1.本发明涉及用于向片状的加工对象物装配孔眼的孔眼装配装置。尤其是,涉及独立且连续地进行向加工对象物的贯通加工和孔眼的敛紧加工的孔眼装配装置。
背景技术:
2.以往,已知有对片状的加工对象物装配孔眼的孔眼装配装置。孔眼装配装置进行在加工对象物形成贯通部的贯通加工,进行向该贯通部装配孔眼的敛紧加工。
3.关于孔眼装配装置,已知有同时进行形成贯通部的贯通加工和装配孔眼的敛紧加工的结构的孔眼装配装置(一轴式)和独立且连续地进行贯通加工和敛紧加工的结构的孔眼装配装置(二轴式)。
4.同时进行贯通加工和敛紧加工的一轴式的孔眼装配装置能够缩短加工时间。然而,同时进行贯通加工和敛紧加工的孔眼装配装置例如在加工对象物的壁厚厚的情况下,对于加工对象物的贯通加工容易变得不充分,有时会产生孔眼的装配不良。
5.相对于此,在独立且连续地进行贯通加工和敛紧加工的二轴式的孔眼装配装置中,例如在利用贯通工具对加工对象物进行形成贯通部(例如下孔)的贯通加工后,装配工具向贯通部的位置移动而进行装配孔眼的敛紧加工。根据独立且连续地进行贯通加工和敛紧加工的孔眼装配装置,即使在加工对象物的壁厚厚的情况下,也能够可靠地进行对于加工对象物的贯通加工,因此能够良好地进行孔眼的装配。
6.现有技术文献
7.专利文献
8.专利文献1:日本特表平9-504836
技术实现要素:
9.发明所要解决的课题
10.然而,独立且连续地进行贯通加工和敛紧加工的二轴式的孔眼装配装置的构造复杂。例如,在专利文献1所公开的纽扣、铆钉等的装配装置中,在加工对象物形成下孔的开孔工具及装配纽扣、铆钉等的装配工具设置于加工对象物的上部和下部,分别能够通过推杆而在水平方向上移动。并且,配置于上部的开孔工具及装配工具由在上下方向上往复运动的滑枕驱动,配置于下部的开孔工具及装配工具由通过连杆装置而摆动的力传递臂驱动。
11.在专利文献1所公开的纽扣、铆钉等的装配装置中,使配置于上部的开孔工具及装配工具驱动的机构和使配置于下部的开孔工具及装配工具驱动的机构不同,利用共用的电动机使这些机构驱动,装配装置的结构复杂。
12.另外,通过使配置于上部的开孔工具及装配工具驱动的机构和使配置于下部的开孔工具及装配工具驱动的机构不同,使上部的机构和下部的机构在合适的定时下协同工作并不容易。
13.而且,使配置于上部的开孔工具及装配工具驱动的滑枕以在上下方向上延伸的方
式配置,而且,使滑枕驱动的驱动机构配置于滑枕的上方。因而,装配装置的上下方向的尺寸变大,装配装置大型化。
14.本发明鉴于以上的情况而完成,其目的在于,提供孔眼装配装置,该孔眼装配装置独立且连续地进行贯通加工和敛紧加工,能够简化上部的机构和下部的机构,能够使上部的机构和下部的机构在合适的定时下协同工作,并且能够抑制上下方向的尺寸而小型化。
15.用于解决课题的手段
16.本发明的孔眼装配装置对具有上表面及下表面的加工对象物的加工位置装配孔眼,其中,具备:
17.贯通加工部,具有配置于加工对象物的上表面侧的上部贯通加工部及配置于加工对象物的下表面侧的下部贯通加工部,并且进行对加工对象物的加工位置形成贯通部的贯通加工;
18.敛紧加工部,具有配置于加工对象物的上表面侧的上部敛紧加工部及配置于加工对象物的下表面侧的下部敛紧加工部,并且进行向由所述贯通加工部形成的所述贯通部装配孔眼的敛紧加工;
19.支承部,支承所述贯通加工部及所述敛紧加工部;
20.移动部,以切换第一姿势和第二姿势的方式使所述支承部移动,所述第一姿势是使所述贯通加工部与所述加工位置对向的姿势,所述第二姿势是使所述敛紧加工部与所述加工位置对向的姿势;及
21.工作部,在所述第一姿势下使所述贯通加工部工作,在所述第二姿势下使所述敛紧加工部工作,
22.将以从所述第一姿势向所述第二姿势切换的方式使所述支承部移动的方向设为前方,
23.将以从所述第二姿势向所述第一姿势切换的方式使所述支承部移动的方向设为后方,
24.将与上下方向及前后方向垂直的方向设为左右方向,
25.所述工作部具有:
26.上部工作体,在所述第一姿势下使所述上部贯通加工部工作,在所述第二姿势下使所述上部敛紧加工部工作,并且以在从左右方向观察时在所述支承部的上方从比所述支承部靠后方处朝向前方延伸的方式配置;及
27.下部工作体,在所述第一姿势下使所述下部贯通加工部工作,在所述第二姿势下使所述下部敛紧加工部工作,并且以在从左右方向观察时在所述支承部的下方从比所述支承部靠后方处朝向前方延伸的方式配置。
28.发明效果
29.根据本发明的孔眼装配装置,能够简化上部的机构和下部的机构,能够使上部的机构和下部的机构在合适的定时下协同工作,并且能够抑制上下方向的尺寸而实现小型化。
附图说明
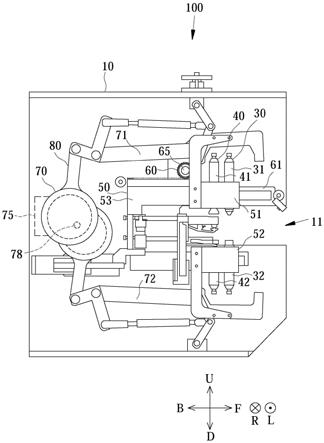
30.图1是本发明的实施方式的孔眼装配装置的立体图。
31.图2是示出向加工对象物装配孔眼的工序的图。
32.图3是孔眼装配装置的左视图。
33.图4是孔眼装配装置的右视简图。
34.图5是示出孔眼装配装置的内部构造的左视图。
35.图6是示出孔眼装配装置的内部构造的后视图。
36.图7是示出孔眼装配装置的贯通加工部、敛紧加工部、支承部及移动部的立体图。
37.图8是示出孔眼装配装置的工作部的立体图。
38.图9是示出孔眼装配装置的贯通加工部、敛紧加工部、支承部、移动部及工作部的侧视图。
39.图10是示出孔眼供给部的第一供给部及第二供给部的立体图。
40.图11是示出孔眼供给部的装填部的立体图。
41.图12是示出孔眼装配装置的移动部和工作部的动作的左视图。
42.图13是示出孔眼装配装置的移动部和工作部的动作的左视图。
43.图14是示出孔眼装配装置的移动部和工作部的动作的左视图。
44.图15是示出孔眼装配装置的移动部和工作部的动作的左视图。
45.图16是示出孔眼装配装置的移动部和工作部的动作的左视图。
46.图17是示出孔眼装配装置的停止部的动作的图。
47.标号说明
48.100
ꢀꢀ
孔眼装配装置
49.30
ꢀꢀ
贯通加工部
50.31
ꢀꢀ
上部贯通加工部
51.32
ꢀꢀ
下部贯通加工部
52.40
ꢀꢀ
敛紧加工部
53.41
ꢀꢀ
上部敛紧加工部
54.42
ꢀꢀ
下部敛紧加工部
