1.本发明涉及船舶技术领域,尤其涉及一种整体式艉管的安装方法。
背景技术:
2.艉管轴承是一种圆柱式滑动轴承,在船舶推进轴系中,通常一套轴系会包含有一套艉管装置,一套艉管装置主要由一个艉管和安装在艉管内的前后两个轴承组成,艉管轴承主要用于支撑和承受轴系(包括螺旋桨、螺旋桨轴、中间轴等)的重量及轴系运动产生的径向负荷。在螺旋桨重力和运动负载的作用下,螺旋桨轴在艉管轴承处存在一定的斜度,会导致艉管轴承后端边缘负荷过于集中,在较为恶劣的工况下,艉管轴承后端容易发生过载高温损毁轴承的事故,直接影响到船舶的动力安全。因此,在轴系设计时,通常会通过理论的轴系校中计算,在艉管后轴承上设计一定的后倾的斜度,并按此设计斜度对艉管轴承进行加工,以减小螺旋桨轴与艉管轴承之间的夹角,使轴系负荷分布更加均匀,降低艉管轴承高温损毁的风险。
3.艉管轴承的最终安装斜度受制作精度、安装精度、环境条件等多因素影响,控制难度大,经常出现实际安装后的艉管轴承斜度与理论设计斜度偏差较大的情况,是轴系安装的难点。整体式艉管受其自重影响,中间部位会产生一定的下沉量,即艉管自身的挠度。艉管长度越长,挠度就越大,安装难度也更大,艉管前后轴承的斜度就难以保证,影响船舶轴系的安装和使用。现有的技术流程无法消除艉管挠度对轴承的安装斜度产生的不利影响,因此需要找到一种能在加工或安装阶段对艉管轴承斜度进行调整或修正的方法,从而使船上安装后的艉管轴承斜度达到合格状态。
技术实现要素:
4.本发明的目的在于提供一种整体式艉管的安装方法,能对艉管的挠度进行修正,使艉管轴承的安装斜度满足要求。
5.为达此目的,本发明采用以下技术方案:
6.提供一种整体式艉管的安装方法,包括如下步骤:
7.s10.提供艉管和调节工装,所述艉管包括管体、后轴承和前轴承,所述前轴承和所述后轴承设置在所述管体中,所述后轴承位于所述管体的第一端,所述前轴承位于所述管体的第二端,所述调节工装包括筒体和多个第一调节螺栓,所述筒体上开设有多个第一螺纹孔,所述第一调节螺栓与所述第一螺纹孔一一对应,所述第一调节螺栓穿过所述第一螺纹孔并与所述筒体螺纹连接;
8.s20.使所述筒体固定在船体上,所述管体穿过所述筒体,根据计算确定所述管体的下沉量,旋拧所述第一调节螺栓,使所述第一调节螺栓与所述管体的外壁抵接,根据所述管体的下沉量将所述管体顶举相同的高度;
9.s30.对所述前轴承和所述后轴承的斜度进行调节,测量所述前轴承和所述后轴承的斜度,直到所述前轴承和所述后轴承的斜度满足规范要求;
10.s40.使所述管体固定在所述船体上,拆除所述第一调节螺栓。
11.作为本发明的一种优选方案,所述第一螺纹孔分布在同一个圆周上并等间距设置在所述筒体上。
12.作为本发明的一种优选方案,所述第一调节螺栓的数量为四个,两个所述第一调节螺栓用于顶举所述管体。
13.作为本发明的一种优选方案,步骤s30具体包括如下步骤:
14.s31.以所述后轴承内孔止口的中心点为参考点;
15.s32.在所述后轴承中取第一径向截面和第二径向截面,在所述前轴承中取第三径向截面和第四径向截面;
16.s33.以所述参考点为基准,测量所述第一径向截面和所述第二径向截面之间的相对高度差,计算出所述后轴承的斜度,测量所述第三径向截面和所述第四径向截面之间的相对高度差,计算出所述前轴承的斜度。
17.作为本发明的一种优选方案,在所述后轴承中,另取第五径向截面进行校正测量,在所述前轴承中,另取第六径向截面进行校正测量。
18.作为本发明的一种优选方案,在步骤s30中,提供多个第二调节螺栓和多个第三调节螺栓,所述第二调节螺栓和所述第三调节螺栓均设置在所述船体上,所述第二调节螺栓能与所述管体的第一端抵接,所述第三调节螺栓能与所述管体的第二端抵接。
19.作为本发明的一种优选方案,在步骤s30中,采用激光测量仪进行测量。
20.作为本发明的一种优选方案,在步骤s10中,根据挠度计算公式计算出所述管体的下沉量。
21.作为本发明的一种优选方案,在步骤s40中,采用环氧树脂浇注所述管体的两端以使所述管体固定在所述船体上。
22.作为本发明的一种优选方案,所述第一调节螺栓与所述管体的连接处位于所述管体偏向所述后轴承的一侧。
