1.本技术涉及无线通信的技术领域,尤其涉及一种叠层液晶天线。
背景技术:
2.基于良好射频性能的液晶(lc)材料的液晶天线及其阵列相控阵天线,是近年来学术界和工程界的热点技术领域的新产品。液晶天线属于电子扫描(esa)可调谐相控阵天线的一种重要分支,可广泛应用于毫米波及高频微波天线产品。相比于传统机械天线,液晶天线具有响应快、体积紧凑、易于运营维护等显著优势,而且随着规模化量产的实现,成本也将会得到大幅降低。因此能够很好地满足物联网、5g和卫星通信服务等无线互联通信技术对功能强化、数量规模大和成本低廉天线产品的迫切需求。
3.液晶天线一般采用上、下基板为支撑衬底,中间封装液态液晶材料的类似三明治结构。在这种结构中,上、下基板设置金属电极布线图案用于射频微波和驱动控制电信号的传输及控制,中间液晶材料受到不同驱动电信号后进行分子取向偏转得到不同的液晶等效介电常数,从而实现对微波信号的调谐以获得所需要的天线功能。基于这种三明治结构的液晶天线,通过施加不同的液晶偏转电压可以得到不同的电磁波移相量。进一步地,通过控制液晶天线相控阵面板中各个单元子天线对电磁波调谐的移相量进行波束合成,获得不同波束指向角扫描实现电磁波信号的接收或发射。
4.目前为了提高液晶天线对电磁波信号的调谐能力,例如增大移相量或增加信号处理灰度数量,采用的技术手段是将两个或多个相同或不同规格的三明治结构的液晶天线在断层结构方向上进行叠加串联或并联,来增强液晶天线的功能。
5.虽然采用上述这种方式具有操作简单以及组合自由度大等显著优势,但是不可避免的也会存在一些系统性的不足,例如,衬底介质数量增加所带来的传输损耗明显变大且对功耗和响应速度容易产生不利影响,而且终端产品的厚度由于天线组合数量的增加而变得难以降低。
技术实现要素:
6.(一)发明目的
7.为解决现有液晶天线在断层结构方向上简单叠加从而带来传输损耗明显变大的问题,本技术所提供的一种叠层液晶天线能够有效减少衬底介质数量,降低射频信号的传输损耗,并且天线的厚度也得以控制,符合超薄轻便天线的要求。
8.(二)技术方案
9.为解决上述技术问题,本技术提供了一种叠层液晶天线,包括上电极基板和下电极基板,所述上电极基板和下电极基板之间设置有中间电极基板,所述上电极基板和中间电极基板之间填充有上液晶层,所述下电极基板和中间电极基板之间填充有下液晶层,所述中间电极基板的两侧分别于其与相邻的上电极基板和下电极基板之间形成有对上液晶层和下液晶层的液晶分子偏转的电场力。
10.本技术通过在上电极基板和下电极基板之间引入一层新的中间电极基板,使得在中间电极基板和上电极基板之间形成有上液晶层,在中间电极基板和下电极基板之间形成有下液晶层,继而实现了在液晶天线内包含两层液晶层,上液晶层、中间电极基板和下液晶层形成叠层结构;另一方面中间电极基板和上电极基板之间以及和下电极基板之间均可以形成对上液晶层和下液晶层的液晶分子偏转的电场力,由此通过引入中间电极基板作为叠层液晶天线的支撑衬底来减少衬底介质的数量,既有效降低了射频信号的传输损耗,又能够使得产品的整体厚度降低。
11.优选的是,所述中间电极基板上相对的两侧分别设置有电极薄膜,所述上电极基板和下电极基板朝向中间电极基板的一侧均设置有与电极薄膜相互作用的功能膜层。
12.通过采用上述技术方案,在中间电极基板的两侧分别引入电极薄膜,继而可以实现中间电极基板与上电极基板和下电极基板之间形成电极层,从而可以对两侧液晶层施加不同的液晶偏转电压。