55.50
ꢀꢀ
支承部
56.60
ꢀꢀ
移动部
57.70
ꢀꢀ
工作部
58.71
ꢀꢀ
上部工作体(上部臂)
59.72
ꢀꢀ
下部工作体(下部臂)
60.pa1
ꢀꢀ
第一姿势
61.pa2
ꢀꢀ
第二姿势
62.pa3
ꢀꢀ
第三姿势
63.t
ꢀꢀ
孔眼
64.t1
ꢀꢀ
孔眼雌体
65.t2
ꢀꢀ
孔眼雄体
66.w
ꢀꢀ
加工对象物
67.w1
ꢀꢀ
上表面
68.w2
ꢀꢀ
下表面
69.wp
ꢀꢀ
加工位置
具体实施方式
70.本发明的一实施方式的孔眼装配装置对具有上表面及下表面的加工对象物的加工位置装配孔眼,其中,具备:
71.贯通加工部,具有配置于加工对象物的上表面侧的上部贯通加工部及配置于加工对象物的下表面侧的下部贯通加工部,并且进行对加工对象物的加工位置形成贯通部的贯通加工;
72.敛紧加工部,具有配置于加工对象物的上表面侧的上部敛紧加工部及配置于加工对象物的下表面侧的下部敛紧加工部,并且进行向由所述贯通加工部形成的所述贯通部装配孔眼的敛紧加工;
73.支承部,支承所述贯通加工部及所述敛紧加工部;
74.移动部,以切换第一姿势和第二姿势的方式使所述支承部移动,所述第一姿势是使所述贯通加工部与所述加工位置对向的姿势,所述第二姿势是使所述敛紧加工部与所述加工位置对向的姿势;及
75.工作部,在所述第一姿势下使所述贯通加工部工作,在所述第二姿势下使所述敛紧加工部工作,
76.将以从所述第一姿势向所述第二姿势切换的方式使所述支承部移动的方向设为前方,
77.将以从所述第二姿势向所述第一姿势切换的方式使所述支承部移动的方向设为后方,
78.将与上下方向及前后方向垂直的方向设为左右方向,
79.所述工作部具有:
80.上部工作体,在所述第一姿势下使所述上部贯通加工部工作,在所述第二姿势下使所述上部敛紧加工部工作,并且以在从左右方向观察时在所述支承部的上方从比所述支承部靠后方处朝向前方延伸的方式配置;及
81.下部工作体,在所述第一姿势下使所述下部贯通加工部工作,在所述第二姿势下使所述下部敛紧加工部工作,并且以在从左右方向观察时在所述支承部的下方从比所述支承部靠后方处朝向前方延伸的方式配置(第一结构)。
82.根据上述结构,使贯通加工部及敛紧加工部工作的工作部具有上部工作体及下部工作体,上部工作体及下部工作体均以从后方朝向前方延伸的方式配置。
83.因而,能够利用共用的机构使上部工作体及下部工作体工作,能够简化上部的机构和下部的机构,并且能够使上部的机构和下部的机构在合适的定时下协同工作。
84.另外,上部工作体及下部工作体均以从后方朝向前方延伸的方式配置,能够削减配置上部工作体及下部工作体的上下方向的空间,因此能够抑制孔眼装配装置的上下方向的尺寸而实现小型化。
85.在上述第一结构中,可以是,
86.所述工作部还具有:
87.第一驱动部,产生用于使所述上部工作体及所述下部工作体工作的旋转驱动力;
88.驱动变换机构,将所述上部工作体与所述下部工作体连结,并且使来自所述第一驱动部的旋转驱动力变换为使所述上部工作体及所述下部工作体工作的驱动力;及
89.驱动轴,将来自所述第一驱动部的旋转驱动力向所述驱动变换机构输入,
90.在从左右方向观察时,所述驱动轴配置于比所述上部工作体靠下方且比所述下部工作体靠上方处(第二结构)。
91.根据上述结构,在从左右方向观察时,将来自第一驱动部的旋转驱动力向驱动变换机构输入的驱动轴配置于比上部工作体靠下方且比下部工作体靠上方处。
92.因而,能够将驱动变换机构配置于低的位置,能够抑制孔眼装配装置的上下方向的尺寸而实现小型化。
93.在上述第二结构中,可以是,
94.所述支承部具有:
95.上部保持部,保持所述上部贯通加工部及所述上部敛紧加工部;
96.下部保持部,保持所述下部贯通加工部及所述下部敛紧加工部;及
97.保持连结部,将所述上部保持部与下部保持部连结,
98.在从左右方向观察时,所述驱动轴配置于比所述保持连结部靠后方处(第三结构)。
99.根据上述结构,在从左右方向观察时,将来自第一驱动部的旋转驱动力向驱动变换机构输入的驱动轴配置于比保持连结部靠后方处。
100.因而,能够将孔眼装配装置的驱动变换机构紧凑地配置于不与支承部干涉的位置。
101.在上述第二或第三结构中,可以是,
102.所述驱动变换机构具有:
103.第一变换机构,将输入到所述驱动轴的来自所述第一驱动部的旋转驱动力变换为上下方向的驱动力;
104.第二变换机构,将所述第一变换机构的上下方向的驱动力变换为前后方向的驱动力;及
105.第三变换机构,将所述第二变换机构的前后方向的驱动力变换为使所述上部工作体及所述下部工作体分别在上下方向上工作的驱动力,以使所述贯通加工部及所述敛紧加工部工作(第四结构)。
106.根据上述结构,使来自第一驱动部的旋转驱动力变换为使上部工作体及下部工作体工作的驱动力的驱动变换机构具有第一变换机构、第二变换机构及第三变换机构,分别使上部工作体及下部工作体工作。
107.因而,能够使上部工作体及下部工作体分别通过同样的机构而工作。另外,能够使驱动变换机构成为简易的结构,因此能够减小驱动变换机构的上下方向的尺寸而紧凑地配置。
108.在上述第四结构中,可以是,
109.所述第三变换机构是肘节机构(第五结构)。
110.根据上述结构,使上部工作体及下部工作体分别工作的驱动变换机构具有肘节机构。
111.因而,能够使进行贯通加工及敛紧加工所需的工作力通过紧凑的驱动变换机构而产生。
112.在上述第五结构中,可以是,
113.第二变换机构具有沿着所述上部工作体及所述下部工作体而在前后方向上配置的驱动连结部,
114.所述驱动连结部能够调整前后方向的长度(第六结构)。
115.根据上述结构,驱动连结部能够调整前后方向的长度。
116.因而,通过调整驱动连结部的长度,能够调整肘节机构的工作量。由此,能够调整上部工作体及下部工作体的工作量而合适地进行贯通加工及敛紧加工。
117.在上述第一~第六结构中,可以是,
118.还具有向所述敛紧加工部供给孔眼的孔眼供给部,
119.所述移动部以切换所述第一姿势、所述第二姿势及第三姿势的方式使所述支承部移动,所述第三姿势是使所述支承部位于比所述第一姿势靠后方处的姿势,
