一种lpcvd炉管自动调控沉积膜厚的方法
技术领域
1.本发明涉及半导体制造技术领域,尤其涉及一种lpcvd炉管自动调控沉积膜厚的方法。
背景技术:
2.正如大家所知晓地,对于低压化学沉积(low pressure cvd,lpcvd),除了受炉管的温度,气体流量,压力影响外,晶圆表面沉积膜的厚度还受晶面图案化密度的影响。晶圆的图案化密度越大,其表面积越大,则沉积薄膜会消耗更多的气体。
3.对于lpcvd立式炉管,一定数量的晶圆自上往下放置在具有固定间距的支架上(boat)进反应腔(tube)中执行沉积反应。在沉积反应时,反应气体在反应腔内从下往上流动。下端放置图案化密度高的产品,会消耗更多的反应气体,造成流向上端的反应气体减少,上端的晶圆沉积的膜厚偏薄;反之,下端放置图案化密度低的产品,会造成上端晶圆沉积的膜厚偏厚。
4.显然地,由于fab内产品与制程的多样性,图案化密度也有很大的差异,每个作业批次包含不同图案化密度的产品,则势必造成产品沉积的膜厚有很大的差异性,进而影响到产品良率的稳定性。
5.寻求一种可根据不同图案化密度进行lpcvd炉管自动调控沉积膜厚的方法已成为本领域技术人员亟待解决的技术问题之一。
6.故针对现有技术存在的问题,本案设计人凭借从事此行业多年的经验,积极研究改良,于是有了本发明一种lpcvd炉管自动调控沉积膜厚的方法。
技术实现要素:
7.本发明是针对现有技术中,fab内产品与制程的多样性,图案化密度也有很大的差异,每个作业批次包含不同图案化密度的产品,则势必造成产品沉积的膜厚有很大的差异性,进而影响到产品良率的稳定性等缺陷提供一种lpcvd炉管自动调控沉积膜厚的方法。
8.为实现本发明之目的,本发明提供一种lpcvd炉管自动调控沉积膜厚的方法,所述lpcvd炉管自动调控沉积膜厚的方法,包括:
9.执行步骤s1:提供lpcvd炉管,并在所述lpcvd炉管之反应腔的顶部、中上部、中部、中下部、底部分别设置第一tc1热电偶、第二tc2热电偶、第三tc3热电偶、第四tc4热电偶、第五tc5热电偶,在所述lpcvd炉管之产品放置区的顶部、中上部、中部、中下部、底部分别设置第一m1监控片、第二m2监控片、第三m3监控片、第四m4监控片、第五m5监控片,且所述间隔设置的第一m1监控片、第二m2监控片、第三m3监控片、第四m4监控片、第五m5监控片将所述产品放置区自上而下划分为第一z1控制区域、第二z2控制区域、第三z3控制区域、第四z4控制区域;
10.执行步骤s2:在第一z1控制区域、第二z2控制区域、第三z3控制区域、第四z4控制区域内填充未图案化的晶圆,进行对应制程的测试运行;
11.执行步骤s3:量测第一m1监控片、第二m2监控片、第三m3监控片、第四m4监控片、第五m5监控片之沉积膜的厚度,并反馈至调控系统;
12.执行步骤s4:调控系统根据所量测的沉积膜之厚度与目标厚度的差异执行作业时间和温度的调节,并将调节后的时间和温度作为基准时间温度;
13.执行步骤s5:lpcvd炉管之机台进行跑货时将晶圆单元产品(lot)数目,晶圆单元产品(lot)所处产品放置区的位置,晶圆数量及晶圆图案化密度发送至调控系统,所述调控系统计算获得各区域的平均图案化密度,进而通过不同区域的平均图案化密度计算获得各监控片需要补偿的沉积膜之厚度;
14.执行步骤s6:调控系统根据补偿的沉积膜之厚度,在基准时间和温度的基础上执行作业时间和温度的调节,所述调节方式与步骤s4的调节方式一致;
15.执行步骤s7:调控系统将调节后的沉积时间和温度赋值给lpcvd炉管之机台相应ppid执行作业。
16.可选地,所述第一m1监控片、第二m2监控片、第三m3监控片、第四m4监控片、第五m5监控片的沉积膜之量测厚度分别为tk1、tk2、tk3、tk4、tk5,所述沉积膜之目标厚度分别为tg1、tg2、tg3、tg4、tg5,则所述沉积膜的调节厚度分别为δtk1=tk
