1.本发明涉及电池铜排软连接生产线领域,尤其涉及用于焊接电池软铜排的焊接机及其方法。
背景技术:
2.随着全球石油资源的枯竭和环境污染的不断加剧,世界各国都在大力支持发展新能源汽车。新能源汽车产业的快速发展带动了与其相关的配件的需求增长。动力电池是电动汽车的核心部件,多个电池之间由软铜排串联或并联而构成电池模组。软铜排能适应复杂的空间排布,灵活性强,安装方便。
3.其中,高分子扩散焊工艺是软铜排生产过程中的重要一环,分子扩散焊是一种特殊的焊接工艺,高分子扩散焊机是在一定温度和压力下,将焊件紧密贴合一段时间,使接触面之间的原子相互扩散形成连接的焊接设备,能使不同强度的铜箔在特定的区域焊接在一起,铜箔软连接焊接工艺不需要使用任何形式的助焊剂。得益于这种完美的分子连接性,分子扩散焊铜箔软连接是一种绝佳的电导体,安装接触面可以承受任何形式的挤压,弯曲或碰撞。
4.高分子扩散焊接过程可分为三个阶段:
5.第一阶段,为物理接触阶段。高温下微观不平的表面在外加压力的作用下,通过屈服和蠕动机理,使一些点首先达到塑性变形,在持续压力的作用下,接触面积逐渐扩大,最终达到整个面的可靠接触,接触部分基本上已是晶粒间的连接。
6.第二阶段,是接触界面原子间的相互扩散、相互渗透,形成牢固的结合层。这一阶段由于晶界处原子持续扩散而使许多空隙消失,达到平衡状态。
7.第三阶段,是在接触部分形成的结合层,逐渐向体积方向发展,遗留下的空隙完全消失,最终形成可靠连接。这三个过程是相互交叉进行的。
8.与其他焊接方法相比,扩散焊具有工艺参数易于控制,可以进行内部及多点大面积构件连接,焊后工件基本不变形等诸多优点。
9.目前,软铜排生产中的高分子扩散焊工艺主要采用人工、半自动生产方式,加工时需要多名工作人员同时操作,铜箔的堆叠,表面锡箔的堆叠,高分子扩散焊机的上料与夹紧过程以及焊接工艺完成后放入冷却液的过程都需要人来完成,导致生产效率低,操作精度低,同时人工操作机器还存在一定的安全隐患。例如申请号为202022067239.4的一种用于软铜排银触点焊接的专用治具。
技术实现要素:
10.本发明针对现有技术中的缺点,提供用于焊接电池软铜排的焊接机及其方法。
11.为了解决上述技术问题,本发明通过下述技术方案得以解决:
12.用于焊接电池软铜排的焊接机,包括焊机,焊机的边上安装有冷却水箱;冷却水箱的上端安装有组装载物台和推送装置,冷却水箱上设有窗口,窗口设在组装载物台和推送
装置之间,组装载物台上设有从其一端延伸到另一端的第一凹槽,第一凹槽的底面设有与其延伸长度相同的第二凹槽,组装载物台上依次安装有设在第一凹槽正上方的第一锡片储料盒、铜片储料盒和第二锡片储料盒,推送装置包括驱动电机、丝杠和夹具,丝杠的一端通过轴承与夹具连接,驱动电机与丝杠连接并推动夹具移动到组装载物台上,夹具通过第二凹槽夹取第一凹槽上的物料并将物料推送到焊机上。
13.铜片储料盒内放置的是铜叠片,铜叠片是由多层铜箔叠成并通过压制初步合在一起,实现掉落时不会散开。两片锡片分别需要放置在铜叠片的两面,实现铜排镀锡。铜排镀锡的作用是防止氧化,增加接触面积,降低搭接面的接触电阻,增强导电性。镀锡层在空气中有较好的稳定性,两种不同金属材料之间在各种环境温度中达到永久性的原子晶间结合,并且铜层镀锡、锌层分布均匀。
14.焊接机能够自动叠放待焊接的铜排,并进行自动焊接,焊接好后,推送装置能够带着焊接好的铜排自动放置在冷却水箱中冷却。自动叠放铜排能够减少人工成本,减少人工失误率,提高铜排叠放的整齐度高,铜排焊接的合格率更加的高。
15.作为优选,第一锡片储料盒下端安装有第一导流罩,第一导流罩设在第一凹槽正上方;铜片储料盒下端安装有第三导流罩,第三导流罩设在第一凹槽正上方;第二锡片储料盒下端安装有第二导流罩,第三导流罩设在第一凹槽正上方。第一导流罩、第二导流罩和第三导流罩起到引导作用,锡片、铜叠片能够落在第一凹槽的正下方,避免锡片、铜叠片在下落时发生偏移,提高铜排叠放的整齐度。