120.所述孔眼供给部在所述支承部被切换为所述第三姿势的状态下,向所述敛紧加工部供给孔眼(第七结构)。
121.根据上述结构,孔眼供给部在支承部被切换为第三姿势的状态下,向敛紧加工部供给孔眼,在第三姿势下,支承部位于比第一姿势靠后方处。
122.因而,在装配孔眼时以由贯通加工部及敛紧加工部夹住的方式配置的加工对象物和孔眼供给部不容易干涉,能够将加工对象物的端部插入至更后方处。由此,容易在远离加工对象物的端部的位置装配孔眼,能够使作业性提高。
123.在上述第一~第七结构中,可以是,
124.所述孔眼供给部具有:
125.第一供给部,将孔眼雄体向所述敛紧加工部供给;及
126.第二供给部,将孔眼雌体向所述敛紧加工部供给,
127.所述第一供给部及所述第二供给部是通过振动来运送孔眼雄体及孔眼雌体的送料器(第八结构)。
128.根据上述结构,孔眼供给部的第一供给部及第二供给部是通过振动来运送孔眼雄体及孔眼雌体的送料器。
129.因而,能够一边使孔眼雄体及孔眼雌体整齐排列一边将孔眼雄体及孔眼雌体分别向上部敛紧加工部及下部敛紧加工部顺畅地供给,能够使装配孔眼的作业性提高。
130.在上述第一~第八结构中,可以是,
131.所述移动部具有使所述支承部在前后方向上移动的第二驱动部(第九结构)。
132.根据上述结构,移动部具有使支承部在前后方向上移动的第二驱动部。
133.因而,能够与工作部切离而使移动部驱动,能够使孔眼装配装置的结构简化。
134.在上述第一~第九结构中,可以是,
135.还具备停止部,该停止部具有:
136.检测体,在所述贯通加工部的所述贯通加工的执行中和/或所述敛紧加工部的所述敛紧加工的执行中,在所述上部贯通加工部工作前和/或所述上部敛紧加工部工作前,朝向加工对象物的加工位置附近下降;及
137.检测部,对所述检测体下降至规定高度进行检测,
138.所述停止部在所述检测部检测到所述检测体的情况下,使所述贯通加工和/或所述敛紧加工继续进行,
139.所述停止部在所述检测部未检测到所述检测体的情况下,使所述贯通加工和/或所述敛紧加工停止(第十结构)。
140.根据上述结构,停止部在检测部检测到检测体的情况下,使贯通加工和/或敛紧加工继续进行,在检测部未检测到检测体的情况下,使贯通加工和/或敛紧加工停止。
141.因而,在利用检测装置检测到异物等的情况下,能够使贯通加工和/或敛紧加工停止,能够使装配孔眼的作业的安全性提高。
142.[实施方式]
[0143]
以下,参照附图来详细说明本发明的实施方式的孔眼装配装置100。对图中同一或相当部分标注同一标号,不反复进行其说明。需要说明的是,为了使说明易懂,在以下参照的附图中,结构被简略化或示意化而示出,或者一部分构成构件被省略。另外,各图所示的构成构件间的尺寸比并非表示实际的尺寸比。例示的尺寸是一例,并不限定于例示的尺寸。
[0144]
在以下的图中,箭头u表示上方向,箭头d表示下方向。箭头f表示前方向,箭头b表示后方向。箭头r表示右方向,箭头l表示左方向。
[0145]
图1是本发明的实施方式的孔眼装配装置100的立体图。如图1所示,孔眼装配装置100是对片状的加工对象物w装配孔眼t的装置。孔眼装配装置100独立且连续地进行向加工对象物w的贯通加工和孔眼t的敛紧加工。首先,对向加工对象物w装配孔眼t的工序进行说明。
[0146]
图2是示出向加工对象物w装配孔眼t的工序的图。如图2(a)所示,孔眼t由孔眼雌体t1及孔眼雄体t2构成。孔眼雌体t1具有孔眼雌体主体t11及插通孔t12。孔眼雄体t2具有孔眼雄体主体t21及腿部t22。腿部t22是筒状,在中央部形成有贯通孔。
[0147]
如图2(b)所示,加工对象物w是片状,具有上表面w1及下表面w2。加工对象物w由布料、织物、皮革、板纸或树脂等原料形成,例如是衣服、帐篷用片。
[0148]
在利用孔眼装配装置100对加工对象物w的加工位置wp装配孔眼t的情况下,如图2(c)所示,首先对加工对象物w的加工位置wp进行贯通加工,形成贯通部(下孔)wn。
[0149]
接着,如图2(d)所示,孔眼雄体t2的腿部t22从上表面w1侧相对于贯通部(下孔)wn插入。在下表面w2侧配置孔眼雌体t1,腿部t22向插通孔t12插通。在该状态下进行使腿部t22相对于孔眼雌体主体t11扩开并固定的敛紧加工,对加工对象物w的加工位置wp装配孔眼t。
[0150]
孔眼装配装置100对加工对象物w的加工位置wp独立且连续地进行如上所述的贯通加工和孔眼t的敛紧加工。需要说明的是,在图2中,在加工对象物w的上表面w1侧配置了孔眼雄体t2,在加工对象物w的下表面w2侧配置了孔眼雌体t1,但也可以是相反的配置,即,在加工对象物w的下表面w2侧配置孔眼雄体t2,在加工对象物w的上表面w1侧配置孔眼雌体t1。
[0151]
接着,返回图1对孔眼装配装置100的结构进行说明。如图1所示,孔眼装配装置100具有装置主体10。在装置主体10的前表面侧设置有用于进行孔眼t向加工对象物w的装配作业的作业部11。在作业部11形成有前表面侧开放的空间,以能够将加工对象物w的端部插
入。在作业部11设置有载置加工对象物w的端部的作业台13。
[0152]
在装置主体10的内部收容有用于独立且连续地进行向加工对象物w的贯通加工和孔眼t的敛紧加工的机构,即贯通加工部30、敛紧加工部40、支承部50、移动部60及工作部70等(参照图5)。关于这些机构,将在后文详细说明。
[0153]
在装置主体10的侧面配置有第一供给部91及第二供给部92(参照图3、图4)。在第一供给部91及第二供给部92分别收容有许多孔眼雄体t2或孔眼雌体t1。收容的孔眼雄体t2及孔眼雌体t1向进行孔眼t的敛紧加工的敛紧加工部40(参照图5)供给。
[0154]
在装置主体10的上部配置有起动开关21及操作面板22。起动开关21是用于进行孔眼装配装置100的起动及停止的开关。操作面板22是显示孔眼装配装置100的各种功能或者显示各种设定按钮的显示部。例如,当操作起动开关21而孔眼装配装置100起动后,在操作面板22上显示“手动”、“自动”等选择项目。
[0155]
