1.本实用新型涉及截流阀技术领域,具体为用于连续压接钳的截流阀结构。
背景技术:
2.电动液压压接钳是最主流最快捷的电缆铜鼻的压接工具,此款工具的升级款:“连续”电动液压压接钳,各大厂家正在争先恐后的研发自己的技术制作,现目前对于实现“连续”压接,在油缸中装一个“截流阀”,让工具在超压回油时,再次供电进油的瞬间,截止回流通道,让回油通道的压力减小,超压针回弹封住流向油囊的通道,让工具可继续上压,以此实现“连续”压接;但是此种方式存在着“连续”压接不稳定的问题,且长时间使用后容易磨损,“连续”压接性能降低或消失,在超压后无法将阀芯中的积油泄掉,它是运用单向进油阀与阀芯相差较远,中间的容积较大,让油压得到缓融,但其中依然存在着压力,这会导致阀芯回弹,增加磨损。
技术实现要素:
3.为了解决上述现有技术中存在问题,本实用新型提供用于连续压接钳的截流阀结构。
4.为了实现上述目的,本实用新型采用如下技术方案:
5.用于连续压接钳的截流阀结构,包括油缸和截流阀组件,所述截流阀组件设置于所述油缸的内部;
6.所述截流阀组件包括截流阀阀体和截流阀阀芯,所述截流阀阀体与所述截流阀阀芯适配;
7.所述截流阀阀体的端面沿轴线方向开设有腰型槽,所述腰型槽与所述油缸的进油孔连通;
8.所述截流阀阀芯的端盖上开设有小孔,所述小孔用于使所述截流阀阀芯的内部与外界连通,所述截流阀阀芯两端的端面的横截面积不同,所述截流阀阀芯的端部设置有限位块。
9.进一步的,所述腰型槽开设有三个,三个所述腰型槽均匀间隔开设,三个所述腰型槽呈环形分布。
10.进一步的,所述截流阀阀芯横截面较小的一端的端面为端面a,所述端面a的直径为12mm。
11.进一步的,所述截流阀阀芯横截面积较大的一端的端面为端面b,所述端面b的直径为18.5mm。
12.进一步的,所述截流阀阀芯横截面积较大的一端与所述截流阀阀体适配。
13.进一步的,所述截流阀阀体的端面开设有所述螺纹槽,所述腰型槽与所述螺纹槽开设于同一端面。
14.进一步的,所述螺纹槽开设于相邻的两个所述腰型槽之间,所述截流阀阀体的端
面开设有两个所述螺纹槽。
15.进一步的,所述截流阀阀体上与所述螺纹槽相背的一端开设有通孔。
16.进一步的,所述截流阀阀体的侧壁开设有通孔,所述截流阀阀体侧壁的通孔用于使所述截流阀阀体的内部与外界连通。
17.本方案还提供一种压接钳,包括所述的用于连续压接钳的截流阀结构。
18.与现有技术相比,本实用新型的有益效果在于:
19.本方案提供的用于连续压接钳的截流阀结构可以帮助电动液压压接钳实现“连续”稳定的压接,从而节省电,缆制作的时间与成本本方案是采用第一种,“截流”的方案思路,将截流的结构改变优化,以实现长时间多次压接后依然能持续、稳定的实现“连续”压接性能;
20.将单向进油阀与阀芯中间的容积减小,使得进油速度加快,上压稳定,在阀芯上钻的小孔,让超压的瞬间阀芯中的积油可以快速泄掉;具有本结构的工具经过长时间的实际测试,在工作2万次后,依然能稳定的实现“连续”压接;拆装方便,现有技术中的截流阀都为,用三个螺纹孔将截流阀压在油缸中,由于油缸较长,截流阀相对较小,不易拆装、维修,本方案增大了截流阀的体积,且在外径上制作螺纹,可以直接拧进油缸,方便维修。
附图说明
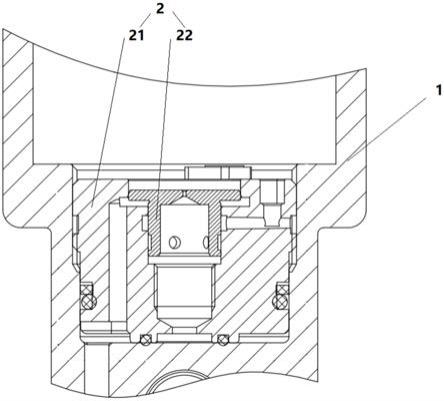
21.图1显示为本实用新型的整体结构示意图;
22.图2显示为本实用新型的截流阀阀体a端面示意图;
23.图3显示为本实用新型的截流阀阀体b端面示意图;
24.图4显示为本实用新型的截流阀阀芯示意图;
25.图5为实施例的截流阀阀体尺寸示意图;
26.图6为图5中n处的尺寸示意图;
27.图7为图5中p处的尺寸示意图;
28.图8为图5中r处尺寸示意图;
29.图9显示为本实用新型的截流阀阀体b端面尺寸示意图;
30.图10显示为本实用新型的截流阀阀体a端面尺寸示意图;
31.图11为实施例的截流阀阀芯尺寸示意图;
32.图12显示为本实用新型的截流阀阀芯剖面尺寸示意图;
33.图13为图11中b处的尺寸示意图;
34.图14为图11中c处的尺寸示意图;
35.图中,1-油缸,2-截流阀组件,21-截流阀阀体,22截流阀阀芯,23腰型槽,24-小孔,25-螺纹槽。
具体实施方式
36.为了对本实用新型的技术特征、目的和效果有更加清楚的理解,现对照附图说明本实用新型的具体实施方式,但本实用新型的保护范围不局限于以下所述。