1-tg1,δtk2=tk
2-tg2,δtk3=tk
3-tg3,δtk4=tk
4-tg4,δtk5=tk
5-tg5,调动时间的计算为δtime=δtk3/s
time
,调动后的基准时间如下,基准时间=预设时间 δtime,式中,s
time
为作业时间与膜厚的线型关系,单位为a/min。
17.可选地,通过时间初步调节后,各段需要通过温度调节的沉积膜之厚度如下,
18.δtk1'=δtk
1-δtime
×stime
,δtk2'=δtk
2-δtime
×stime
,δtk3'=δtk
3-δtime
×stime
,δtk4'=δtk
4-δtime
×stime
,δtk5'=δtk
5-δtime
×stime
。
19.可选地,各段需调节的温度如下,
20.δtemp1=a
11
×
δtk1'/s
temp
a
12
×
δtk2'/s
temp
,
21.δtemp2=a
21
×
δtk1'/s
temp
a
22
×
δtk2'/s
temp
a
23
×
δtk3'/s
temp
,
22.δtemp3=a
32
×
δtk2'/s
temp
a
33
×
δtk3'/s
temp
a
34
×
δtk4'/s
temp
,
23.δtemp4=a
43
×
δtk3'/s
temp
a
44
×
δtk4'/s
temp
a
45
×
δtk5'/s
temp
,
24.δtemp5=a
54
×
δtk4'/s
temp
a
55
×
δtk5'/s
temp
;
25.式中,s
temp
为作业温度与膜厚的线性关系,单位为a/℃;
26.a
11
为tc1温度与m1厚度的影响系数;
27.a
12
为tc1温度与m2厚度的影响系数;
28.a
21
为tc2温度与m1厚度的影响系数;
29.a
22
为tc2温度与m2厚度的影响系数;
30.a
23
为tc2温度与m3厚度的影响系数;
31.a
32
为tc3温度与m2厚度的影响系数;
32.a
33
为tc3温度与m3厚度的影响系数;
33.a
34
为tc3温度与m4厚度的影响系数;
34.a
43
为tc4温度与m3厚度的影响系数;
35.a
44
为tc4温度与m4厚度的影响系数;
36.a
45
为tc4温度与m5厚度的影响系数;
37.a
54
为tc5温度与m4厚度的影响系数;
38.a
55
为tc5温度与m5厚度的影响系数。
39.可选地,所述系数均通过跑货收集的实际膜厚与反应时间、温度的关系获得。
40.可选地,调节后的基准温度设定如下,
41.基准温度temp1=预设温度 δtemp1,
42.基准温度temp2=预设温度 δtemp2,
43.基准温度temp3=预设温度 δtemp3,
44.基准温度temp4=预设温度 δtemp4,
45.基准温度temp5=预设温度 δtemp5。
46.可选地,步骤s5中各段监控片的补偿厚度如下,
47.δtk1=(pd1×c11
pd2×c21
pd3×c31
pd4×c41
)
×
y1,
48.δtk2=(pd1×c12
pd2×c22
pd3×c32
pd4×c42
)
×
y2,
49.δtk3=(pd2×c23
pd3×c33
pd4×c43
)
×
y3,
50.δtk4=(pd3×c34
pd4×c44
)
×
y4,
51.δtk5=pd4×
y5,
52.其中,c
11
c
21
c
31
c
41
=1,c
12
c
22
c
32
c
42
=1,c
23
c
33
c
43
=1,c
34
c
44
=1;0≤c
nn
≤1,n=1,2,3,4;
53.式中,pd1为第一z1控制区的平均图案化密度;
54.pd2为第二z2控制区的平均图案化密度;