16.作为优选,第一凹槽和第二凹槽横截面形状为倒“凸”字形,夹具包括第一气缸、上夹块和下夹块,下夹块与第一气缸固定连接,第一气缸的伸缩杆与上夹块连接,夹具夹取时,下夹块伸入到第二凹槽内,下夹块的上端面低于第一凹槽的底面。第二凹槽方便夹具伸入到底部锡片的底面,从而推动底部锡片及其上的铜叠片和顶部锡片向前移动。
17.作为优选,冷却水箱中间凸起形成凸起部,窗口设在凸起部处。凸起部起到引导作用,同时也避免铜排在掉落在冷却水箱时水花溅到外部。
18.作为优选,焊机包括机架、上压件和下压件,下压件固定在机架上,下压件顶端端面低于第二凹槽的底面,机架顶端安装有第二气缸,第二气缸的活塞杆的杆端与上压件固定连接。
19.作为优选,上压件从上往下依次包括上导柱固定板、上导电连接板、上隔热板和上压头,上导柱固定板、上导电连接板、上隔热板和上压头依次连接,上导柱固定板与第二气缸的活塞杆连接;下压件从下往上依次包括下导柱固定板、下导电连接板、下隔热板和下压头,下导柱固定板、下导电连接板、下隔热板和下压头依次连接,下导柱固定板固定在机架上。
20.一种焊接电池软铜排的方法,包括焊接机,具体步骤:
21.a,plc控制器发送脉冲给驱动电机,驱动电机驱动丝杠和夹具向组装载物台移动,在夹具即将进入到第一导流罩正下方时,plc发送指定数量脉冲完成,驱动电机到达设定旋转角度停止;
22.b,第一锡片储料盒底部打开,放出一片锡片到第一凹槽上,该锡片为底部锡片;
23.c,驱动电机启动,驱动电机带动夹具前移,底部锡片进入到下夹块与上夹块之间的夹口中,夹具推动底部锡片在第一凹槽内移动并移动到第三导流罩的正下方,驱动电机
反向启动并带动夹具退出第三导流罩的正下方区域,驱动电机到达设定旋转角度停止;
24.d,铜片储料盒的底部打开,放出一份铜叠片,铜叠片叠放在底部锡片的正上方,驱动电机启动并带动夹具前移,底部锡片和铜叠片都进入到下夹块与上夹块之间的夹口中,夹具带着底部锡片和铜叠片移动第二导流罩正下方区域,驱动电机反向启动并带着夹具退出第二导流罩正下方区域,驱动电机到达设定旋转角度停止;
25.e,第二锡片储料盒底部打开,放出一片锡片叠放在铜叠片的正上方,该锡片为顶部锡片,驱动电机正向启动带动夹具前移,底部锡片、铜叠片和顶部锡片都进入到下夹块与上夹块之间的夹口中,第一气缸启动带动上夹块压向下夹块将底部锡片、铜叠片和顶部锡片夹紧在夹具上;
26.f,驱动电机带动夹具移动到下压头上并将叠好的铜排放在其上,焊机启动,上导电连接板和下导电连接板通电,上压头和下压头的温度达到设定值时,第二气缸带动上压头将底部锡片、铜叠片和顶部锡片压合;
27.g,焊接完成后,驱动电机反向启动带动压装好的铜排移动到冷却水箱的窗口正上方,夹具的第一气缸启动,铜排通过窗口掉入到冷却水箱中冷却,夹具复位。
28.作为优选,驱动电机通过弹性联轴器与丝杠连接时,传动比为1,导程的计算方法如下:
[0029][0030]
式中
[0031]
pb—滚珠丝杠的导程,mm;
[0032]
v max—最大进给速度,m/s;
[0033]
nr—电机的额定转速,r/min;
[0034]
i—电机所带减速器的减速比。
[0035]
本发明由于采用了以上技术方案,具有显著的技术效果:
[0036]
铜片储料盒内放置的是铜叠片,铜叠片是由多层铜箔叠成并通过压制初步合在一起,实现掉落时不会散开。两片锡片分别需要放置在铜叠片的两面,实现铜排镀锡。铜排镀锡的作用是防止氧化,增加接触面积,降低搭接面的接触电阻,增强导电性。镀锡层在空气中有较好的稳定性,两种不同金属材料之间在各种环境温度中达到永久性的原子晶间结合,并且铜层镀锡、锌层分布均匀。
[0037]