23.本发明的有益效果:
24.本发明的整体式艉管在对前轴承和后轴承进行斜度调整前,利用调节工装对管体进行调节,第一调节螺栓能够根据管体的下沉量将管体顶举相同的高度,从而消除管体的挠性对前轴承和后轴承斜度调整的不良影响,降低整体式艉管的安装难度,使前轴承和后轴承的斜度容易满足规范的要求。本发明的调节工装结构简单、成本低,且调节过程便于操作,缩短了整体式艉管的安装时间,提高了船舶建造的经济性。
附图说明
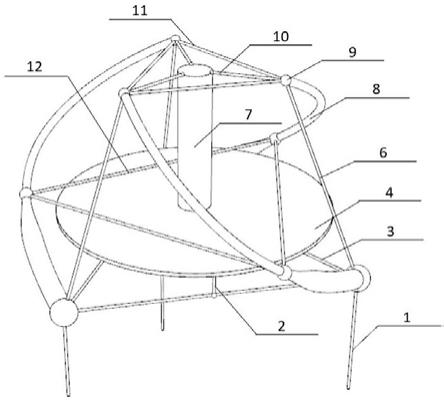
25.图1为本发明一实施例的整体式艉管和调节工装的结构示意图;
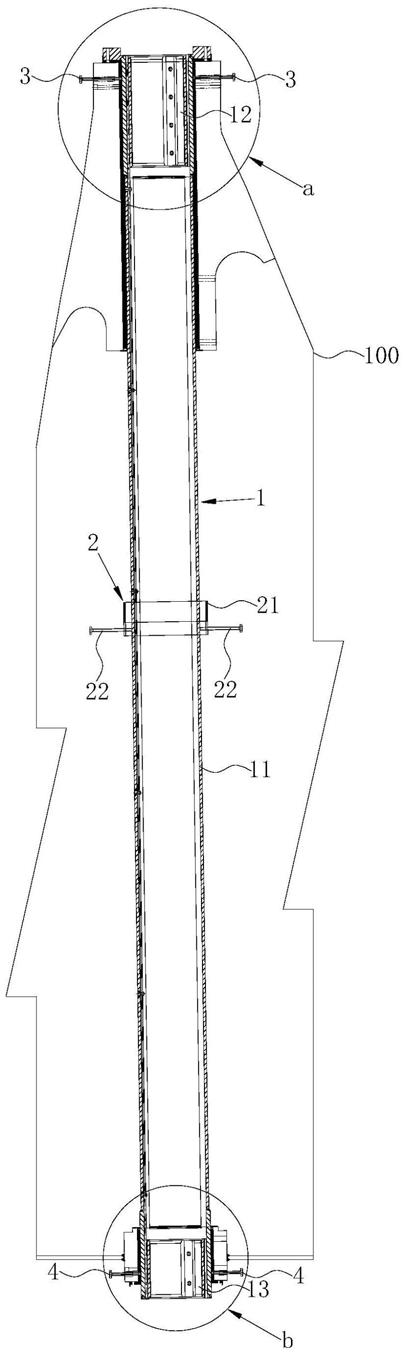
26.图2为图1中调节工装的正面视图;
27.图3为图1中a处的放大图;
28.图4为图1中b处的放大图。
29.图中:
30.1、艉管;11、管体;12、后轴承;13、前轴承;2、调节工装;21、筒体;22、第一调节螺栓;3、第二调节螺栓;4、第三调节螺栓;100、船体;200、环氧树脂;300、参考点;410、第一径
向截面;420、第二径向截面;430、第三径向截面;440、第四径向截面;450、第五径向截面;460、第六径向截面。
具体实施方式
31.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
32.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征之“上”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征之“下”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
33.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。
34.如图1和图2所示,一实施例的整体式艉管的安装方法包括如下步骤:
35.s10.提供艉管1和调节工装2,艉管1包括管体11、后轴承12和前轴承13,后轴承12和前轴承13设置在管体11中,后轴承12位于管体11的第一端,前轴承13位于管体11的第二端,调节工装2包括筒体21和四个第一调节螺栓22,筒体21上开设有四个第一螺纹孔(图中未示出),第一调节螺栓22与第一螺纹孔一一对应,第一调节螺栓22穿过第一螺纹孔并与筒体21螺纹连接;
36.s20.使筒体21固定在船体100上,管体11穿过筒体21,根据计算确定管体11的下沉量,旋拧第一调节螺栓22,使第一调节螺栓22与管体11的外壁抵接,根据管体11的下沉量将管体11顶举相同的高度;
37.s30.对后轴承12和前轴承13的斜度进行调节,测量后轴承12和前轴承13的斜度,直到后轴承12和前轴承13的斜度满足规范要求;
38.s40.使管体11固定在船体100上,拆除第一调节螺栓22。
39.本实施例的整体式艉管在对后轴承12和前轴承13进行斜度调整前,利用调节工装2对管体11调节,第一调节螺栓22能够根据管体11的下沉量将管体11顶举相同的高度,从而消除管体11的挠性对前轴承13和后轴承12斜度调整的不良影响,降低整体式艉管的安装难度,使前轴承13和后轴承12的斜度容易满足规范的要求。本发明的调节工装2结构简单、成本低,且便于操作,缩短了整体式艉管的安装时间,提高了船舶建造的经济性。
40.进一步的,第一螺纹孔分布在同一个圆周上并等间距设置在筒体21上,使本实施例中的四个第一调节螺栓22与管体11外壁的接触点位沿管体11外壁的周向均匀分布,更好地完成对管体11的支撑定位。第一调节螺栓22的数量并不限定为四个,由于三点才能确定一个圆,至少应设置三个第一调节螺栓22才能完成对管体11的支撑定位。
41.更进一步的,在本实施例中,两个第一调节螺栓22用于顶举管体11。四个第一调节螺栓22中没有一个是竖直设置或是水平设置的,下部的两个第一调节螺栓22都能用于顶举管体11,使单个第一调节螺栓22的旋拧力矩要求较小,更容易实现调节,由于存在两个顶举点位,也使得管体11能被更稳定地顶举。上方的两个第一调节螺栓22虽然没有参与顶举操作,但是仍发挥着重要的定位作用,避免管体11发生不必要的位移。
