1.本发明涉及一种钢管轧机芯棒限动液压泵控装置。
背景技术:
2.在钢管轧制领域,从穿孔机穿孔出来的毛管,进入轧机轧制之前,需先穿入芯棒,芯棒起到支撑毛管内壁的作用。为了减少芯棒的长度,芯棒前进的速度小于毛管轧制前进速度,这个动作叫芯棒限动,芯棒前进的速度叫芯棒限动速度,施加在芯棒上前进反方向的力叫芯棒限动力。当毛管规格不同时,芯棒限动速度也会不同,而同种规格的毛管,芯棒限动速度通常保持固定不变。
3.在毛管轧制过程中,毛管在芯棒、轧机的轧辊旋转和压下的共同作用下,毛管进行金属变形。从毛管咬钢开始,芯棒以一个固定并低于钢管轧制的速度前进。此时,芯棒受到轧机轧制力的带动,如不加以限制,则会与钢管同步前进。为控制芯棒前进的速度,通常可采用电机或液压缸对芯棒在轧制前进的反方向给定一定力,也就是芯棒限动力,根据钢管规格的不同,芯棒限动力从几十吨到100多吨不等。通常在长距离芯棒限动中采用电机,在短距离芯棒限动中采用液压缸。采用液压缸进行芯棒限动的液压控制系统,具有限动力大、油缸行程长、缸径尺寸大、限动速度稳定、回退速度快、液压流量大等特点。液压缸作用下的芯棒限动的动作过程如下:
4.1、芯棒快速运行电机驱动芯棒小车和芯棒快速前进,使芯棒插入毛管,并在液压限动装置位置处被限制而停止。
5.2、限动装置液压缸以设定的限动速度伸出,芯棒快速运行电机采用力矩控制,向芯棒施加一定的力矩,随液压缸伸出的速度前进,毛管被轧机轧辊咬入,开始轧制。
6.3、限动装置液压缸的杆腔向芯棒施加限动力,使得芯棒得以不受轧制力的影响,继续以限动速度伸出,直到毛管轧制结束。
7.4、快速运行电机驱动芯棒小车和芯棒快速返回,并与液压限动装置脱开;同时,限动液压缸也快速缩回,芯棒和限动液压缸均处于初始状态,等待下一只毛管的轧制。
8.从以上过程可以看出,芯棒限动的过程中,液压缸伸出方向和受力方向一致,处于负负载状态。此时,限动液压缸的塞腔只需要补充油液,而杆腔需要产生一个大背压,以限制液压缸的速度。常规设计中,由于泵站压力恒定,油缸伸出动作时,塞腔进压力油,液压缸伸出方向会产生一个大的压力,再加上轧制力水平分力,那么需要在杆腔产生一个很高的背压才能限制液压缸的速度,这是非常耗能的。同时,由于芯棒限动的力较大,使得液压缸缸径大,再加上伸出速度快,要求液压泵站流量大,装机功率很大。
9.毛管从咬钢到轧制结束的过程中,轧辊作用在芯棒上的水平分力并不是一个固定不变的力。相反,由于起始、结束轧制速度变化,毛管温度持续降低,毛管内径变化等原因,这个力是随时变化的。由于固定节流阀两端压差发生增减时,流通能力会发生变化,这使得要控制液压缸速度为固定值时,固定节流阀不能满足速度要求。
10.因此,面对目前存在的限动液压缸耗能大的问题,来研发出的一种能够在满足液
压缸伸出和缩回速度可控的要求的前提下,减少运行过程中的能耗的钢管轧机芯棒限动液压泵控系统是目前亟待解决的技术问题。
技术实现要素:
11.本发明的目的是提供一种钢管轧机芯棒限动液压泵控装置,以解决现有目前限动液压缸耗能大的问题。
12.为解决上述技术问题,本发明提供一种钢管轧机芯棒限动液压泵控装置,包括控制器、安装在液压缸上用于检测液压缸的行程的位移传感器、与液压缸的塞腔连接用于调节液压缸的塞腔液压的塞腔液压油调节单元以及分别与所述塞腔液压油调节单元和液压缸的杆腔连接用于调节液压缸的杆腔液压的杆腔液压油调节单元;所述位移传感器与控制器的输入端电连接,所述控制器的输出端与杆腔液压油调节单元的控制输入端电连接;所述控制器用于采集位移传感器检测到的行程计算液压缸的伸缩速度,并根据液压缸的伸缩速度控制杆腔液压油调节单元调节流经杆腔液压油调节单元的液压油流量。