13.优选的是,所述上电极基板和下电极基板在其具有功能膜层的一侧四周边缘位置处周向设置有一圈封框胶,所述中间电极基板上具有电极薄膜的一侧和上电极基板上的封框胶相互贴合并形成有用于填充上液晶层的上液晶盒;所述中间电极基板上具有电极薄膜的另一侧和下电极基板上的封框胶相互贴合并形成有用于填充下液晶层的下液晶盒。
14.通过采用上述技术方案,上液晶盒和下液晶盒的设置可以对液晶进行储存,从而便于液晶在上电极基板和中间电极基板之间以及下电极基板和中间电极基板之间成型。
15.优选的是,所述上液晶盒和下液晶盒内均设置有支撑微球,所述支撑微球的外径等于上液晶盒或下液晶盒内顶面和内底面之间的高度。
16.通过采用上述技术方案,通过设置支撑微球起到支撑上液晶盒和下液晶盒之间平稳的作用,这样的结构有利于上液晶盒和下液晶盒构成的盒内保持均匀的平整度,填充液晶后,能够保持均匀的底色。
17.优选的是,所述上液晶盒和下液晶盒内均设置有ps柱,所述ps柱的上下两端分别贴合于上液晶盒或下液晶盒的内顶面和内底面。
18.通过采用上述技术方案,ps柱的上下两端平整设置,在对上下电极基板和中间电极基板贴合的时候不容易发生晃动,且同时也具有支撑上液晶盒和下液晶盒之间平稳的作用。
19.(三)有益效果
20.本技术的上述技术方案具有如下有益的技术效果:
21.在上下电极基板之间引入中间电极基板制造叠层液晶天线,利用中间电极基板两侧的接地电极层分别与上电极基板和下电极基板之间形成电场为液晶分子偏转提供作用力,从而在降低液晶天线整体的厚度同时还可以减少衬底介质数量,有效降低射频信号的传输损耗,进一步增大移相量,使液晶天线的功能更加丰富。
附图说明
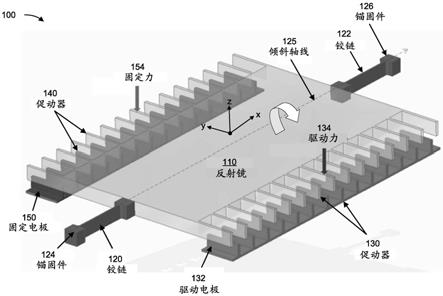
22.图1是本技术一优选实施例叠层液晶天线断层的结构示意图;
23.图2是本技术一中采用空盒灌晶技术制造时上、下液晶空盒的灌晶口位于同一侧相同位置示意图;
24.图3是本技术一优选实施例中叠层液晶天线面板制造大步工艺及其流程示意图;
25.图4是本技术一优选实施例中叠层液晶天线面板切割后或二次切割之前减薄前后厚度变化示意图;
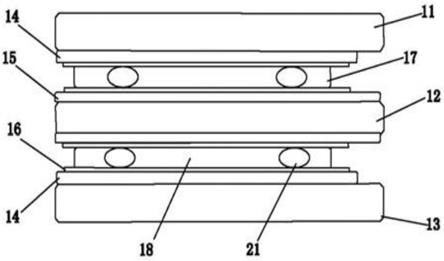
26.图5是本技术二中采用滴加液晶贴合(odf)技术制造时上、下电极基板表面隔垫物ps柱子位置关系示意图。
27.附图标记:
28.11:上电极基板;12:中间电极基板;13:下电极基板;14:功能膜层;15:接地电极层;16:pi膜;17:上液晶层;18:下液晶层;21:支撑微球;22:ps柱;3、封胶框;31、注晶口。
具体实施方式
29.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。
30.实施例1:
31.如图1所示,一种叠层液晶天线,包括上电极基板11、中间电极基板12和下电极基板13,上电极基板11、中间电极基板12和下电极基板13依次叠加设置,三个电极基板的使用材质包括但不限于玻璃材质平板、石英材质平板、陶瓷片、硅基晶圆片、pcb板材和其他高分子材料的板材例如pet、pi、lcp板等,还可以采用一些前沿柔性产品的电极基板衬底,例如pet、pmma、pi和柔性玻璃等卷料基板,在本技术文件中以选用玻璃材质为例进行说明。
32.在厚度的选择上,上电极基板11、中间电极基板12和下电极基板13的厚度均在0.1-2.0mm之间,在本技术文件中上电极基板11优选厚度为0.5mm,中间电极基板12优选厚度为0.3mm,下电极基板13优选厚度为0.5mm。同时本技术文件不对电极基板的长宽尺寸作限制,在本技术文件中仅以550mm*650mm为例进行说明。