焊接机能够自动叠放待焊接的铜排,并进行自动焊接,焊接好后,推送装置能够带着焊接好的铜排自动放置在冷却水箱中冷却。自动叠放铜排能够减少人工成本,减少人工失误率,提高铜排叠放的整齐度高,铜排焊接的合格率更加的高。
附图说明
[0038]
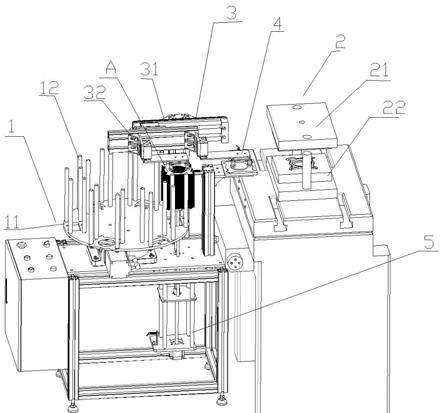
图1是本发明的结构示意图。
[0039]
图2是a的局部放大图。
[0040]
图3是b的局部放大图。
[0041]
图4是焊机的结构示意图。
[0042]
以上附图中各数字标号所指代的部位名称如下:
[0043]
10—焊机、101—机架、102—上压件、103—下压件、104—第二气缸、1021—上导柱固定板、1022—上导电连接板、1023—上隔热板、1024—上压头、1031—下导柱固定板、1032—下导电连接板、1033—下隔热板、1034—下压头
[0044]
11—冷却水箱、111—窗口、112—凸起部
[0045]
12—组装载物台、121—第一凹槽、122—第二凹槽
[0046]
13—推送装置、131—驱动电机、132—丝杠、133—夹具、1331—第一气缸、1332—上夹块、1333—下夹块
[0047]
14—第一锡片储料盒
[0048]
15—铜片储料盒
[0049]
16—第二锡片储料盒
[0050]
17—第一导流罩
[0051]
18—第二导流罩
[0052]
19—第三导流罩。
具体实施方式
[0053]
下面结合附图1-4与实施例对本发明作进一步详细描述。
[0054]
实施例1
[0055]
用于焊接电池软铜排的焊接机,包括焊机10,焊机10的边上安装有冷却水箱11,冷却水箱11能够给焊接的铜排进行冷却。冷却水箱11的上端安装有组装载物台12和推送装置13,冷却水箱11上设有窗口111,窗口111设在组装载物台12和推送装置13之间,推送装置13能够带着焊接好的铜排放入到冷却水箱11的窗口111中。组装载物台12上设有从其一端延伸到另一端的第一凹槽121,第一凹槽121的底面设有与其延伸长度相同的第二凹槽122,组装载物台12上依次安装有设在第一凹槽121正上方的第一锡片储料盒14、铜片储料盒15和第二锡片储料盒16,第一锡片储料盒14储存有锡片,每次打开第一锡片储料盒14时,第一锡片储料盒14能够掉出一片锡片到第一凹槽121内。铜片储料盒15用于储存铜叠片,每次打开铜片储料盒15时,铜片储料盒15就能够掉出设定片数的铜排,所有铜片叠在一起形成铜叠片。第二锡片储料盒16储存有锡片,每次打开第二锡片储料盒16时,第二锡片储料盒16能够掉出一片锡片到第一凹槽121内。推送装置13包括驱动电机131、丝杠132和夹具133,丝杠132为滚珠丝杠,丝杠132的一端通过轴承与夹具133连接,驱动电机131与丝杠132连接并推动夹具133移动到组装载物台12上,夹具133通过第二凹槽122夹取第一凹槽121上的物料并将物料推送到焊机10上。当底部锡片掉入到第一凹槽121内时,夹具133能够推着底部锡片进入到铜片储料盒15正下方,铜片储料盒15的铜叠片落在底部锡片上方时,推送装置13能够推着底部锡片再次向前移动并移动到第二锡片储料盒16正下方,第二锡片储料盒16打开后顶部锡片掉落在铜叠片上,铜叠片是由多层铜箔叠成并通过压制初步合在一起,实现掉落时不会散开。两片锡片分别需要放置在铜叠片的两面,实现铜排镀锡。铜排镀锡的作用是防止氧化,增加接触面积,降低搭接面的接触电阻,增强导电性。镀锡层在空气中有较好的稳定性,两种不同金属材料之间在各种环境温度中达到永久性的原子晶间结合,并且铜层镀锡、锌层分布均匀。完成铜排叠放,推送装置13推着叠放的铜排到焊机10内进行焊接。
[0056]
第一锡片储料盒14下端安装有第一导流罩17,第一导流罩17设在第一凹槽121正
上方;铜片储料盒15下端安装有第三导流罩19,第三导流罩19设在第一凹槽121正上方;第二锡片储料盒16下端安装有第二导流罩18,第三导流罩19设在第一凹槽121正上方。第一导流罩17、第二导流罩18、第三导流罩19都引导作用,方式掉落的锡片或铜叠片发生偏移。