55.pd3为第三z3控制区的平均图案化密度;
56.pd4为第四z4控制区的平均图案化密度;
57.c
11
为第一z1控制区的平均图案化密度对m1厚度的影响系数;
58.c
21
为第二z2控制区的平均图案化密度对m1厚度的影响系数;
59.c
31
为第三z3控制区的平均图案化密度对m1厚度的影响系数;
60.c
41
为第四z4控制区的平均图案化密度对m1厚度的影响系数;
61.c
12
为第一z1控制区的平均图案化密度对m2厚度的影响系数;
62.c
22
为第二z2控制区的平均图案化密度对m2厚度的影响系数;
63.c
32
为第三z3控制区的平均图案化密度对m2厚度的影响系数;
64.c
42
为第四z4控制区的平均图案化密度对m2厚度的影响系数;
65.c
23
为第二z2控制区的平均图案化密度对m3厚度的影响系数;
66.c
33
为第三z3控制区的平均图案化密度对m3厚度的影响系数;
67.c
43
为第四z4控制区的平均图案化密度对m3厚度的影响系数;
68.c
34
为第三z3控制区的平均图案化密度对m4厚度的影响系数;
69.c
44
为第四z4控制区的平均图案化密度对m4厚度的影响系数;
70.y1,y2,y3,y4分别为图案化密度与沉积膜之厚度的线性关系。
71.可选地,所述各控制区的平均图案化密度可用对应掩膜板的净开口率表示,数值范围为0~100%。
72.可选地,所述系数均通过跑货收集的实际膜厚与图案化密度的关系获得。可选地,调控系统根据补偿的沉积膜之厚度在基准时间与温度的基础上进一步计算出当前批次所
需要的作业时间与温度,所述调节方式与前述作业时间与温度的调节方式一致。
73.综上所述,本发明lpcvd炉管自动调控沉积膜厚的方法通过各监控片之调节厚度,计算获得需调节的时间和温度作为基准时间温度,并根据产品晶圆之图案化密度计算获得各监控片需补偿的厚度,进而再根据需补偿的厚度自动计算需要调节的时间和温度,实现lpcvd炉管自动调控沉积膜之厚度。
附图说明
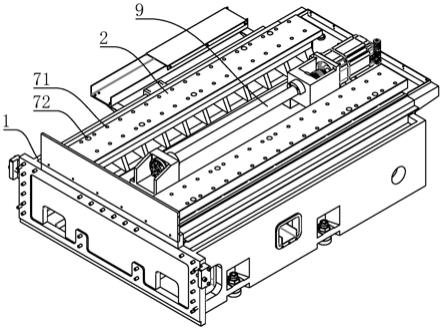
74.图1所示为本发明lpcvd炉管和晶圆设置方式示意图;
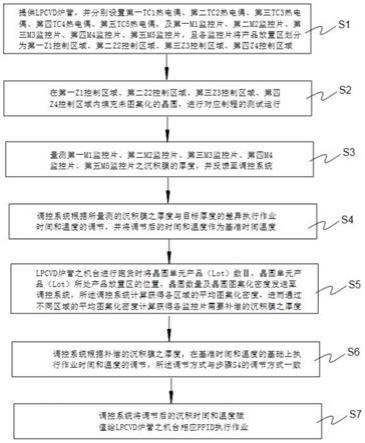
75.图2所示为本发明lpcvd炉管自动调控沉积膜厚的方法之流程图;
76.图3所示为y1图案化密度与沉积膜之厚度的线性关系图谱;
77.图4所示为y3图案化密度与沉积膜之厚度的线性关系图谱。
具体实施方式
78.为详细说明本发明创造的技术内容、构造特征、所达成目的及功效,下面将结合实施例并配合附图予以详细说明。
79.请参阅图1,图1所示为本发明lpcvd炉管和晶圆设置方式示意图。所述lpcvd炉管1为立式炉管,并在所述lpcvd炉管1之反应腔10的顶部、中上部、中部、中下部、底部分别设置第一tc1热电偶101、第二tc2热电偶102、第三tc3热电偶103、第四tc4热电偶104、第五tc5热电偶105,在所述lpcvd炉管1之产品放置区的顶部、中上部、中部、中下部、底部分别设置第一m1监控片21、第二m2监控片22、第三m3监控片23、第四m4监控片24、第五m5监控片25,且所述间隔设置的第一m1监控片21、第二m2监控片22、第三m3监控片23、第四m4监控片24、第五m5监控片25将所述产品放置区自上而下划分为第一z1控制区域11、第二z2控制区域12、第三z3控制区域13、第四z4控制区域14。
80.其中,所述第一m1监控片21、第二m2监控片22、第三m3监控片23、第四m4监控片24、第五m5监控片25用于监控沉积膜的厚度。所述第一tc1热电偶101、第二tc2热电偶102、第三tc3热电偶103、第四tc4热电偶104、第五tc5热电偶105用于调节所述反应腔10内的温度场,进而调节反应腔10内第一z1控制区域11、第二z2控制区域12、第三z3控制区域13、第四z4控制区域14的沉积速率。