42.如图3和图4所示,步骤s30具体包括如下步骤:
43.s31.以后轴承12内孔止口的中心点为参考点300;
44.s32.在后轴承12中取第一径向截面410和第二径向截面420,在前轴承13中取第三径向截面430和第四径向截面440;
45.s33.以参考点300为基准,测量第一径向截面410和第二径向截面420之间的相对高度差,计算出后轴承12的斜度,测量第三径向截面430和第四径向截面440之间的相对高度差,计算出前轴承13的斜度。
46.如图3所示,在后轴承12中,第一径向截面410和第二径向截面420之间应间隔地较远,使第一径向截面410和第二径向截面420之间的相对高度差较大,从而减小测量误差。同理,如图4所示,在前轴承13中,第三径向截面430和第四径向截面440之间也应间隔地较远。
47.进一步的,在后轴承12中,另取第五径向截面450进行校正测量,在前轴承13中,另取第六径向截面460进行校正测量。第五径向截面450位于第一径向截面410和第二径向截面420之间,第六径向截面460位于第三径向截面430和第四径向截面440之间,使各个径向截面之间均保持了较远的间隔。因此,第五径向截面450与第一径向截面410之间能生成一个高度差数据,第五径向截面450也能与第二径向截面420之间生成一个高度差数据,通过取平均值能进一步减小测量误差,更准确地反应出后轴承12真实的斜度。对于前轴承13来说,通过增加第六径向截面460,也能更准确地反应出前轴承13真实的斜度。
48.如图1所示,在步骤s30中,提供多个第二调节螺栓3和多个第三调节螺栓4,第二调节螺栓3和第三调节螺栓4均设置在船体100上,第二调节螺栓3能与管体11的第一端抵接,第三调节螺栓4能与管体11的第二端抵接。第二调节螺栓3通过与管体11的第一端抵接,使管体11的第一端发生倾斜,设置在管体11的第一端中的后轴承12也随之倾斜。第三调节螺栓4通过与管体11的第二端抵接,使管体11的第二端发生倾斜,设置在管体11的第二端中的前轴承13也随之倾斜。第二调节螺栓3和第三调节螺栓4均采用洗牙螺纹,使调整幅度较为轻微,避免斜度超差。
49.在步骤s30中,采用激光测量仪进行测量,利用激光测量的高精度特点获得精确的数据,更准确地反应出后轴承12和前轴承13的斜度。
50.在步骤s10中,根据挠度计算公式计算出管体11的下沉量。挠度计算公式为ymax=5ql^4/(384ei),ymax为管体11的最大扰度;q为均布线载荷标准值;l为管体11的长度;ei为管体11的弯曲刚度。通过此公式能较精确的计算出管体11的最大挠度,从而为调节工装2的顶举高度提供操作依据。
51.如图3和图4所示,在步骤s40中,采用环氧树脂200浇注管体11的两端以使管体11固定在船体100上。环氧树脂200的压缩量大概是其厚度的千分之一,因此能保证管体11在被固定前后几乎不发生位移,后轴承12和前轴承13的斜度在艉管1固定前后也几乎不发生变化。环氧树脂200具有粘结能力强、机械强度高和耐腐蚀的优点,环氧树脂200凝固后,艉管1即被牢固固定在船体100上。
52.如图1所示,在本实施例中,第一调节螺栓22与管体11的连接处位于管体11偏向后轴承12的一侧。调节工装2设置在管体11中部偏第一端的位置,因为后轴承12比前轴承13承受的负载更大,后轴承12的尺寸和重量也比前轴承13的更大,造成艉管1的重心偏向管体11的第一端,因此第一调节螺栓22与管体11的连接处也偏向后轴承12所在的一侧。
53.作为本发明优选的实施方案,在本说明书的描述中,参考术语“进一步的”的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
54.以上实施例仅用来说明本发明的详细方案,本发明并不局限于上述详细方案,即不意味着本发明必须依赖上述详细方案才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。