[0057]
第一凹槽121和第二凹槽122横截面形状为倒“凸”字形,夹具133包括第一气缸1331、上夹块1332和下夹块1333,下夹块1333与第一气缸1331固定连接,第一气缸1331的伸缩杆与上夹块1332连接,夹具133夹取时,下夹块1333伸入到第二凹槽122内,下夹块1333的上端面低于第一凹槽121的底面,从而使得下夹块1333能够伸入到底部锡片的底面,底部锡片能够进入到夹具133内,夹具133在向前移动时,底部锡片能够被其推动并沿着第一凹槽121移动。
[0058]
焊机10包括机架101、上压件102和下压件103,下压件103固定在机架101上,下压件103顶端端面低于第二凹槽122的底面,机架101顶端安装有第二气缸104,第二气缸104的活塞杆的杆端与上压件102固定连接。
[0059]
上压件102从上往下依次包括上导柱固定板1021、上导电连接板1022、上隔热板1023和上压头1024,上导柱固定板1021、上导电连接板1022、上隔热板1023和上压头1024依次连接,上导柱固定板1021与第二气缸104的活塞杆连接;下压件103从下往上依次包括下导柱固定板1031、下导电连接板1032、下隔热板1033和下压头1034,下导柱固定板1031、下导电连接板1032、下隔热板1033和下压头1034依次连接,下导柱固定板1031固定在机架101上。
[0060]
工作原理:开始工作时,plc控制器发送脉冲给驱动电机131,驱动丝杠132前进,丝杠132推动夹具133前进,在即将进入到底部锡片导流罩18正下方时,plc发送指定数量脉冲完成,驱动电机131到达设定旋转角度停止,底部第一锡片储料盒14底部打开,放出一片锡片,锡片顺着底部第一导流罩17落在组装载物台第一凹槽121内。锡片落入第一凹槽121后,plc控制器发送指定数量脉冲给驱动电机131,驱动电机131驱动,夹具133推着锡片继续向前。
[0061]
同样,在即将进入到第三导流罩19正下方时,驱动电机131到达设定旋转角度停止,铜叠片储料盒15底部打开,放出一份铜叠片,铜叠片顺着第三导流罩19落在前一步骤落下的锡片的正上方。驱动电机131驱动,夹具133推着锡片继续向前。
[0062]
在即将进入到第二锡片储料盒16正下方时,驱动电机131到达设定旋转角度停止,第二锡片储料盒16底部打开,放出一片锡片,锡片顺着第二导流罩18落在前一步骤落下的铜叠片的正上方,此时形成了锡片-铜叠片-锡片的状态。第一气缸1311运行,下夹块1332夹紧下夹块1333,从而将锡片-铜叠片-锡片夹紧在一起。随后驱动电机131旋转设定角度,夹具133推着锡片继续向前,夹具133移动到焊机10下停止,此时焊机10恰好可以焊接且不压到夹具133。
[0063]
进入到焊接阶段后,上导电连接板1022和下导电连接板1032通过电线接电,分别通过上隔热板1023与上压头1024形成短路,下隔热板1033与下压头1034形成短路,从而使得上压头1024和下压头1034迅速升温,第二气缸104通过气缸活塞杆控制着上导柱固定板1021带动着整个上压头1024向下压合,压合的力和温度都可以通过人机盒调节,完成预定值后,上压头1024和下压头1034焊接铜排,实现高分子扩散焊接。
[0064]
焊接完成后,驱动电机131反向转动,夹具133夹着加工完成的工件撤回,当撤回到
冷却水箱11的窗口111正上方时,夹具133松开,工件掉落至冷却水箱11内冷却。完成操作后,夹具133复位在组装载物台19最右侧,准备进入下一次操作。
[0065]
实施例2
[0066]