在作业部11的侧方设置有手动开关23。在装置主体10的下部配置有脚开关24。手动开关23是使孔眼装配装置100的孔眼装配作业的执行通过作业者的手指的按动操作而开始的开关。脚开关24是使孔眼装配装置100的孔眼装配作业的执行通过作业者的脚踏操作而开始的开关。
[0156]
图3是孔眼装配装置100的左视图,图4是孔眼装配装置100的右视简图。在图3及图4中,将作业台13的一部分破断,局部示出了在作业台13的下表面侧配置的结构。
[0157]
如图3及图4所示,在装置主体10的前表面侧设置有作业部11。作业部11以能够将加工对象物w的端部插入的方式前表面侧开放。在作业部11以在左右方向上延伸的方式配置有作业台13。
[0158]
在从左右方向的侧视下,贯通加工部30及敛紧加工部40的一部分露出于作业部11(参照图5)。贯通加工部30进行在加工对象物w的加工位置wp形成贯通部wn的贯通加工,敛紧加工部40进行向由贯通加工部30形成的贯通部wn装配孔眼t的敛紧加工。在图3及图4中,示出了贯通加工部30的上部贯通加工部31及下部贯通加工部32的一部分和敛紧加工部40的上部敛紧加工部41及下部敛紧加工部42的一部分。
[0159]
在作业台13设置有抵接部14及开口部15。抵接部14使加工对象物w的端部抵接而防止加工对象物w的位置偏移。开口部15是在进行贯通加工部30的贯通加工的情况下使贯通加工部30贯通且在进行敛紧加工部40的敛紧加工的情况下使敛紧加工部40贯通的孔部。
[0160]
图5是示出孔眼装配装置的内部构造的左视图。如图5所示,孔眼装配装置100具有贯通加工部30、敛紧加工部40、支承部50、移动部60及工作部70。
[0161]
贯通加工部30进行在载置于作业台13的加工对象物w的加工位置wp形成贯通部wn的贯通加工。贯通加工部30具有上部贯通加工部31及下部贯通加工部32(参照图7)。在上部贯通加工部31朝向下方被按动的同时下部贯通加工部32朝向上方被按动,通过利用两顶端部对加工对象物w的加工位置wp进行冲孔而形成贯通部(下孔)wn。
[0162]
敛紧加工部40进行向由贯通加工部30形成的贯通部wn装配孔眼t的敛紧加工。敛紧加工部40具有上部敛紧加工部41及下部敛紧加工部42(参照图7)。在上部敛紧加工部41的顶端部及下部敛紧加工部42的顶端部分别装配孔眼雌体t1或孔眼雄体t2。在该状态下,通过在上部敛紧加工部41朝向下方被按动的同时下部敛紧加工部42朝向上方被按动,由两顶端部向加工对象物w的贯通部wn装配孔眼t。
[0163]
支承部50支承着贯通加工部30及敛紧加工部40。支承部50具有上部保持部51、下部保持部52及保持连结部53(参照图7)。
[0164]
上部保持部51将贯通加工部30的上部贯通加工部31及敛紧加工部40的上部敛紧加工部41以能够在上下方向上移动的方式保持。
[0165]
下部保持部52将贯通加工部30的下部贯通加工部32及敛紧加工部40的下部敛紧加工部42分别以能够在上下方向上移动的方式保持。
[0166]
保持连结部53将上部保持部51与下部保持部52连结。保持连结部53具有大致u字状且前方开放的形状。通过由保持连结部53连结上部保持部51与下部保持部52,能够使上部保持部51及下部保持部52在前后方向上在相同的定时下移动。
[0167]
移动部60以将支承部50的姿势切换为第一姿势pa1(参照图13、图14)、第二姿势pa2(参照图15、图16)及第三姿势pa3(参照图12)的方式使支承部50移动。移动部60具有引导部61及第二驱动部65(参照图7)。
[0168]
引导部61将支承部50以能够在前后方向上移动的方式支承。
[0169]
第二驱动部65使支承部50沿着引导部61而在前后方向上移动。
[0170]
工作部70在第一姿势pa1下使贯通加工部30工作,在第二姿势pa2下使敛紧加工部40工作。工作部70具有上部臂71、下部臂72、第一驱动部75、驱动变换机构80及驱动轴78(参照图8)。
[0171]
上部臂71是在第一姿势pa1下将上部贯通加工部31朝向下方按动而使其工作(参照图14)且在第二姿势pa2下将上部敛紧加工部41朝向下方按动而使其工作的构件(参照图16)。在从左右方向观察时,上部臂71以在支承部50的上方从比支承部50靠后方处朝向前方延伸的方式配置。上部臂71相当于本发明的上部工作体。
[0172]
下部臂72是在第一姿势pa1下将下部贯通加工部32朝向上方按动而使其工作(参照图14)且在第二姿势pa2下将下部敛紧加工部42朝向上方按动而使其工作的构件(参照图16)。下部臂72在从左右方向观察时,以在支承部50的下方从比支承部50靠后方处朝向前方延伸的方式配置。下部臂72相当于本发明的下部工作体。
[0173]
第一驱动部75产生用于使上部臂71及下部臂72工作的旋转驱动力。
[0174]
驱动变换机构80是将上部臂71与下部臂72连结并且使来自第一驱动部75的旋转驱动力变换为使上部臂71及下部臂72工作的驱动力的机构。
[0175]
驱动轴78是将第一驱动部75与驱动变换机构80连接的轴。驱动轴78将来自第一驱动部75的旋转驱动力向驱动变换机构80输入。在从左右方向观察时,驱动轴78以比上部臂71靠下方且比下部臂72靠上方的方式配置。另外,在从左右方向观察时,驱动轴78以比保持连结部53靠后方的方式配置。
[0176]
通过将驱动轴78配置于这样的区域,能够将驱动变换机构80配置于低的位置,能够抑制孔眼装配装置100的上下方向的尺寸而实现小型化。另外,能够将孔眼装配装置100的驱动变换机构80紧凑地配置于不与支承部50干涉的位置。
[0177]
图6是示出孔眼装配装置100的内部构造的后视图。如图6所示,第一驱动部75和驱动变换机构80由驱动轴78连接。在驱动轴78的前表面侧设置有把手79。把手79为了在进行维护等时不依赖于第一驱动部75而手动地使驱动变换机构80工作而设置。
[0178]
图7是示出孔眼装配装置的贯通加工部30、敛紧加工部40、支承部50及移动部60的
立体图。
[0179]
贯通加工部30进行对载置于作业台13的加工对象物w的加工位置wp形成贯通部wn的贯通加工。贯通加工部30具有上部贯通加工部31及下部贯通加工部32。
[0180]