13.进一步地,所述塞腔液压油调节单元包括油源液压油控制单元和油箱液压油控制单元;所述油源液压油控制单元包括第二电机泵组和第二单向阀,所述第二电机泵组连接在油源与第二单向阀的进油端之间,第二单向阀的出油端与液压缸的塞腔连接;所述油箱液压油控制单元包括插装阀和第一单向阀,所述第一单向阀的进油端与液压缸的塞腔连接,第一单向阀的出油端通过插装阀与油箱连接。
14.进一步地,所述第一电机泵组包括第一双向液压泵以及与所述第一双向液压泵连接的第一伺服电机,所述第一伺服电机通过控制器与位移传感器连接,所述控制器用于采集位移传感器采集到的液压缸行程控制第一伺服电机驱动第一双向液压泵的转速。
15.进一步地,第二单向阀的出油端设有与所述第二电机泵组的第二驱动单元电连接的压力传感器;所述第二电机泵组包括第二双向液压泵以及与所述第二双向液压泵连接的第二伺服电机,所述第二伺服电机通过所述控制器与压力传感器连接,所述控制器还用于采集压力传感器采集到的压力信号控制第二伺服电机驱动第二电机泵组的转速。
16.进一步地,所述第一单向阀的固定开启压力为0.5mpa。
17.本发明的有益效果为:通过控制器位移传感器检测到的行程计算液压缸的伸缩速度,并根据液压缸的伸缩速度控制杆腔液压油调节单元调节流经杆腔液压油调节单元的液压油流量,可自动调节液压缸伸出和缩回速度可控的要求;当液压缸伸出时,该泵控装置形成差动回路,可降低液压泵站的装机功率;并且本技术中的液压缸的伸出和缩回由第一电机泵组和第二电机泵组直接控制,没有液压阀组件控制的中间环节,降低了回路的复杂程度,减少了生产过程的能量消耗。
附图说明
18.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,在这些附图中使用相同的参考标号来表示相同或相似的部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
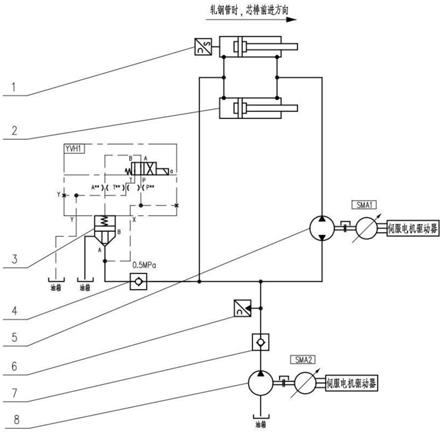
19.图1为本发明一个实施例的结构示意图;
20.其中:1、位移传感器;2、液压缸;3、插装阀;4、第一单向阀;5、第一电机泵组;6、压
力传感器;7、第二单向阀;8、第二电机泵组。
具体实施方式
21.如图1所示的钢管轧机芯棒限动液压泵控装置,包括控制器、安装在液压缸2上用于检测液压缸2的行程的位移传感器1、与液压缸2的塞腔连接用于调节液压缸2的塞腔液压的塞腔液压油调节单元以及分别与所述塞腔液压油调节单元和液压缸2的杆腔连接用于调节液压缸2的杆腔液压的杆腔液压油调节单元;所述位移传感器1与控制器的输入端电连接,所述控制器的输出端与杆腔液压油调节单元的控制输入端电连接;所述控制器用于采集位移传感器1检测到的行程计算液压缸2的伸缩速度,并根据液压缸2的伸缩速度控制杆腔液压油调节单元调节流经杆腔液压油调节单元的液压油流速。当液压缸2为伸出状态时,液压缸2的杆腔内的液压油经杆腔液压油调节单元后,与塞腔液压油调节单元提供的液压油一同供向液压缸2的塞腔;当液压缸2为缩回时,由液压缸2的塞腔内流出的液压油通过杆腔液压油调节单元泵向液压缸2的杆腔推动液压缸缩回,同时通过塞腔液压油调节单元将多余的液压油调节至油箱。