33.在上电极基板11和下电极基板13相对的一侧上均设置有功能膜层14,功能膜层14从基板表面依次为驱动信号引线层、天线电磁波信号传输电层、钝化层、上下导通电极层,其中驱动信号引线层和上下导通电极层可以采用钼、钛、铝或铜等一种或多种金属合金,也可采用半导体复合材料,优选的采用氧化铟锡(ito)。
34.天线电磁波信号传输层可以采用电磁性能良好的纯金属铜、银、铝或金,优选的采用铜,天线电磁波信号传输层铜薄膜图案作为天线内部单元可以采用微带线天线、弯折线或枝节移相器、微带馈电网络、矩形或扇形耦合贴片,以及相匹配的耦合缝图案中的一种或多种组合使用。
35.钝化层可以采用硅氧化物或者硅氮化物(sinx),优选的采用硅氮化物(sinx)。
36.驱动信号引线层和上下导通电极层的厚度均在20-500nm之间,优选采用150nm厚度;天线电磁波信号传输电层的厚度在500-4000nm之间,优选的采用2500nm厚度;钝化层的厚度在100-2000nm之间,优选的采用450nm厚度。
37.中间电极基板12位于上电极基板11和下电极基板13的两个功能膜层14之间,中间电极基板12的相对两侧分别涂覆有接地电极层15,接地电极层15可以采用钼、钛、铝或铜等一种或多种金属合金,也可采用半导体复合材料,优选的采用氧化铟锡(ito)。接地电极层ito薄膜图案根据产品电学功能进行设计,例如矩形图案开窗作为隔离、绕曲长布线作为调
试电阻等,优选的采用整面完整ito薄膜,接地电极层ito薄膜的厚度在20-500nm之间,优选的采用150nm厚度。
38.如图1、图2所示,在上电极基板11和下电极基板13上两个功能膜层14相对的一面以及中间电极基板12相对的两个接地电极层15上均涂覆pi(polyimide,聚酰亚胺)膜16。在上电极基板11和下电极基板13上涂覆有pi膜16的一侧边缘位置处周向涂覆一圈封框胶3,中间电极基板12上具有pi膜16的一侧和上电极基板11上的封框胶3相互贴合并形成上液晶盒。中间电极基板12上具有pi膜16的另一侧和下电极基板13上的封框胶3相互贴合并形成下液晶盒。
39.在上液晶盒内填充有液晶并形成上液晶层17,上液晶层17和中间电极基板12和上电极基板上的pi膜16相互接触。在下液晶盒内填充有液晶并形成下液晶层18,下液晶层18和中间电极基板12和下电极基板13上的pi膜16相互接触。
40.在上液晶盒和下液晶盒内均设置有厚垫隔物,厚垫隔物包括支撑微球21,合适数量的支撑微球21在上液晶盒和下液晶盒内均匀分布,支撑微球21的外径等于上液晶盒或下液晶盒的内顶面和内底面之间的高度。通过设置支撑微球21起到支撑上液晶盒或下液晶盒的作用,这样的结构有利于上液晶盒或下液晶盒保持均匀的盒厚,填充液晶后,能够保持均匀的底色。
41.如图1、图3所示,一种用于叠层液晶天线的制造工艺,包括,s100液晶面板电极基板制造大步工艺和s200液晶面板制盒大步工艺。
42.其中s100液晶面板电极基板制造大步工艺包括:
43.s101、清洗,将上电极基板11、中间电极基板12以及下电极基板13均使用去离子水进行清洗干净,通过烘干设备如烘干机进行烘干后待用;
44.s102、薄膜生长,在上电极基板11上通过真空溅射镀膜工艺制造驱动信号引线层薄膜,在驱动信号引线层薄膜的基础上通过湿法电镀工艺进行天线电磁波信号传输层的镀膜,在驱动信号引线层薄膜的基础上通过等离子体增强化学沉积工艺进行钝化层的薄膜制备,达到所需厚度后进入下一步操作。在钝化层的基础上通过真空溅射镀膜工艺制造上下导通电极层,由此可以实现在上电极基板11上多层膜的制造。下电极基板13上多层膜的制造方式与上电极基板11的方式一致,在此不再进行详细赘述。