上部贯通加工部31配置于加工对象物w的上表面w1侧,下部贯通加工部32配置于加工对象物w的下表面w2侧。上部贯通加工部31及下部贯通加工部32以使顶端部互相对向的方式配置。在上部贯通加工部31的顶端部及下部贯通加工部32的顶端部形成有用于在加工对象物w形成贯通部wn的模具。
[0181]
上部贯通加工部31以能够上下移动的方式保持于支承部50的上部保持部51。下部贯通加工部32以能够上下移动的方式保持于支承部50的下部保持部52。在上部贯通加工部31由上部臂71朝向下方按动的同时,下部贯通加工部32由下部臂72朝向上方按动,通过利用两顶端部对加工对象物w的加工位置wp进行冲孔而形成贯通部(下孔)wn。
[0182]
敛紧加工部40进行向由贯通加工部30形成的贯通部wn装配孔眼t的敛紧加工。敛紧加工部40具有上部敛紧加工部41及下部敛紧加工部42。
[0183]
上部敛紧加工部41配置于加工对象物w的上表面w1侧,下部敛紧加工部42配置于加工对象物w的下表面w2侧。上部敛紧加工部41及下部敛紧加工部42以使顶端部互相对向的方式配置。在上部敛紧加工部41的顶端部及下部敛紧加工部42的顶端部形成有用于对孔眼雌体t1及孔眼雄体t2进行敛紧加工的模具。
[0184]
上部敛紧加工部41以能够上下移动的方式保持于支承部50的上部保持部51。下部敛紧加工部42以能够上下移动的方式保持于支承部50的下部保持部52。在上部敛紧加工部41的顶端部及下部敛紧加工部42的顶端部分别装填孔眼雌体t1或孔眼雄体t2。在该状态下,通过在上部敛紧加工部41由上部臂71朝向下方按动的同时下部敛紧加工部42由下部臂72朝向上方按动,由两顶端部向加工对象物w的贯通部wn装配孔眼t。
[0185]
支承部50支承着贯通加工部30及敛紧加工部40。支承部50具有上部保持部51、下部保持部52及保持连结部53。
[0186]
上部保持部51保持着贯通加工部30的上部贯通加工部31及敛紧加工部40的上部敛紧加工部41。上部保持部51将上部贯通加工部31及上部敛紧加工部41分别以能够在上下方向上移动的方式保持。上部贯通加工部31及上部敛紧加工部41在朝向下方工作后,以恢复为原来的姿势的方式由施力构件54朝向上方施力。施力构件54的上端侧固定,在施力构件54的下端设置有未图示的销。销在水平方向上安装,通过在上部保持部51的左侧面设置的2条纵缝(未图示)而抵接于上部贯通加工部31及上部敛紧加工部41。通过上部贯通加工部31及上部敛紧加工部41的工作,销向下方移动,施力构件54伸长,通过施力构件54的回弹弹性力,以使上部贯通加工部31及上部敛紧加工部41恢复为原来的姿势的方式朝向上方施力。
[0187]
下部保持部52保持着贯通加工部30的下部贯通加工部32及敛紧加工部40的下部敛紧加工部42。下部保持部52将下部贯通加工部32及下部敛紧加工部42分别以能够在上下方向上移动的方式保持。下部贯通加工部32及下部敛紧加工部42在朝向上方工作后,以恢复为原来的姿势的方式由施力构件55朝向下方施力。施力构件55的下端侧固定,在施力构件55的上端设置有未图示的销。销在水平方向上安装,通过在下部保持部52的左侧面设置的2条纵缝(未图示)而抵接于下部贯通加工部32及下部敛紧加工部42。通过下部贯通加工
部32及下部敛紧加工部42的工作,销向上方移动,施力构件55伸长,通过施力构件55的回弹弹性力,以使下部贯通加工部32及下部敛紧加工部42恢复为原来的姿势的方式朝向下方施力。
[0188]
保持连结部53将上部保持部51与下部保持部52连结。保持连结部53具有大致u字状且前方开放的形状。保持连结部53安装于上部保持部51及下部保持部52的右侧面。由此,保持连结部53将上部保持部51与下部保持部52连结。
[0189]
移动部60以将支承部50的姿势切换为第一姿势pa1(参照图13、图14)、第二姿势pa2(参照图15、图16)及第三姿势(参照图12)的方式使支承部50移动。第一姿势pa1是使贯通加工部30与加工位置wp对向的姿势。第二姿势pa2是使敛紧加工部40与加工位置wp对向的姿势。第三姿势pa3是使支承部50位于比第一姿势pa1及第二姿势pa2靠后方处且从孔眼供给部90向敛紧加工部40供给孔眼雌体t1及孔眼雄体t2的姿势。移动部60具有引导部61及第二驱动部65。
[0190]
引导部61将支承部50以能够在前后方向上移动的方式支承。引导部61配置于支承部50的右侧面,将支承部50以能够相对于装置主体10在前后方向上移动的方式支承。
[0191]
第二驱动部65使支承部50沿着引导部61而在前后方向上移动。第二驱动部65具有第二驱动源66、减速机67、小齿轮68及齿条69。
[0192]
第二驱动源66产生使支承部50在前后方向上移动的驱动力。作为第二驱动源66,例如能够使用伺服电动机、步进电动机。
[0193]
减速机67一边将第二驱动源66的旋转驱动力减速一边将该旋转驱动力向小齿轮68传递。
[0194]
小齿轮68安装于减速机67的输出轴。齿条69以在前后方向上延伸的方式配置于支承部50的上部。小齿轮68及齿条69以啮合的方式配置。第二驱动源66基于控制部(未图示)的控制信号而以规定的转速向正反方向旋转,齿条69在前后方向上移动规定的距离。由此,移动部60将支承部50的姿势切换为第一姿势pa1、第二姿势pa2及第三姿势pa3。
[0195]
图8是示出孔眼装配装置100的工作部70的立体图。图9是示出孔眼装配装置100的贯通加工部30、敛紧加工部40、支承部50、移动部60及工作部70的侧视图。使用图8及图9,主要对工作部70的结构进行详细说明。
[0196]
如图8所示,工作部70具有上部臂71、下部臂72、第一驱动部75、驱动轴78及驱动变换机构80。
[0197]
上部臂71是在第一姿势pa1下使上部贯通加工部31工作且在第二姿势pa2下使上部敛紧加工部41工作的构件。上部臂71在从左右方向观察时,以在支承部50的上方从比支承部50靠后方处朝向前方延伸的方式配置。
[0198]
下部臂72是在第一姿势pa1下使下部贯通加工部32工作且在第二姿势pa2下使下部敛紧加工部42工作的构件。下部臂72在从左右方向观察时,以在支承部50的下方从比支承部50靠后方处朝向前方延伸的方式配置。
