1.本发明涉及一种挤压成形方法,特别是涉及了一种风扇轴空心挤压成形方法。
背景技术:
2.风扇轴为连接风扇转子的关键部件,结构复杂,具有长径比大、薄壁、变截面等特点。发动机工作时,风扇轴承受很大的轴向负荷及径向载荷,要求构件具有高静强度、抗扭转强度和抗疲劳性能。但国内在风扇轴锻件的制备工艺上,普遍采用胎膜锻 自由锻的组合工艺成形,该工艺生产的风扇轴的大端和杆部的过渡区域变形不充分,晶粒相对较大,整个锻件的组织和性能不均匀,且锻件的流线不连续,无法依靠材料变形实现锻件组织细化及整体组织的均匀化。而且沿用传统的胎膜锻 自由锻的组合工艺成形存在过渡区域变形不充分和晶粒相对较大、锻件的流线不连续等问题。
技术实现要素:
3.本发明要解决的技术问题是提供一种空心挤压成形方法,能够获得具有变形量大、一次成形、流线连续、组织和性能均匀性好等优点的风扇轴锻件。
4.为解决上述技术问题,本发明所述风扇轴空心挤压成形方法,其特征在于,采用了以下步骤:
5.第一步,将坯料加热到锻造温度保温;
6.第二步,将模具的各模块预热到300℃后,按照顺序组装完成,并在模具型腔内壁涂抹润滑剂;
7.第三步,将加热好的坯料转移至下模具上,穿过导向套立于下模具挤压筒型腔内,对中后移开导向套,驱动上模具下降至挤压头与坯料接触,加大驱动力将坯料挤压至挤压模具型腔内,完全充满后,将上模具抬起,并将下模具翻转过来,用下模具底端的顶杆将风扇轴锻件顶出。
8.特别地,所述挤压模具包括上模具和下模具,所述上模具由挤压杆和挤压头组成,下模具由导向套、上挤压筒、下挤压筒、大紧固套、卡销、上挤压模、下挤压模、小紧固套和顶杆组成,下模具型腔内壁采用润滑套结构。
9.特别地,所述上挤压筒和下挤压筒之间采用小紧固套固定。
10.特别地,所述上挤压模和下挤压模之间采用小紧固套固定。
11.特别地,所述下挤压筒和上挤压模之间采用大紧固套固定。
12.特别地,所述大、小紧固套采用卡销连接。
13.特别地,所述润滑套采用紫铜材料,放置前预热至80℃~100℃。
14.与现有技术相比,本发明的有益效果如下:
15.本发明所述风扇轴空心挤压成形方法,在国内首次采用挤压工艺生产风扇轴锻件,实现了风扇轴锻件的一次挤压成形,保证了锻件的流线完整性,挤压过程变形量大,锻件晶粒细小均匀,组织和性能良好。
附图说明
16.下面结合附图和具体实施方案对本发明作进一步详细说明。
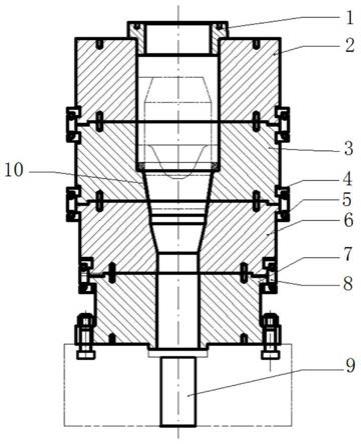
17.图1是本发明所述挤压模具下模具结构示意图。
18.图2是本发明所述挤压模具上模具结构示意图。
具体实施方式
19.本发明所述风扇轴空心挤压成形方法,风扇轴所用材料为c250,按照一定的规格下料后,将c250坯料加热到1150℃的锻造温度保温;将下模具的导向套、上挤压筒、下挤压筒、上挤压模、下挤压模等模块预热至300℃保温,保温时间大于24小时,注意预热时模具下端面位置加垫较大的垫块,保证预热效果和预热炉的安全;将预热好的模块按照顺序组装完成,并在模具型腔内壁涂抹润滑剂;将加热好的坯料转移至下模具上,穿过导向套立于下模具挤压筒型腔内,对中后移开导向套,驱动上模具下降至挤压头与坯料接触,加大驱动力将坯料挤压至挤压模具型腔内,完全充满后,将上模具抬起,并将下模具翻转过来,用下模具底端的顶杆将风扇轴锻件顶出。