实施例2与实施例1特征基本相同,不同的是冷却水箱11中间凸起形成凸起部112,凸起部112一体成型在冷却水箱11上,窗口111设在凸起部112处,凸起部112用于接焊接好后的铜排,铜排能够准确的掉落在冷却水箱11内,另一方面铜排在掉入到冷却水箱11内,不会将冷却水溅到外部。
[0067]
实施例3
[0068]
一种焊接电池软铜排的方法,包括实施例1或实施例2中的焊接机,具体步骤:
[0069]
a,plc控制器发送脉冲给驱动电机131,驱动电机131驱动丝杠132和夹具133向组装载物台12移动,在夹具即将进入到第一导流罩17正下方时,plc发送指定数量脉冲完成,驱动电机131到达设定旋转角度停止;
[0070]
b,第一锡片储料盒14底部打开,放出一片锡片到第一凹槽121上,该锡片为底部锡片;
[0071]
c,驱动电机131启动,驱动电机131带动夹具133前移,底部锡片进入到下夹块1333与上夹块1332之间的夹口中,夹具133推动底部锡片在第一凹槽121内移动并移动到第三导流罩19的正下方,驱动电机131反向启动并带动夹具133退出第三导流罩19的正下方区域,驱动电机131到达设定旋转角度停止;
[0072]
d,铜片储料盒15的底部打开,放出一份铜叠片,铜叠片叠放在底部锡片的正上方,驱动电机131启动并带动夹具133前移,底部锡片和铜叠片都进入到下夹块1333与上夹块1332之间的夹口中,夹具133带着底部锡片和铜叠片移动第二导流罩18正下方区域,驱动电机131反向启动并带着夹具133退出第二导流罩18正下方区域,驱动电机131到达设定旋转角度停止;
[0073]
e,第二锡片储料盒16底部打开,放出一片锡片叠放在铜叠片的正上方,该锡片为顶部锡片,驱动电机131正向启动带动夹具133前移,底部锡片、铜叠片和顶部锡片都进入到下夹块1333与上夹块1332之间的夹口中,第一气缸启动带动上夹块1332压向下夹块1333将底部锡片、铜叠片和顶部锡片夹紧在夹具133上;
[0074]
f,驱动电机131带动夹具133移动到下压头1034上并将叠好的铜排放在其上,焊机10启动,上导电连接板1022和下导电连接板通电,上压头1024和下压头1034的温度达到设定值时,第二气缸104带动上压头1024将底部锡片、铜叠片和顶部锡片压合;
[0075]
g,焊接完成后,驱动电机131反向启动带动压装好的铜排移动到冷却水箱11的窗口正上方,夹具133的第一气缸1331启动,铜排通过窗口111掉入到冷却水箱11中冷却,夹具133复位。
[0076]
驱动电机131通过弹性联轴器与丝杠132连接时,传动比为1,导程的计算方法如下:
[0077][0078]
式中
[0079]
pb—滚珠丝杠的导程,mm;
[0080]
v max—最大进给速度,m/s;
[0081]
nr—电机的额定转速,r/min;
[0082]
i—电机所带减速器的减速比。
[0083]
根据丝杠132工作距离以及工作精度,设置其直线运动机构最高速度为0.05m/s,驱动电机131的额定转速为1000r/min,代入公式得:
[0084][0085]
所以采用单螺纹,螺距为1mm的螺杆。
[0086]
例如,夹具133从初始位置到达第一次距离即将进入到底部第一导流罩17正下方位置为16mm,
[0087][0088]
式中
[0089]
n—伺服电机旋转圈数
[0090]
l—滚珠丝杠前进距离
[0091]
驱动电机131转动一圈,丝杠132前进1mm,因此用plc设定驱动电机131第一步骤旋转圈数为16圈,要求精度达到0.01mm,则每移动0.01mm驱动电机131需要旋转0.01圈,则选择的电机脉冲数为100,即plc控制电机时,发送100个脉冲,驱动电机131旋转一圈,驱动电机131第一步骤旋转圈数为16圈,plc程序控制脉冲数为1600个。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。