[0199]
第一驱动部75产生用于使上部臂71及下部臂72工作的旋转驱动力。第一驱动部75具有一驱动源76及减速机77。
[0200]
第一驱动源76产生用于使上部臂71及下部臂72工作的驱动力。作为第一驱动源76,例如能够使用伺服电动机、步进电动机。
[0201]
减速机77一边将第一驱动源76的旋转驱动力减速一边将旋转驱动力向驱动轴78传递。
[0202]
驱动轴78是将第一驱动部75与驱动变换机构80连接的轴。驱动轴78将来自第一驱动部75的旋转驱动力向驱动变换机构80输入。
[0203]
驱动变换机构80是将上部臂71与下部臂72连结并且使从第一驱动部75经由驱动轴78而输入的旋转驱动力变换为使上部臂71及下部臂72工作的驱动力的机构。
[0204]
驱动变换机构80具有第一变换机构81、第二变换机构82及第三变换机构83。第一变换机构81具有上部第一变换机构811及下部第一变换机构812。第二变换机构82具有上部第二变换机构821及下部第二变换机构822。第三变换机构83具有上部第三变换机构831及下部第三变换机构832。关于第一变换机构81、第二变换机构82及第三变换机构83的结构,参照图9来详细说明。需要说明的是,第一变换机构81、第二变换机构82及第三变换机构83分别具有上下对称的机构。因而,主要对上部的机构进行说明,关于下部的机构省略局部说明。
[0205]
如图9所示,第一变换机构81具有上部第一变换机构811及下部第一变换机构812。上部第一变换机构811及下部第一变换机构812是将经由驱动轴78而输入的来自第一驱动部75的旋转驱动力变换为上下方向的驱动力的机构。上部第一变换机构811及下部第一变换机构812分别是使用了偏心凸轮的机构,相位差被设定为180度。也就是说,在上部第一变换机构811产生向上方向的驱动力时,下部第一变换机构812产生向下方向的驱动力,在上部第一变换机构811产生向下方向的驱动力时,下部第一变换机构812产生向上方向的驱动力。以下,主要对上部第一变换机构811的机构进行说明,关于下部第一变换机构812,对与上部第一变换机构811相同的机构标注同一标号并省略详细的说明。
[0206]
上部第一变换机构811具有偏心凸轮813及从动部814。
[0207]
偏心凸轮813具有2片夹持部815及凸轮部816。2片夹持部815是同径的圆盘状的构件。凸轮部816是比夹持部815小径的圆盘状的构件。
[0208]
从动部814具有接触部817及从动臂818。接触部817是环状的构件,相对于偏心凸轮813的凸轮部816以能够旋转的方式外嵌。从动臂818连接于接触部817。
[0209]
在接触部817外嵌于凸轮部816的状态下,凸轮部816由2片夹持部815夹持。各夹持部815及凸轮部816以成为同轴的方式配置。驱动轴78连接于从2片夹持部815及凸轮部816的中心轴偏心的位置。
[0210]
当通过来自驱动轴78的旋转驱动力而偏心凸轮813一边在上下方向上摆动一边旋转时,接触部817相对于凸轮部816相对旋转,从动臂818在上下方向上移动。由此,上部第一变换机构811将输入到驱动轴78的来自第一驱动部75的旋转驱动力变换为上下方向的驱动力。
[0211]
关于下部第一变换机构812,如上所述,具有与上部第一变换机构811同样的机构,下部第一变换机构812的偏心凸轮813以相对于上部第一变换机构811的偏心凸轮813具有180度的相位差的方式连接于驱动轴78。因而,下部第一变换机构812将输入到驱动轴78的来自第一驱动部75的旋转驱动力变换为与上部第一变换机构811相反相位的上下方向的驱动力。
[0212]
第二变换机构82具有上部第二变换机构821及下部第二变换机构822。上部第二变
换机构821及下部第二变换机构822将上部第一变换机构811及下部第一变换机构812的上下方向的驱动力变换为前后方向的驱动力。上部第二变换机构821及下部第二变换机构822是上下对称的机构。因而,以下主要对上部第二变换机构821的机构进行说明,关于下部第二变换机构822,对与上部第二变换机构821相同的机构标注同一标号而省略详细的说明。
[0213]
上部第二变换机构821具有双臂曲柄823及驱动连结部824。
[0214]
双臂曲柄823具有第一双臂曲柄臂825及第二双臂曲柄臂826。第一双臂曲柄臂825及第二双臂曲柄臂826以夹着弯折部827而大致正交的方式一体形成。
[0215]
在第一双臂曲柄臂825的端部以能够转动的方式连接有第一变换机构81的从动臂818的端部。在第二双臂曲柄臂826的端部以能够转动的方式连接有驱动连结部824的一方的端部。
[0216]
驱动连结部824沿着上部臂71而在前后方向上配置。驱动连结部824的另一方的端部连接于第三变换机构83。驱动连结部824具有通过变更螺纹部分的螺入长度而使全长变化的长度调整机构,能够调整前后方向的长度。
[0217]
由上部第一变换机构811的从动臂818传递的上下方向的驱动力由上部第二变换机构821的双臂曲柄823及驱动连结部824变换为前后方向的驱动力。另外,由下部第一变换机构812的从动臂818传递的上下方向的驱动力也同样地由下部第二变换机构822的双臂曲柄823及驱动连结部824变换为前后方向的驱动力。需要说明的是,在双臂曲柄823的弯折部827上以能够转动的方式连接有上部臂71的支承端部711(下部臂72的端部721)。
[0218]
第三变换机构83具有上部第三变换机构831及下部第三变换机构832。上部第三变换机构831及下部第三变换机构832是将上部第二变换机构821及下部第二变换机构822的前后方向的驱动力变换为使上部臂71及下部臂72工作的上下方向的驱动力的机构。作为本实施方式的上部第三变换机构831及下部第三变换机构832,使用肘节机构。
[0219]
上部第三变换机构831及下部第三变换机构832是上下对称的机构。因而,以下主要对上部第三变换机构831的机构进行说明,关于下部第三变换机构832,对与上部第三变换机构831相同的机构标注同一标号而省略详细的说明。
[0220]