45.中间电极基板12为正反面双面ito薄膜,制造时,首先对中间电极基板12的一面真空溅射ito薄膜,厚度在50-150nm左右,完成后间隔15-600秒后在另一面真空溅射相同厚度的ito薄膜。考虑到中间电极基板12经过的制造工艺要简化很多,其衬底的厚度可以采用0.4mm,甚至0.3mm也不会增加制造风险,便于实现整体产品厚度的降低。
46.s103、光刻及图案刻蚀,将完成薄膜生长的基板涂覆2um厚度正性光刻胶,在温度为105℃下软烘5分钟,冷却后进入光刻机进行曝光,曝光时间为8秒,随即投入显影工序进行显影,完成后水洗吹干,再在温度为120℃下坚膜5分钟。
47.经过抽检测试关键尺寸线宽数据以及不良检测无问题之后,进入刻蚀工序去除不需要的薄膜,金属薄膜刻蚀采用酸液湿法刻蚀,非金属薄膜采用等离子体干法刻蚀,在本技术文件中采用反应离子刻蚀工艺。刻蚀完成后进行光刻胶去除,干燥后待用。
48.s104、缺陷检测,进入缺陷检测工序,检测方法包括电学检测和光学检测两种,通过检测保留良品上电极基板11、中间电极基板12和下电极基板13。
49.将完成上述制造工艺及步骤的良品上电极基板11、下电极基板13、中间电极基板12,投入液晶面板制盒大步工艺。
50.其中s200液晶面板制盒大步工艺包括:
51.s201、pi膜涂覆及摩擦取向,在上、下电极基板盒内对应的一面印刷pi溶液,在温度为220℃下固化30分钟后,得到厚度为100nm的pi膜16。
52.对中间电极基板12的其中一个单面印刷pi溶液,在温度为220℃下时间下调为20分钟固化后,然后在其另一面印刷pi液,在温度为220℃下固化30分钟,由此形成双面pi膜16。实际制造测试表明,pi膜16的固化时间在满足pi膜16充分固化之后,再次延长并不会对pi膜16性能产生明显不利的影响,但是会增加产能消耗。
53.摩擦或光照取向时,首先对下电极基板13上的pi膜16进行摩擦或光照,并定义下电极基板13上pi膜16的摩擦或光照方向作为参考水平方向,中间电极基板12与下电极基板13正对的面pi膜16摩擦或光照方向为参考水平方向逆时针旋转90
°
后的方向,中间电极基板12另一面的pi膜16摩擦或光照方向与参考水平方向一致,上电极基板11的pi膜16摩擦或光照方向为参考水平方向逆时针旋转90
°
后的方向。具体的摩擦压入量或光照剂量以及锚定强度,可以按照液晶显示器tn型产品适用范围选定即可。
54.s202、液晶填充及封装,采用空盒灌晶技术实现三层基板叠层液晶面板贴合与液晶填充及封装,在采用空盒灌晶技术进行液晶填充及封装时,首先在上电极基板11和下电极基板13膜层所在的正面丝网印刷环氧封框胶3图案并留有灌晶口31,胶宽2mm左右,并对基板在温度为80℃下烘烤15分钟完成初步预固化。
55.然后在上电极基板11上喷洒合适数量的支撑微球21,支撑微球21选用规格为直径8um,密度约为100粒/1mm见方,然后进入对位贴合工序,在贴合对位机上与中间电极基板12的正面进行对位调整并贴合,同时对基板施加35psi均匀面压力,同时在温度为170℃高温下热固化15分钟,时间结束后即完成了单层液晶空盒的结构。
56.接着在单层液晶空盒的中间电极基板12反面喷洒同样密度的支撑微球21,然后与下电极基板13进行对位贴合,对位时只需要与上电极基板11的对位标对准即可,完成后进行高温热固化的时间增至45分钟,以确保封装稳定性,同时施加30psi均匀面压力,时间结束后即完成了具有上、下两层液晶盒的叠层液晶空盒。
