工件实施冲压加工的例子。成为加工对象的工件可以为具有以作为自身的中心轴的工件中心轴为中心的旋转对称形状的工件11,也可以为具有以作为自身的中心轴的工件中心轴为中心的非旋转对称形状的工件11a。
[0082]
在本例的冲压机1d中,滑块4b以其外周缘部能够相对于框架2b进行上下方向(基准轴c的轴向)上的移动的方式被引导。另外,通过传递未图示的电动马达所产生的动力的连杆机构16而能够使滑块4b沿上下方向移动。
[0083]
连杆机构16配置在滑块4b的上方,具备作为第1连杆部件的曲轴17和作为第2连杆部件的连杆18。曲轴17具备:相互同轴地配置在轴向两侧部的一对旋转轴部19;与一对旋转轴部19平行地配置在轴向中间部的偏置轴部20;以及将一对旋转轴部19的相互接近那一侧的端部和偏置轴部20的两端部分别连结的一对连结部21。这样的曲轴17以一对旋转轴部19及偏置轴部20水平地配置、且一对旋转轴部19相对于框架2b旋转自如的方式被支承。关于连杆18,其上端部相对于偏置轴部20以能够进行以偏置轴部20为中心的转动的方式被支承,且其下端部相对于滑块4b的上端部的中央部以能够进行以与偏置轴部20平行的轴22为中心的转动的方式被支承。即,连杆机构16通过像这样与滑块4b组合,构成随着曲轴17以一对旋转轴部19为中心的旋转而使滑块4b沿上下方向往复移动的滑块曲柄机构。此外,曲轴17以一对旋转轴部19为中心的旋转将未图示的电动马达作为动力源进行。
[0084]
在本例的冲压机1d中,如图12所示,因连杆18相对于基准轴c的倾斜会引起从连杆18对滑块4b作用相对于基准轴c倾斜的力f。在力f中包含与作为滑块4b的移动方向的上下方向(基准轴c的轴向)正交的方向上的分量。因此,如图11所示,即使将相互同轴地配置的下模6(或6a)及上模7(或7a)的中心轴(第1中心轴及第2中心轴)分别与基准轴c同轴地配置,在对工件11(或11a)实施冲压加工时,滑块4b也会由于上述分量而倾斜,由此具有在下模6(或6a)(第1中心轴)与上模7(或7a)(第2中心轴)之间产生相对的倾斜的倾向。
[0085]
因此,在本例的情况下也是,进行与实施方式的第3例相同的试验,求出图9所示那样的关系,即径向的偏移量与相对的倾斜量之间的关系,该径向的偏移量是下模6(或6a)及上模7(或7a)的中心轴相对于基准轴c的径向的偏移量,该相对的倾斜量是对工件11(或11a)实施冲压加工时产生的下模6(或6a)(第1中心轴)与上模7(或7a)(第2中心轴)之间的相对的倾斜量。然后,利用该关系,在上述偏移量不为0的部位、且是上述倾斜量比上述偏移量为0的情况小的部位(优选为该倾斜量成为最小的部位)配置下模6(或6a)及上模7(或7a)
的中心轴。然后,通过在该状态下对工件11(或11a)实施冲压加工,提高针对工件11(或11a)的加工精度,且减小能量损失。
[0086]
此外,在本例的情况下,通过在决定出上述偏移量后将冲压加工时的曲轴17的旋转速度变更成小的值,而能够使上述倾斜量更小。其他结构及作用效果与实施方式的第3例相同。
[0087]
本发明能够将上述的各实施方式的结构在不发生矛盾的范围内适当组合后实施。本发明例如能够在制造构成滚动轴承的金属制部件(构成滚动轴承的内圈、外圈、构成用于将汽车的车轮相对于悬架装置旋转自如地支承的轮毂单元轴承的轮毂圈、内圈、外圈等)时实施。
[0088]
附图标记说明
[0089]
1、1a、1b、1c、1d 冲压机 2、2a、2b 框架 3、3a、3b 垫板 4、4a、4b 滑块 5 液压缸 6、6a 下模 7、7a上模 8、8a 下侧框架部 9、9a 上侧框架部 10 柱部 11、11a 工件 12 下侧嵌合孔 13 激光位移计 14 导杆 15 导套 16 连杆机构 17 曲轴 18 连杆 19 旋转轴部 20 偏置轴部 21 连结部 22 轴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。