上部第三变换机构831具有第一连杆833及第二连杆834。第一连杆833及第二连杆834在连结部835处以能够转动的方式连结。第一连杆833的端部以能够转动的方式支承于装置主体10。第二连杆834的端部以能够转动的方式连接于上部臂71的驱动输入部712。
[0221]
由上部第二变换机构821的驱动连结部824传递的前后方向的驱动力由上部第三变换机构831变换为上下方向的驱动力。另外,由下部第二变换机构822的驱动连结部824传递的前后方向的驱动力也同样地由下部第三变换机构832变换为上下方向的驱动力。需要说明的是,通过调整驱动连结部824的长度,能够调整上部第三变换机构831及下部第三变换机构832的工作位置,由此能够调整上部臂71及下部臂72的工作位置。
[0222]
通过以上的结构,驱动变换机构80能够使从第一驱动部75经由驱动轴78而输入的旋转驱动力变换为使上部臂71及下部臂72工作的驱动力,利用上部臂71的工作端部713及下部臂72的工作端部723使贯通加工部30及敛紧加工部40工作。
[0223]
图10是示出孔眼供给部90的第一供给部91及第二供给部92的立体图。图11是示出孔眼供给部90的装填部93的立体图。如图10及图11所示,孔眼供给部90具有第一供给部91、第二供给部92及装填部93。在第一供给部91及第二供给部92收容有许多孔眼雄体t2及孔眼
雌体t1。装填部93将从第一供给部91及第二供给部92供给的孔眼雄体t2及孔眼雌体t1向敛紧加工部40装填。
[0224]
如图10所示,第一供给部91及第二供给部92是通过振动来运送孔眼雄体t2及孔眼雌体t1的送料器。第一供给部91及第二供给部92配置于装置主体10的侧面(参照图1)。在第一供给部91收容有孔眼雄体t2,经由装填部93而将孔眼雄体t2向敛紧加工部40供给。在第二供给部92收容有孔眼雌体t1,经由装填部93而将孔眼雌体t1向敛紧加工部40供给。
[0225]
第一供给部91具有壳体911、振动产生装置912及供给通路913。壳体911是有底圆筒状,在内部形成有螺旋状的通路。振动产生装置912使壳体911内的通路振动而将通路上的孔眼雄体t2朝向供给通路913运送。供给通路913连接于装填部93,将运送来的孔眼雄体t2向装填部93供给。
[0226]
同样,第二供给部92具有壳体921、振动产生装置922及供给通路923。振动产生装置922使壳体921内的通路振动而将通路上的孔眼雌体t1朝向供给通路923运送。供给通路923连接于装填部93,将运送来的孔眼雌体t1向装填部93供给。
[0227]
图11是示出孔眼供给部90的装填部93的立体图。装填部93具有上部装填部931、下部装填部932及推出部933。
[0228]
上部装填部931保持从第一供给部91供给的孔眼雄体t2,并且对上部敛紧加工部41装填。
[0229]
下部装填部932保持从第二供给部92供给的孔眼雌体t1,并且对下部敛紧加工部42装填。
[0230]
推出部933将保持于上部装填部931及下部装填部932的孔眼雌体t1及孔眼雄体t2推出并对上部敛紧加工部41及下部敛紧加工部42装填。推出部933具有上部推杆934、下部推杆935、连结可动部936及空气缸937。
[0231]
上部推杆934以能够相对于上部装填部931在前后方向上移动的方式设置。上部推杆934将保持于上部装填部931的孔眼雄体t2推出并对上部敛紧加工部41装填。
[0232]
下部推杆935以能够相对于下部装填部932在前后方向上移动的方式设置。下部推杆935将保持于下部装填部932的孔眼雌体t1推出并对下部敛紧加工部42装填。
[0233]
连结可动部936是将上部推杆934与下部推杆935连结的构件。通过上部推杆934和下部推杆935由连结可动部936连结,上部推杆934及下部推杆935同时工作。
[0234]
空气缸937将连结可动部936在前后方向上按动,使上部推杆934及下部推杆935工作。空气缸937由未图示的压缩机驱动。
[0235]
接着,对本实施例的孔眼装配装置100的动作进行说明。图12~图16是示出孔眼装配装置100的移动部60和工作部70的动作的左视图。首先,操作起动开关21而使孔眼装配装置100起动。在操作面板22中选择“手动”或“自动”,根据该选择而操作手动开关23或脚开关24。通过操作手动开关23或脚开关24,孔眼装配装置100的孔眼装配作业的执行开始。当孔眼装配作业的执行开始后,由未图示的控制部主要控制移动部60、工作部70及孔眼供给部90的驱动而进行孔眼装配作业。
[0236]
图12示出了通过移动部60而支承部50移动到第三姿势pa3的位置的状态(孔眼供给时)。在第三姿势pa3下,支承部50位于比第一姿势pa1及第二姿势pa2靠后方处。孔眼供给部90的装填部93(参照图11)在第三姿势pa3的状态下对敛紧加工部40装填孔眼雌体t1及孔
眼雄体t2。
[0237]
在图12中,上部第一变换机构811的偏心凸轮813位于上止点,下部第一变换机构812的偏心凸轮813位于下止点。将该位置下的上部第一变换机构811及下部第一变换机构812的姿势设为初始姿势pb1。
[0238]
在上部第一变换机构811及下部第一变换机构812的姿势是初始姿势pb1的状态下,上部第二变换机构821及下部第二变换机构822的驱动连结部824成为了移动到前方的状态。移动到前方的驱动连结部824使上部第三变换机构831及下部第三变换机构832的肘节机构弯折。因而,上部臂71的工作端部713位于比上部贯通加工部31及上部敛紧加工部41靠上方处,下部臂72的工作端部723位于比下部贯通加工部32及下部敛紧加工部42靠下方处。
[0239]
图13示出了通过移动部60而支承部50移动到第一姿势pa1的位置的状态。第一姿势pa1是使贯通加工部30与加工对象物w的加工位置wp对向的姿势。
[0240]
在图13中,与图12同样,上部第一变换机构811及下部第一变换机构812的姿势表示初始姿势pb1不变的状态。因而,上部臂71的工作端部713位于比上部贯通加工部31及上部敛紧加工部41靠上方处,下部臂72的工作端部723位于比下部贯通加工部32及下部敛紧加工部42靠下方处。