22.所述塞腔液压油调节单元包括油源液压油控制单元和油箱液压油控制单元;所述油源液压油控制单元包括第二电机泵组8和第二单向阀7,所述第二电机泵组8连接在油源与第二单向阀7的进油端之间,第二单向阀7的出油端与液压缸2的塞腔连接;所述油箱液压油控制单元包括插装阀3和第一单向阀4,所述第一单向阀4的进油端与液压缸2的塞腔连接,第一单向阀4的出油端通过插装阀3与油箱连接。
23.所述第一电机泵组5包括第一双向液压泵以及与所述第一双向液压泵连接的第一伺服电机,所述第一伺服电机通过控制器与位移传感器1连接,所述控制器用于采集位移传感器1采集到的液压缸2行程控制第一伺服电机驱动第一双向液压泵的转速。第二单向阀7的出油端设有与所述第二电机泵组8的第二驱动单元电连接的压力传感器6;所述第二电机泵组8包括第二双向液压泵以及与所述第二双向液压泵连接的第二伺服电机,所述第二伺服电机通过所述控制器与压力传感器6连接,所述控制器还用于采集压力传感器6采集到的压力信号控制第二伺服电机驱动第二电机泵组8的转速。第一单向阀4设有固定开启压力0.5mpa,使得液压缸2缩回时,塞腔的压力至少为0.5mpa,可有利于第二电机泵组8吸油。
24.下面对该钢管轧机芯棒限动液压泵控装置的工作原理做详细描述:
25.在准备阶段:液压缸2处于完全缩回的状态,第二电机泵组8的伺服电机sma2停止运行,第一电机泵组5的第一伺服电机sma1为力矩控制,向液压缸2的杆腔施加一定的初始压力,等待芯棒小车的到来。在此阶段,插装阀3的先导控制阀电磁铁yvh1得电,液压缸2的塞腔处于无压状态。芯棒快速运行电机驱动芯棒小车和芯棒快速前进,芯棒插入毛管,并在液压限动装置位置处被限制而停止。
26.在限动阶段:芯棒达到限动装置位置后,液压缸2以限动速度伸出,芯棒在限动装置的限制和电机的带动下,也以限动速度随液压缸2一起前进。毛管进入轧机,开始轧制,芯棒开始受到轧辊轧制毛管的水平分力。为了保证液压缸2伸出限动速度,第一伺服电机此时处于发电状态,阻止第一电机泵组5的第一双向液压泵快速旋转,并向液压缸2提供限动力。液压缸2的行程由位移传感器1检测,通过控制器计算其速度,然后通过第一伺服电机控制第一双向液压泵5的转速来控制液压缸2伸出的限动速度;液压油从液压缸2的杆腔流出,再
经第一电机泵组5流出的液压油不足以完全补充液压缸2塞腔的容积,不足的液压油由第二电机泵组8提供。此时,第二电机泵组8工作与压力传感器6构成闭环,向液压缸2的塞腔提供恒定的低压力油源,以避免液压缸2塞腔吸空。在这个过程中,第一电机泵组5的第一伺服电机处于发电状态,不但无能耗,还可通过接入电容板储存电能。由于第一电机泵组5流出的液压油直接进入液压缸2的塞腔,因此第二电机泵组8只需要向液压缸2的塞腔提供不足的低压液压油即可。因此,在限动过程中,第二电机泵组8供油流量较小、压力较低,相应的伺服电机消耗功率不大,可节约生产环节的电能消耗。在此阶段,插装阀3的先导控制阀的电磁铁yvh1失电,液压缸2的塞腔与油箱处于切断状态。
27.轧制完成后,快速运行电机驱动芯棒小车和芯棒快速返回,与限动装置脱开。同时,限动装置液压缸2也以低于芯棒返回的的速度快速缩回,并慢速停位在完全缩回位,等待下一根毛管的轧制。这个阶段,插装阀3的先导控制阀的电磁铁yvh1得电,液压缸2的塞腔与油箱处于连通状态。第二电机泵组8停止,第一电机泵组5向液压缸2的杆腔供油,并控制液压缸2的速度;液压缸2的塞腔的液压油一部分重新进入第一电机泵组5的吸油口,多余部分从单向阀4、插装阀3流回油箱。
28.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。