20.所述挤压模具包括上模具和下模具。如图2所示,上模具由挤压杆11和挤压头12组成;如图1所示,下模具由导向套1、上挤压筒2、下挤压筒3、大紧固套4、卡销5、上挤压模6、下挤压模7、小紧固套8和顶杆9组成,下模具型腔内壁采用润滑套10结构。上挤压筒2和下挤压筒3之间,以及上挤压模6 和下挤压模7之间采用小紧固套8固定。下挤压筒3和上挤压模6之间采用大紧固套4固定。润滑套10采用紫铜材料,放置前预热至80℃~100℃。
技术特征:
1.一种风扇轴空心挤压成形方法,其特征在于,采用了以下步骤:第一步,将坯料加热到锻造温度保温;第二步,将模具的各模块预热到300℃后,按照顺序组装完成,并在模具型腔内壁涂抹润滑剂;第三步,将加热好的坯料转移至下模具上,穿过导向套立于下模具挤压筒型腔内,对中后移开导向套,驱动上模具下降至挤压头与坯料接触,加大驱动力将坯料挤压至挤压模具型腔内,完全充满后,将上模具抬起,并将下模具翻转过来,用下模具底端的顶杆将风扇轴锻件顶出。2.根据权利要求1所述的风扇轴空心挤压成形方法,其特征在于,所述挤压模具包括上模具和下模具,所述上模具由挤压杆和挤压头组成,下模具由导向套、上挤压筒、下挤压筒、大紧固套、卡销、上挤压模、下挤压模、小紧固套和顶杆组成,下模具型腔内壁采用润滑套结构。3.根据权利要求1或2所述的风扇轴空心挤压成形方法,其特征在于,所述上挤压筒和下挤压筒之间采用小紧固套固定。4.根据权利要求1或2所述的风扇轴空心挤压成形方法,其特征在于,所述上挤压模和下挤压模之间采用小紧固套固定。5.根据权利要求1或2所述的风扇轴空心挤压成形方法,其特征在于,下挤压筒和上挤压模之间采用大紧固套固定。6.根据权利要求1或2所述的风扇轴空心挤压成形方法,其特征在于,所述大、小紧固套采用卡销连接。7.根据权利要求1或2所述的风扇轴空心挤压成形方法,其特征在于,所述润滑套采用紫铜材料,放置前预热至80℃~100℃。
技术总结
本发明公开了一种风扇轴空心挤压成形方法,其特征在于,将坯料加热到锻造温度保温;将模具的各模块预热到300℃后,按照顺序组装完成,并在模具型腔内壁涂抹润滑剂;再将加热好的坯料转移至下模具上,穿过导向套立于下模具挤压筒型腔内,对中后移开导向套,驱动上模具下降至挤压头与坯料接触,加大驱动力将坯料挤压至挤压模具型腔内,完全充满后,将上模具抬起,并将下模具翻转过来,用下模具底端的顶杆将风扇轴锻件顶出。该工装主要用于低压涡轮轴锻件的热处理,能够使低压涡轮轴锻件受热均匀的同时,保证长轴部分不会变形,以及锻件摆放的稳定性。该方法能够获得具有变形量大、一次成形、流线连续、组织和性能均匀性好等优点的风扇轴锻件。主要用于风扇轴锻件的挤压成形。风扇轴锻件。主要用于风扇轴锻件的挤压成形。风扇轴锻件。主要用于风扇轴锻件的挤压成形。
技术研发人员:刘志棋 罗通 刘柱柱
受保护的技术使用者:贵州安大航空锻造有限责任公司
技术研发日:2021.12.26
技术公布日:2022/4/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