57.如图2、图3所示,此时,由于是整张大板液晶空盒,由此需要投入切割工序裁成单独的产品液晶空盒再进行液晶填充及封装。此外,上、下液晶空盒的灌晶口31应位于同一侧相同位置,实现后续灌晶工艺一次操作即可完成液晶填充,从而可以实现提高叠层液晶空盒灌晶的效率。
58.首先将叠层液晶空盒放进真空灌晶设备内,调整好灌晶口31与设备液晶槽的位置成上下对齐但不与槽内液晶接触,对叠层液晶空盒内抽真空后再接触,然后充入氮气,液晶开始灌入上、下液晶盒空盒内,10分钟后灌满取出。同时擦除封口位置残留的液晶,对两个灌晶口31进行uv胶固化封口,由此实现密封封装得到最终的叠层液晶天线面板产品。
59.s203、衬底减薄,在对叠层液晶天线面板进行外围驱动器件的绑定及装配之前,对叠层液晶天线面板进行减薄抛光处理,从而降低面板整体的厚度以实现超薄化。减薄采用药液腐蚀和机械抛光两种工艺同时进行,玻璃基板的减薄工艺成熟,将产品投入面板减薄厂加工即可。
60.如图4所示,减薄抛光的液晶天线面板需要进行二次切割作业,即减薄抛光之前需进行一次切割,之后再次切割得到最终的超薄叠层液晶天线面板产品。在本技术文件中对上电极基板11、下电极基板13减薄去除的厚度均为0.2mm,减薄后的厚度为0.3mm。基于相同基板衬底规格及制造工艺和相同的减薄量,若按照简单的组合方式得到的两层液晶天线面板,其总厚度约为1.2mm。两者进行对比,本发明的超薄叠层天线面板厚度降低了25%左右,优势十分明显。
61.s204、缺陷检测,对投入切割工序切成单个的超薄叠层液晶天线产品进行缺陷检测,良品投入面板后工序外围驱动器件的绑定及装配。
62.实施例二
63.实施例二与实施例一的区别仅在于:如图3、图5所示,厚垫隔物包括ps(postspacer,柱状隔垫物)柱22和液晶填充及封装采用滴加液晶贴合(odf)技术。
64.在采用滴加液晶贴合(odf)技术进行液晶填充及封装时,首先需要在上电极基板11、下电极基板13正面完成ps柱22的图案制造,在上电极基板11和下电极基板13膜层所在的正面涂覆2um厚度正性光刻胶,在温度105℃下软烘5分钟。冷却后进入光刻机进行曝光,曝光时间8秒,随即投入显影工序进行显影,完成后水洗吹干,再进行150℃坚膜10分钟,由此得到8um高度的ps柱22,底部直径为30um,间距为80um。上电极基板11、下电极基板13的ps柱22点对点位置关系在版图设计时应保持精确对位,通过制造工艺和过程控制,实际的对位偏差可以控制在12um以内。
65.如图2、图3所示,将制造好的上电极基板11和下电极基板13投入滴加液晶贴合(odf)工序,在上电极基板11正面涂覆封框胶3(胶宽2mm)并滴加液晶,将中间电极基板12与之进行对位贴合,粗调后无需精确对位即可进行uv光固化封装,完成上层液晶天线的制造。紧接着,在中间电极基板12的另一面涂覆封框胶3(胶宽2mm)并滴加液晶,将下电极基板13与之进行对位贴合。对位时,下电极基板13只需与上电极基板11的对位标进行对准调整,而不需要与中间电极基板12对准。对位贴合对准时先进行粗调整再做精确调整,除了满足上、下液晶层良好的对位,还应确保上、下ps柱22达到良好的对位效果,完成之后,对下电极基板13的封框胶3进行uv光辐照固化,完成下层液晶天线的制造,最终得到了两层液晶层的叠层液晶天线面板。其中在uv光固化封框胶3时需用到uv遮光板对非封框区进行避光保护。
66.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。