81.在所述lpcvd炉管1之机台进行测试运行时,所述反应腔10内第一z1控制区域11、第二z2控制区域12、第三z3控制区域13、第四z4控制区域14设置未图案化的晶圆。在所述lpcvd炉管1之机台进行跑货时,所述反应腔10内第一z1控制区域11、第二z2控制区域12、第三z3控制区域13、第四z4控制区域14设置图案化的产品晶圆。
82.请参阅图2,并结合参阅图1,图2所示为本发明lpcvd炉管自动调控沉积膜厚的方法之流程图。所述lpcvd炉管自动调控沉积膜厚的方法,包括:
83.执行步骤s1:提供lpcvd炉管,并在所述lpcvd炉管之反应腔的顶部、中上部、中部、中下部、底部分别设置第一tc1热电偶、第二tc2热电偶、第三tc3热电偶、第四tc4热电偶、第五tc5热电偶,在所述lpcvd炉管之产品放置区的顶部、中上部、中部、中下部、底部分别设置第一m1监控片、第二m2监控片、第三m3监控片、第四m4监控片、第五m5监控片,且所述间隔设置的第一m1监控片、第二m2监控片、第三m3监控片、第四m4监控片、第五m5监控片将所述产
品放置区自上而下划分为第一z1控制区域、第二z2控制区域、第三z3控制区域、第四z4控制区域;
84.执行步骤s2:在第一z1控制区域、第二z2控制区域、第三z3控制区域、第四z4控制区域内填充未图案化的晶圆,进行对应制程的测试运行;
85.执行步骤s3:量测第一m1监控片、第二m2监控片、第三m3监控片、第四m4监控片、第五m5监控片之沉积膜的厚度,并反馈至调控系统;
86.执行步骤s4:调控系统根据所量测的沉积膜之厚度与目标厚度的差异执行作业时间和温度的调节,并将调节后的时间和温度作为基准时间温度;
87.执行步骤s5:lpcvd炉管之机台进行跑货时将晶圆单元产品(lot)数目,晶圆单元产品(lot)所处产品放置区的位置,晶圆数量及晶圆图案化密度发送至调控系统,所述调控系统计算获得各区域的平均图案化密度,进而通过不同区域的平均图案化密度计算获得各监控片需要补偿的沉积膜之厚度;
88.执行步骤s6:调控系统根据补偿的沉积膜之厚度,在基准时间和温度的基础上执行作业时间和温度的调节,所述调节方式与步骤s4的调节方式一致;
89.执行步骤s7:调控系统将调节后的沉积时间和温度赋值给lpcvd炉管之机台相应ppid执行作业。
90.为了更直观的揭露本发明之技术方案,凸显本发明之有益效果,现结合具体实施方式,对所述lpcvd炉管自动调控沉积膜厚的方法之具体步骤和工作原理进行阐述。在具体实施方式中,所述沉积膜之实际厚度与反应时间、温度的关系,以及沉积膜之实际厚度与图案化密度之间的关系等均为实际跑货收集的数据,具体数值仅为列举,不应视为对本发明技术方案的限制。
91.在步骤s3中,非限制性的列举,例如所述第一m1监控片、第二m2监控片、第三m3监控片、第四m4监控片、第五m5监控片的沉积膜之量测厚度分别为tk1、tk2、tk3、tk4、tk5,所述沉积膜之目标厚度分别为tg1、tg2、tg3、tg4、tg5,则所述沉积膜的调节厚度分别为δtk1=tk
1-tg1,δtk2=tk
2-tg2,δtk3=tk
3-tg3,δtk4=tk
4-tg4,δtk5=tk
5-tg5。
92.在本发明中,定义调动时间的计算为δtime=δtk3/s
time
,则调动后的基准时间如下,
93.基准时间=预设时间 δtime。
94.式中,s
time
为作业时间与膜厚的线型关系,单位为a/min。
95.通过时间初步调节后,各段需要通过温度调节的沉积膜之厚度如下,
96.δtk1'=δtk
1-δtime
×stime
,