37.下面结合实施例对本实用新型作进一步的描述,所描述的实施例仅是本实用新型一部分实施例,并不是全部的实施例。基于本实用新型中的实施例,本领域的普通技术人员
在没有做出创造性劳动前提下所获得的其他所有实施例,都属于本实用新型的保护范围。
38.在本实用新型的描述中,需要理解的是,术语“逆时针”、“顺时针”“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
39.实施例:
40.用于连续压接钳的截流阀结构,其特征在于,包括油缸1和截流阀组件2,截流阀组件2设置于油缸1的内部,截流阀组件2包括截流阀阀体21和截流阀阀芯22,截流阀阀体21与截流阀阀芯22适配,截流阀阀体21的端面沿轴线方向开设有腰型槽23,腰型槽23与油缸1的进油孔连通,截流阀阀芯22的端盖上开设有小孔24,小孔24用于使截流阀阀芯22的内部与外界连通,截流阀阀芯22两端的端面的横截面积不同,截流阀阀芯22的端部设置有限位块;
41.如图1-4所示,具体实施时,按下开关供电,往油缸1中充油,截流阀阀芯22会随着流量上升直到碰到限位块,此时液压油持续充到油缸1中,当油缸1中的压力达到一定的数值后超压,在超压的一瞬间因为上下的横截面大小不一样,使得截流阀阀芯22上下形成一个压力差,截流阀阀芯22在这一瞬间被压回截流阀阀体21底部,其中,在回退的过程中,截流阀阀芯22内部的积油从上方的小孔24泄掉,当截流阀阀芯22被压到底部后回油通道打开,油缸1中的液压油开始回油,此时若想连续压接,按下开关后继续往油缸1中充油,截流阀阀芯22再次上升,截住回油通道,使得回油通道内的压力变小,工具停止超压回油,即工具可继续上压,继续压接。
42.进一步的,腰型槽23开设有三个,三个腰型槽23均匀间隔开设,三个腰型槽23呈环形分布;
43.如图1-4所示,截流阀阀体21作为一个基体,与截流阀阀芯22配合使用,截流阀阀芯22两端的端面的横截面积不同,截流阀阀芯22横截面积较大的一端与截流阀阀体21适配,截流阀阀芯22横截面较小的一端的端面为端面a,端面a的直径为12mm,截流阀阀芯22横截面积较大的一端的端面为端面b,端面b的直径为18.5mm,其中φ18.5与φ12的尺寸是与截流阀阀芯22配合的重要尺寸,其中的φ18.5与φ12是与截流阀阀体配合使用,最重要的是在端盖上的φ0.5的小孔尺寸,此孔直接关系着本方案的成功与否,若是没有此孔阀芯中的积油无法泄掉,工具的超压通道无法正常打开,工具就不能正常工作。
44.其次将进油单向阀装载到此阀结构中,也可近距离实现供油,让上压更稳定;截流阀阀体21上与螺纹槽25相背的一端开设有通孔,截流阀阀体21的侧壁开设有通孔,截流阀阀体21侧壁的通孔用于使截流阀阀体21的内部与外界连通,阀体上做了三个小的腰型槽23,将进油孔通向此槽,既保证了进油的畅通无阻,截流阀阀体21的端面开设有螺纹槽25,腰型槽23与螺纹槽25开设于同一端面,螺纹槽25开设于相邻的两个腰型槽23之间,截流阀阀体21的端面开设有两个螺纹槽25,方便了截流阀拆装;
45.将单向进油阀与阀芯中间的容积减小,使得进油速度加快,上压稳定,在阀芯上钻的小孔,让超压的瞬间阀芯中的积油可以快速泄掉。
46.本实施例中,具体实施和制造时,具体的尺寸如图5-14所示。
47.值得注意的是,在生产和实施的过程中,截流阀组件2的零件加工表面不应有划
痕、磕碰、擦伤等表面缺陷,加工的螺纹表面不允许有黑皮、磕碰、刮扣和毛刺等缺陷,如图5-14所示,未注线性尺寸公差应符合gb/t1804-2000精密级执行。
48.本方案还提供一种压接钳,包括所述的用于连续压接钳的截流阀结构,具有上述截流阀结构所有的有益效果,装有上述截流阀结构的工具,经过长时间的实际测试,在工作2万次后,依然能稳定的实现“连续”压接;拆装方便,市场上的截流阀都为,用三个螺纹孔将截流阀压在油缸中,由于油缸较长,截流阀相对较小,不易拆装、维修,本方案增大了截流阀的体积,且在外径上制作螺纹,可以直接拧进油缸,方便维修。
49.以上仅为本实用新型的较佳实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作地等同变化,仍属本实用新型所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。