[0241]
图14示出了在支承部50是第一姿势pa1的状态下工作部70使贯通加工部30进行了工作的状态(开孔时)。在图14中,上部第一变换机构811的偏心凸轮813及下部第一变换机构812的偏心凸轮813是从初始姿势pb1向图示逆时针方向旋转了约1/4圈(约90度)的状态。将该位置下的上部第一变换机构811及下部第一变换机构812的姿势设为1/4旋转姿势pb2。
[0242]
在上部第一变换机构811及下部第一变换机构812的姿势是1/4旋转姿势pb2的状态下,上部第二变换机构821及下部第二变换机构822的驱动连结部824成为了与初始姿势pb1的状态相比移动到后方的状态。移动到后方的驱动连结部824使上部第三变换机构831及下部第三变换机构832的肘节机构变形成直线状。因而,在由上部臂71的工作端部713将上部贯通加工部31朝向下方按动的同时,由下部臂72的工作端部723将下部贯通加工部32朝向上方按动,通过利用上部贯通加工部31及下部贯通加工部32的两顶端部对加工对象物w的加工位置wp进行冲孔而形成贯通部(下孔)wn。
[0243]
图15示出了通过移动部60而支承部50移动到第二姿势pa2的位置的状态(向敛紧位置的移动时)。第二姿势pa2是使敛紧加工部40与加工对象物w的加工位置wp(贯通部wn)对向的姿势。
[0244]
另外,在图15中,上部第一变换机构811的偏心凸轮813及下部第一变换机构812的偏心凸轮813是从初始姿势pb1向图示逆时针方向旋转了约2/4圈(约180度)的状态。将该位置下的上部第一变换机构811及下部第一变换机构812的姿势设为2/4旋转姿势pb3。
[0245]
在上部第一变换机构811及下部第一变换机构812的姿势是2/4旋转姿势pb3的状态下,上部第二变换机构821及下部第二变换机构822的驱动连结部824成为了与1/4旋转姿势pb2的状态(参照图14)相比进一步移动到后方的状态。移动到后方的驱动连结部824使上部第三变换机构831及下部第三变换机构832的肘节机构向与图12、图13的状态相反的方向弯折。因而,上部臂71的工作端部713位于比上部敛紧加工部41靠上方处,下部臂72的工作端部723位于比下部敛紧加工部42靠下方处。
[0246]
图16示出了在支承部50是第二姿势pa2的状态下工作部70使敛紧加工部40进行了工作的状态(敛紧时)。在图16中,上部第一变换机构811的偏心凸轮813及下部第一变换机构812的偏心凸轮813是从初始姿势pb1向图示逆时针方向旋转了约3/4圈(约270度)的状态。将该位置下的上部第一变换机构811及下部第一变换机构812的姿势设为3/4旋转姿势pb4。
[0247]
在上部第一变换机构811及下部第一变换机构812的姿势是3/4旋转姿势pb4的状态下,上部第二变换机构821及下部第二变换机构822的驱动连结部824成为了与2/4旋转姿势pb3的状态相比移动到前方的状态。移动到前方的驱动连结部824使上部第三变换机构831及下部第三变换机构832的肘节机构变形成直线状。因而,在由上部臂71的工作端部713将上部敛紧加工部41朝向下方按动的同时,由下部臂72的工作端部723将下部敛紧加工部42朝向上方按动,由上部敛紧加工部41及下部敛紧加工部42的两顶端部向加工对象物w的贯通部wn装配孔眼t。
[0248]
在装配孔眼t后,上部第一变换机构811的偏心凸轮813及下部第一变换机构812的偏心凸轮813进一步向图示逆时针方向旋转,成为图12所示的初始姿势pb1。另外,通过移动部60而支承部50移动到第三姿势pa3的位置,孔眼供给部90的装填部93对敛紧加工部40装填新的孔眼雌体t1及孔眼雄体t2,能够进行下一循环的孔眼装配作业。
[0249]
图17是示出孔眼装配装置100的停止部95的动作的图。停止部95由检测体96、检测部97及控制部(未图示)构成。
[0250]
检测体96安装于致动器961,能够在上下方向上移动。致动器961例如是空气缸。致动器961在贯通加工部30的贯通加工的执行中和/或敛紧加工部40的敛紧加工的执行中,在上部贯通加工部31工作前和/或上部敛紧加工部41工作前,使检测体96朝向加工对象物w的加工位置wp附近下降。在检测体96形成有插通孔962,能够经由插通孔962而进行贯通加工部30的贯通加工及敛紧加工部40的敛紧加工。
[0251]
检测部97对检测体96下降至规定高度进行检测。检测部97例如是光学传感器,检测信号向未图示的控制部输入。控制部在被输入了检测部97检测到检测体96的意思的检测信号的情况下,使贯通加工和/或敛紧加工继续进行。另外,控制部在未接收到检测部97检测到检测体96的意思的检测信号的情况下,使执行中的贯通加工和/或敛紧加工停止。例如在检测体96的下方载置了异物的情况下,检测体96不下降至规定的高度。在这样的情况下,停止部95使执行中的贯通加工和/或敛紧加工停止,能够使装配孔眼的作业的安全性提高。
[0252]
根据以上说明的本实施方式的孔眼装配装置100,使贯通加工部30及敛紧加工部40工作的工作部70具有上部臂71及下部臂72,上部臂71及下部臂72均以从后方朝向前方延伸的方式配置。因而,能够利用共用的机构使上部臂71及下部臂72工作,能够简化上部的机构和下部的机构,并且能够使上部的机构和下部的机构在合适的定时下协同工作。另外,上部臂71及下部臂72均以从后方朝向前方延伸的方式配置,能够削减配置上部臂71及下部臂72的上下方向的空间,因此能够抑制孔眼装配装置100的上下方向的尺寸而实现小型化。
[0253]
[变形例]
[0254]
本发明的孔眼装配装置100不限定于上述说明的本实施方式。例如,上部臂71及下部臂72的形状不限定于本实施方式的形状。另外,使上部臂71及下部臂72工作的驱动变换机构80不限定于本实施方式的结构。
[0255]
以上,虽然说明了本发明的实施方式,但上述的实施方式只不过是用于实施本发明的例示。由此,本发明不限定于上述的实施方式,能够在不脱离其主旨的范围内将上述的实施方式适当变形而实施。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。