97.δtk2'=δtk
2-δtime
×stime
,
98.δtk3'=δtk
3-δtime
×stime
,
99.δtk4'=δtk
4-δtime
×stime
,
100.δtk5'=δtk
5-δtime
×stime
。
101.则各段需调节的温度如下,
102.δtemp1=a
11
×
δtk1'/s
temp
a
12
×
δtk2'/s
temp
,
103.δtemp2=a
21
×
δtk1'/s
temp
a
22
×
δtk2'/s
temp
a
23
×
δtk3'/s
temp
,
104.δtemp3=a
32
×
δtk2'/s
temp
a
33
×
δtk3'/s
temp
a
34
×
δtk4'/s
temp
,
105.δtemp4=a
43
×
δtk3'/s
temp
a
44
×
δtk4'/s
temp
a
45
×
δtk5'/s
temp
,
106.δtemp5=a
54
×
δtk4'/s
temp
a
55
×
δtk5'/s
temp
。
107.式中,s
temp
为作业温度与膜厚的线性关系,单位为a/℃;
108.a
11
为tc1温度与m1厚度的影响系数;
109.a
12
为tc1温度与m2厚度的影响系数;
110.a
21
为tc2温度与m1厚度的影响系数;
111.a
22
为tc2温度与m2厚度的影响系数;
112.a
23
为tc2温度与m3厚度的影响系数;
113.a
32
为tc3温度与m2厚度的影响系数;
114.a
33
为tc3温度与m3厚度的影响系数;
115.a
34
为tc3温度与m4厚度的影响系数;
116.a
43
为tc4温度与m3厚度的影响系数;
117.a
44
为tc4温度与m4厚度的影响系数;
118.a
45
为tc4温度与m5厚度的影响系数;
119.a
54
为tc5温度与m4厚度的影响系数;
120.a
55
为tc5温度与m5厚度的影响系数。
121.所述系数均可通过跑货收集的实际膜厚与反应时间、温度的关系获得。更具体地,例如以lpcvd炉管之机台的其中之一ppid为例,其相关参数设置如下表所示。
122.s
timestempa11a12a21a22a23a32a33a34a43a44a45a54a55
20151-0.2-0.21000000.80.2-1.51.5
123.则调节后的基准温度设定如下,
124.基准温度temp1=预设温度 δtemp1,
125.基准温度temp2=预设温度 δtemp2,
126.基准温度temp3=预设温度 δtemp3,
127.基准温度temp4=预设温度 δtemp4,
128.基准温度temp5=预设温度 δtemp5。
129.在步骤s5和步骤s6中,lpcvd炉管之机台进行跑货时将晶圆单元产品(lot)数目,晶圆单元产品(lot)所处产品放置区的位置,晶圆数量及晶圆图案化密度发送至调控系统,所述调控系统计算获得各区域的平均图案化密度,进而通过不同区域的平均图案化密度计算获得各监控片需要补偿的沉积膜之厚度,所述调控系统进而根据补偿的沉积膜之厚度与目标厚度的差异,执行作业时间和温度的调节。则各段监控片的补偿厚度如下,
130.δtk1=(pd1×c11
pd2×c21
pd3×c31
pd4×c41
)
×
y1,
131.δtk2=(pd1×c12
pd2×c22
pd3×c32
pd4×c42
)
×
y2,
132.δtk3=(pd2×c23
pd3×c33
pd4×c43
)
×
y3,
133.δtk4=(pd3×c34
pd4×c44
)
×
y4,
134.δtk5=pd4×
y5。
135.其中,c
11
c
21
c
31
c
41
=1,c
12
c
22
c
32
c
42
=1,c
23
c
33
c
43
=1,c
34
c
44
=1;
136.0≤c
nn
≤1,n=1,2,3,4。
137.式中,pd1为第一z1控制区的平均图案化密度;
138.pd2为第二z2控制区的平均图案化密度;
139.pd3为第三z3控制区的平均图案化密度;
140.pd4为第四z4控制区的平均图案化密度;
141.c
11
为第一z1控制区的平均图案化密度对m1厚度的影响系数;
142.c
21
为第二z2控制区的平均图案化密度对m1厚度的影响系数;
143.c
31
为第三z3控制区的平均图案化密度对m1厚度的影响系数;
144.c
41
为第四z4控制区的平均图案化密度对m1厚度的影响系数;
145.c
12
为第一z1控制区的平均图案化密度对m2厚度的影响系数;
146.c
22
为第二z2控制区的平均图案化密度对m2厚度的影响系数;
147.c
32
为第三z3控制区的平均图案化密度对m2厚度的影响系数;
148.c
42
为第四z4控制区的平均图案化密度对m2厚度的影响系数;
149.c
23
为第二z2控制区的平均图案化密度对m3厚度的影响系数;
150.c
33
为第三z3控制区的平均图案化密度对m3厚度的影响系数;
151.c
43
为第四z4控制区的平均图案化密度对m3厚度的影响系数;
152.c
34
为第三z3控制区的平均图案化密度对m4厚度的影响系数;
153.c
44
为第四z4控制区的平均图案化密度对m4厚度的影响系数;
154.y1,y2,y3,y4分别为图案化密度与沉积膜之厚度的线性关系。
155.作为本领域技术人员,容易理解地,所述各控制区的平均图案化密度可用对应掩膜板(mask)的净开口率(clearration)表示,数值范围为0~100%。
156.另外,所述系数均可通过跑货收集的实际膜厚与图案化密度的关系获得。更具体地,例如以lpcvd炉管之机台的其中之一ppid为例,参见下表,并结合参阅图3,图3所示为y1图案化密度与沉积膜之厚度的线性关系图谱。通过实际跑货数据选择c
41
,c
31
,c
21
,c
11
的最优配置,并可得出y1的设置为1.346。
157.c
41c31c21c11
0.050.10.20.65
158.参见下表,并结合参阅图4,图4所示为y3图案化密度与沉积膜之厚度的线性关系图谱。通过实际跑货数据选择c
43
,c
33
,c
23
的最优配置,并可得出y3的设置为1.679。同理,可获得的y2,y4,y5的设置。
159.c
43c33c23
0.150.650.2
160.在步骤s6中,调控系统根据产品晶圆之图案化密度的差异,计算获得各段需补偿的沉积膜之厚度,并根据补偿的沉积膜之厚度,在基准时间和温度的基础上执行作业时间和温度的调节,所述调节方式与步骤s4一致。
161.显然地,本发明lpcvd炉管自动调控沉积膜厚的方法通过各监控片之调节厚度,计算获得需要调节的时间和温度作为基准时间温度,并根据产品晶圆之图案化密度计算获得各监控片需补偿的厚度,进而再根据需补偿的厚度自动计算需要调节的时间和温度,实现lpcvd炉管自动调控沉积膜之厚度。
162.综上所述,本发明lpcvd炉管自动调控沉积膜厚的方法通过各监控片之调节厚度,计算获得需要调节的时间和温度作为基准时间温度,并根据产品晶圆之图案化密度计算获
得各监控片需补偿的厚度,进而再根据需补偿的厚度自动计算需要调节的时间和温度,实现lpcvd炉管自动调控沉积膜之厚度。
163.本领域技术人员均应了解,在不脱离本发明的精神或范围的情况下,可以对本发明进行各种修改和变型。因而,如果任何修改或变型落入所附权利要求书及等同物的保护范围内时,认为本发明涵盖这些修改和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。